一种空心杯成型自动生产线的制作方法
本发明属于空心杯生产设备领域,更具体地,涉及一种空心杯成型自动生产线。
背景技术:
1、空心杯电机采用空心杯作为转子,消除了由于铁芯形成涡流而造成的电能损耗,同时其重量和转动惯量大幅降低,减少了转子自身的机械能损耗,采用了空心杯的电机的能量密度大幅度提高,与同等功率的具有铁芯的电机相比,其重量、体积大幅减小,是一种高效率的能量转换机构。
2、空心杯电机因为其能量转换效率高、启动与制动迅速、运转稳定可靠、转速波动小等突出特点,在军事、航空航天、民用电器、工业产品等领域都有广泛的应用。
3、由于空心杯电机设计精密,零部件众多,尤其是空心杯的精度要求很高。菱形线圈作为空心杯成品的基本单元,菱形线圈以堆叠的方式拼在一起,经热压后可粘合成整体形成拼块线饼,拼块线饼经整圆后形成杯状的拼块线杯,拼块线杯再经冷压、打圆、整圆、浸锡等一系列处理工艺形成最终可在空心杯电机上使用的空心杯。
4、由于空心杯电机设计精密,零部件众多,尤其是拼块线杯的精度要求很高,因此人工组装不但工序复杂,不能保证其圆度、且生产效率不高。
技术实现思路
1、针对现有技术的以上缺陷或改进需求,本发明提供了一种空心杯成型自动生产线,其自动化程度高,提高了生产效率。
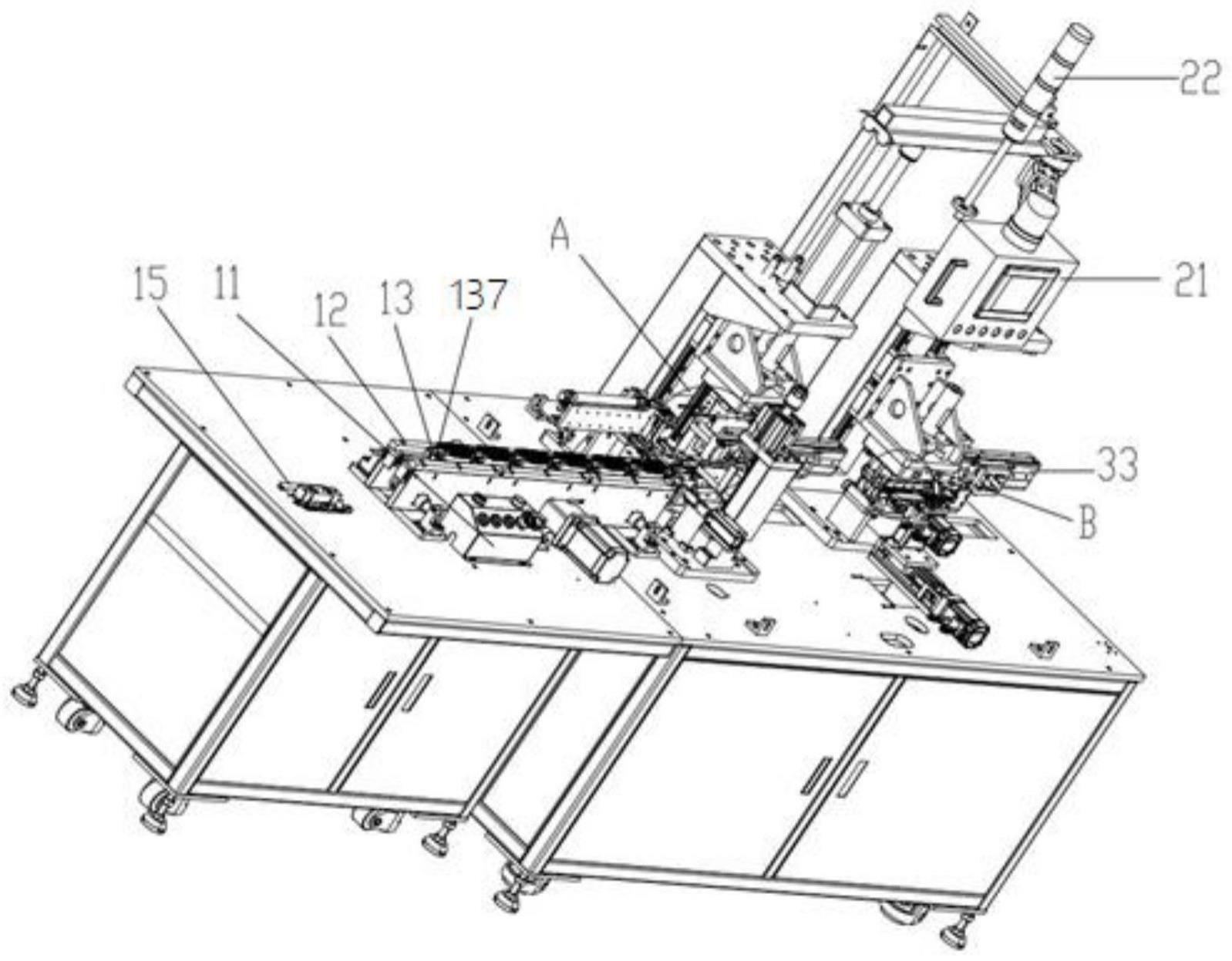
2、为实现上述目的,按照本发明的一个方面,提供了一种空心杯成型自动生产线,其特征在于,包括传送模块、热压模块、取料模组、冷压模块、打圆模块、校圆模块、冷却模块和浸锡模块,其中:
3、所述传送模块用于将载具承载的菱形线圈组输送至设定位置,以让取料模组将载具和菱形线圈组转移至热压模块上,其中,所述菱形线圈组包括多个菱形线圈,每个所述菱形线圈均水平放置,它们堆叠在一起并且任意相邻的两个菱形线圈错位布置;
4、所述热压模块用于对载具上的菱形线圈组进行热压,以使所述菱形线圈组热压后形成拼块线饼,热压形成的所述拼块线饼通过所述取料模组转移到所述冷压模块;所述冷压模块用于对拼块线饼进行冷压,冷压后的所述拼块线饼通过所述取料模组转移到所述打圆模块;所述打圆模块用于使拼块线饼变形成为拼块线杯,打圆形成的所述拼块线杯通过所述取料模组转移到所述校圆模块;所述校圆模块用于对拼块线杯进行校圆以提高拼块线杯的真圆度;校圆后的所述拼块线杯通过所述取料模组转移到所述冷却模块,所述冷却模块用于对所述拼块线杯进行风冷;风冷后的所述拼块线杯通过所述取料模组转移到所述浸锡模块,所述浸锡模块用于对所述拼块线杯的线头进行浸锡。
5、优选地,还包括位于所述传送模块下方的载具回流输送带机构,所述载具回流输送带机构包括并排设置的两根输送带并且它们之间存在间距;
6、所述热压模块包括热压模和设置在所述热压模下方的升降台,所述升降台用于承接从传送模块转移过来的载具和载具上的菱形线圈组,所述热压模具和升降台共同配合对所述菱形线圈组进行热压;
7、所述取料模组在热压完成后夹住载具上的拼块线饼,所述升降台在热压完成后带动所述载具下降,以使载具落到两根输送带上来被这两根所述输送带承接,两根所述输送带再将载具传送回设定位置。
8、优选地,所述载具包括底座、线圈承接块、导柱安装板、线头限位板和呈矩阵排列的导柱,其中:
9、所述线圈承接块、所述导柱安装板和所述线头限位板分别固定安装在所述底座上;
10、所述线圈承接块的顶面为平面,以用于承接菱形线圈;
11、所述线圈承接块的底部设置有用于容纳所述导柱安装板的缺口,所述导柱安装板位于所述缺口处;
12、所述导柱具有两排;
13、每根所述导柱的下端分别安装在所述导柱安装板上;
14、每根所述导柱的上端分别穿过所述线圈承接块,以用于与菱形线圈的内壁接触;
15、所述线头限位板上设置有多条通槽,以便菱形线圈上的线头从通槽处穿过线头限位板。
16、优选地,还包括安装在台架上的切线模块、第一扭线模块、第二扭线模块和剪线模块,并且:
17、所述切线模块用于将热压形成的拼块线饼的多余的线头切除;
18、所述第一扭线模块包括第一扭线电机和由第一扭线电机通过齿轮传动机构驱动旋转的多个第一扭线夹头,以用于对冷压后的拼块线饼上的线头进行扭线,所述齿轮传动机构具有一个主动齿轮和多个从动齿轮,这些从动齿轮排成一排并且任意相邻的两个从动齿轮相互啮合,所述主动齿轮连接第一扭线电机的输出轴并且与其中任意一个从动齿轮啮合;
19、所述第二扭线模块与所述打圆模块安装在同一机台上,所述第二扭线模块包括第二扭线电机和由第二扭线电机驱动旋转的第二扭线夹头,以用于对打圆后形成的拼块线杯上的线头进行扭线;
20、所述剪线模块用于将校圆后的拼块线杯上的多余的线头剪掉。
21、优选地,所述打圆模块设置在基座上,所述打圆模块包括第一成型工装和围绕所述第一成型工装布置的多个第一压圆组件,其中:
22、所述第一成型工装包括固定柱、旋转轴、顶杆、圆棒、定位套、驱动电机和升降驱动机构a,所述固定柱具有上下贯通的第一通孔并且该固定柱固定安装在所述基座上,所述旋转轴、顶杆和圆棒同轴设置并且它们均竖直设置,所述旋转轴的上端通过轴承a安装在所述固定柱的内壁上,所述旋转轴活动穿装在所述顶杆上,所述旋转轴和所述顶杆分别具有限位结构a和限位结构b,以限制所述顶杆和所述旋转轴的相对转动,所述顶杆的顶端固定连接所述圆棒,所述固定柱的顶端在对应于所述第一通孔的位置安装所述定位套并且该定位套的顶面为水平的承接面,以用于承接拼块线饼,所述定位套具有作为圆棒的升降通道的第二通孔,所述驱动电机的输出轴连接所述旋转轴,所述升降驱动机构a的输出轴与所述顶杆连接,以驱动顶杆升降,并且所述顶杆与所述升降驱动机构a的输出轴可转动连接;
23、各所述第一压圆组件均包括第一压块和第一压块驱动机构,该第一压块驱动机构上安装第一压块,以驱动第一压块水平移动来将拼块线饼压在圆棒上并使拼块线饼变形,各第一压圆组件的第一压块相互配合来让拼块线饼逐步变形为拼块线杯。
24、优选地,所述取料模组包括机械臂、升降驱动机构b、支架、气动夹爪、压缩弹簧和导柱,所述机械臂通过机械臂运行轨道安装在所述基座上,所述升降驱动机构b安装在所述机械臂,并且所述升降驱动机构b的输出轴上安装所述支架,以带动所述支架上下移动,所述支架上安装所述气动夹爪,所述气动夹爪包括气缸本体和由所述气缸本体驱动的两根夹指,以用于夹住拼块线杯,所述导柱竖直设置并且位于这两根所述夹指之间,所述导柱滑动安装在所述支座上,以便上下移动调整位置来让拼块线杯套在该导柱上或者让拼块线杯从该导柱上分离,并且传感器检测到所述导柱与第一成型工装的圆棒接触时,传送信号给控制器,控制器控制第一成型工装的圆棒下降来让拼块线杯套在该导柱上,所述压缩弹簧的上端连接所述支座而下端连接所述导柱。
25、优选地,所述校圆模块包括第二成型工装和围绕所述第一成型工装布置的多个第二压圆组件,所述第二成型工装与所述第一成型工装的结构相同,每个所述第二压圆组件均包括第二压块驱动机构和安装在所述第二压块驱动机构上的第二压块,并且所述第二压块上设置有与拼块线杯的外圆面直径相等的弧面。
26、优选地,所述冷却模块包括传送带装置、线杯保护套、拼块线杯夹持装置、风扇和线杯保护套回流传送机构,所述线杯保护套用于套在拼块线杯的外侧,所述传送带装置用于传送拼块线杯,所述风扇用于对传送带装置上的拼块线杯进行风冷,所述拼块线杯夹持装置用于夹持住风冷后的拼块线杯,以便取料模组取走线杯保护套并将线杯保护套放置在线杯保护套回流传送机构上回流至设定位置。
27、优选地,所述浸锡装置包括机架、浸锡驱动电机、丝杠机构、横移气缸、基座、升降气缸、安装座、感应笔、旋转气缸和气动手指,所述浸锡驱动电机和所述丝杠机构均安装在所述机架上,所述浸锡驱动电机的输出轴上连接编码器,并且所述浸锡驱动电机的输出轴连接所述丝杠机构的丝杠,所述丝杠竖直设置,其中:
28、所述丝杠机构的传动螺母连接所述横移气缸,所述横移气缸的输出轴水平设置并且该横移气缸的输出轴连接基座,以用于带动该基座水平移动;
29、所述升降气缸安装在所述机架上,该升降气缸的输出轴竖直设置并且该升降气缸的输出轴上连接所述安装座;
30、所述安装座滑动安装在所述基座上且该安装座上并排安装两支所述感应笔,每只感应笔均竖直设置,每只感应笔的底部均具有导电感应部,两只感应笔的导电感应部的底端的高度相等,以在感应笔的底端下降并接触锡炉内的锡面后获得感应笔下降的高度;
31、所述基座上安装所述旋转气缸,所述旋转气缸的输出轴上安装用于夹住拼块线杯的所述气动手指。
32、优选地,所述旋转气缸的输出轴通过气缸安装板安装所述气缸夹爪,所述气缸夹爪具有安装在所述气缸安装板上的气缸本体和安装在所述气缸本体上的两个夹指,所述气缸安装板从两个所述夹指之间的空间穿过,所述气缸安装板具有用于承接拼块线杯且与拼块线杯的中心线垂直的平面,以便拼块线杯浸锡时中心线保持竖直。
33、总体而言,通过本发明所构思的以上技术方案与现有技术相比,能够取得下列有益效果:
34、1)本发明通过传送模块、热压模块、取料模组、冷压模块、打圆模块、校圆模块、冷却模块和浸锡模块之间的相互配合,可以对菱形线圈组成型为空心杯的过程进行自动化生产,有效提高了空心杯的生产效率。
35、2)本发明的载具上带有两排呈矩阵排列的导柱,由于每排导柱的任意相邻的两根导柱的间距均相等,因此将多个规格相同的菱形线圈错开放置在线圈承接板上后,只要它们的规格是相同的,可保证各相邻线圈的端部间的距离也是一致的,解决了菱形线圈的堆叠的一致性问题,保证后续成型拼块线杯后,拼块线杯上各匝端部间的空隙的大小不一致。
36、3)本发明的旋转轴可带动圆棒旋转,从而带动贴在圆棒上的拼块线杯也跟着圆棒一起旋转,从而拼块线杯的各处都能被压块压着产生变形,能实现全方位变形,提高拼块线杯的真圆度。
37、4)本发明可让拼块线杯套在导柱上,导柱作为拼块线杯的内支撑,可防止气动夹爪夹在拼块线杯让拼块线杯变形,而且压缩弹簧可让导柱方便地套入拼块线杯内或者与拼块线杯分离。
- 还没有人留言评论。精彩留言会获得点赞!