一种密封钉的激光焊接方法与流程
1.本发明涉及电池技术领域,具体涉及一种密封钉的激光焊接方法。
背景技术:
2.目前,电动汽车的发展如火如荼,其核心部件——电池的技术发展也越来越迅猛。电池在制造过程大概有涂布、卷绕/层叠、入壳、注液、封盖等工序。而电池在注液完成后,需要对注液孔进行密封。传统工艺中多采用密封钉焊接的方式,实现注液孔的密封。
3.而焊接过程中,焊接的质量和过程控制至关重要。若焊接质量不过关,易出现漏液等电池安全问题;若未对焊接过程进行控制,则易产生虚焊、穿孔或损坏电芯等问题。
4.公开号为cn114147348a的专利申请文件公开了一种密封钉的激光焊接方法。所述密封钉的激光焊接方法包括以下步骤:通过带有激光器的焊接设备进行密封钉的焊接,在待焊区域上设置焊接轨迹,并在待焊区域中按所述焊接轨迹进行闭环焊接,其中,所述激光器采用控制盒调制成高频脉冲模式,激光器焊接功率为0.5~1kw,调制后焊接频率为80~100hz。本发明通过将激光调制成高频脉冲激光,以小脉宽高频率的方式发射激光,有效减少焊接过程中的热输入,避免注液孔内残留的电解液在高能激光束的作用下受热分解出气体在圆形焊缝首尾结合交接处形成大量气孔焊接缺陷。
5.由于密封钉的体积较小,其焊接处形成的区域较小。当激光器对密封钉四周进行焊接的过程中,由于上一焊接段与下一焊接段的间隔较近,容易产生热量的区域性堆积,从而易造成密封钉变形、烧蚀极耳、破坏内部电芯隔膜等问题。因此,现有技术中如公开号为cn114147348a的专利申请中,采用了脉冲激光器对密封钉实施焊接。因为脉冲激光器具有变化的波形,在时间上具有散热的空档,从而不会造成热量的持续堆积。但也正因为脉冲激光器的脉冲特点,其焊缝连贯性较差、形状不规则。而密封钉的焊接处需要密封完好,避免电解液外流,若焊缝连贯性较差则存在一定的漏液风险。
技术实现要素:
6.本发明针对密封钉激光焊接存在的焊缝连贯性差、密封效果不好、良品率低的技术问题,提供了一种密封钉的激光焊接方法。
7.本发明的构思之一在于,通过密封钉结构的设计,提供一种新的激光焊接方法,使密封钉焊接后密封更紧实,良品率更高、密封效果更好。
8.具体的,所述密封钉的底端面处设有凸起的环形焊料。相应的,与所述密封钉配合的电池注液孔处,设有用于收容密封钉钉体的导向槽,所述导向槽设有用于收容所述环形焊料的环形凹槽。
9.根据所述密封钉的结构,提供了一种与之配套的激光焊接方法,先对所述导向槽和所述环形凹槽进行预处理,然后将密封钉导入所述导向槽内,使密封钉底端面的环形焊料预压至环形凹槽内以形成环形预焊区域,再预设激光参数,激光器根据所述预设激光参数焊接所述环形预焊区域,使所述环形焊料熔融以供密封钉与环形凹槽焊接;最后待所述
环形焊料与所述环形凹槽熔融焊接处冷却后,对焊接处进行无损检测,从而所述环形焊料与所述环形凹槽熔融焊接后实现密封钉无损。
10.通过上述的构思,本发明提供的密封钉的激光焊接方法,在不损伤钉体的情况下,实现密封钉的无损焊接。同时,由于本发明未破坏所述密封钉的钉体结构,通过环形焊料熔融形成焊接结构,使密封更紧实,从而密封性能更好。
11.进一步的,本发明为使所述密封钉能更好的导入所述注液孔中,通过高压气枪同时对所述导向槽和所述环形凹槽进行高压吹气。
12.具体的,通过高压气枪对所述导向槽和所述环形凹槽进行高压吹气,使所述导向槽和所述环形凹槽内的污物被吹扫干净,避免污物影响所述密封钉的导引效果。
13.在一些实施例中,本发明为使注液孔的导引效果更好,通过高压气枪对所述导向槽内进行高压吹气,预设激光器的预处理功率,对所述环形凹槽进行激光清洗。
14.具体的,通过高压气枪对所述导向槽进行高压吹气,同时预设了激光器的预处理功率,所述预处理功率用于对所述环形凹槽进行激光清洗。
15.进一步的,所述密封钉的周壁形成有主楔形导向面,所述导向槽的周壁上形成有从楔形导向面,所述主楔形导向面与所述从楔形导向面相适配。
16.通过主、从楔形的配合,可使所述密封钉在导入过程中,导入效果更好。
17.进一步的,所述环形焊料的熔点低于所述密封钉的钉体的熔点,从而现实所述密封钉的无损焊接。
18.优选的,所述密封钉的钉体为铝制材料,所述环形焊料为焊锡料。
19.进一步的,在所述将密封钉底端面的环形焊料预压至环形凹槽内以形成环形预焊区域过程中,所述环形焊料与所述环形凹槽过盈配合,通过压紧装置将将密封钉底端面的环形焊料预压至环形凹槽内以形成环形预焊区域。
20.通过过盈配合的方式,保证所述环形焊料熔融过程中能完成填充所述环形凹槽,使密封更紧实、密封效果更好、抗拉强度更高。
21.进一步的,所述环形焊料与所述密封钉的钉体同轴设置,且所述环形焊料设置成导向结构,便于所述环形焊料预压入所述环形凹槽时方向性更好。其中,所述预压区域与所述环形焊料垂直投影于密封钉顶部的区域重合。
22.在一些实施例中,本发明的另一构思在于,预设激光参数,激光器根据所述预设激光参数焊接所述环形预焊区域,所述激光为单模连续激光;根据所述环形焊料的熔点,预设所述单模连续激光的激光参数,以使得所述环形焊料与所述环形凹槽熔融焊接后实现密封钉无损;其中,所述预设连续激光的激光参数至少包括激光输出功率、输出时间、输出焦距、运行轨迹和运行速度中的一种或多种。
23.具体的,本发明优选单模连续激光对环形焊料实现熔融,使环形焊料熔融的一致性和均匀性更好。
24.进一步的,本发明的另一构思在于,通过同轴视觉检测系统确定所述单模连续激光的运行轨迹。
25.具体的,利用实时视觉检测机构,获取所述密封钉的钉体外周与所述注液孔周边的配合信息;
26.具体的,根据获取的配合信息以及所述环形焊料相对于所述密封钉的钉体的位置
关系,确定所述环形预焊区域的位置信息。通过所述密封钉和所述注液孔的主、从楔形结合面的位置以及所述环形焊料相对于所述密封钉钉体外周的位置关系,确定单模连续激光器的激光运行轨迹,使运行轨迹与所述环形焊料的同心度更好,进而提高其激光焊接的效果。
27.进一步的,本发明在使所述环形焊料熔融形成密封结构后,优选相控阵或红外检测等方式对焊接处进行无损检测。
28.综上所述,本发明提供了一种密封钉的激光焊接方法及密封钉,通过特定的密封钉结构及与其相对应的激光焊接方法,改进了传统的激光焊接方法,使激光器的热量输出更低,在不破坏密封钉作用表面的情况下,实现密封钉的无损焊接,进而使密封更紧实、密封性能更好、良品率更高。
附图说明
29.以下将结合附图和优选实施例来对本发明进行进一步详细描述,但是本领域技术人员将领会的是,这些附图仅是出于解释优选实施例的目的而绘制的,并且因此不应当作为对本发明范围的限制。此外,除非特别指出,附图仅示意在概念性地表示所描述对象的组成或构造并可能包含夸张性显示,并且附图也并非一定按比例绘制。
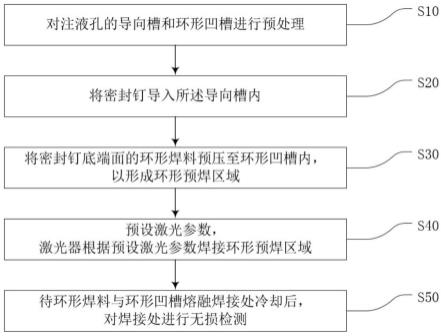
30.图1本发明提供的一种密封钉的激光焊接方法一个实施例的方法流程图;
31.图2本发明提供的一种密封钉的激光焊接方法另一实施例的方法流程图;
32.图3本发明提供的一种密封钉的激光焊接方法的焊接过程示意图;
33.图4本发明提供的一种具有环形焊料的密封钉的结构示意图;
34.图中:10、密封钉;20、注液孔;11、钉体;12、环形焊料;21、导向槽;22、环形凹槽。
具体实施方式
35.下面结合附图1至4,对本发明作详细的说明。
36.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
37.现有技术密封钉焊接过程,动力电池密封钉与注液孔一般采用间隙配合,两者配合不够紧密,导致焊接过程中容易出现密封钉焊接时易存在焊缝、使得对的注液孔密封效果较差、同时牢固度也较低,由此,本发明提供一种新的激光焊接方法,使密封钉焊接后密封更紧实,良品率更高、密封效果更好。
38.具体的,本发明提供了一种特定的密封钉(具体见图4所示)。
39.所述密封钉10包括钉体11和环形焊料12,所述钉体11可被相应的注液孔20的导向槽21收容,所述环形焊料12可被相应的注液孔20的环形凹槽22收容,所述环形焊料12的熔点小于所述钉体11熔点。
40.优选的,所述钉体11为铝制材料,所述环形焊料12为焊锡料。其中,焊锡料可选用锡铅合金焊锡、加锑焊锡、加铜焊锡等。在电池焊接领域内,由于电池外壳多以铝制或钢制外壳为主,而焊锡因其熔点较低,可完美应用于所述密封钉的密实焊接。此外,锡的熔点为231.9℃,为使所述激光焊接方法中激光器输出的功率更低,还可优选中温无铅焊锡(如sn-zn系,共晶熔点199℃),或者优选低温无铅焊锡(sn-bi系,共晶熔点139℃)。
41.优选的,所述钉体11为圆形构造,厚度为1-2mm,上表面直径为5-8mm,所述环形焊料12凸起为0.1-0.5mm,凸起宽度为0.1-0.3mm,外圈直径为3-5mm。
42.进一步的,所述环形焊料12与所述环形凹槽22过盈配合。
43.具体的,所述环形焊料12与所述环形凹槽之间具有一个过盈量,优选为0.001-0.005mm之间。通过过盈量的设计,可使所述环形焊料在熔融过程中完全填充所述环形凹槽,对外溢部分的熔融材料实施补偿,使焊接结构更稳固、密封性更好。其中,环形焊料具有倒立向下的导向结构,如倒梯形结构、倒圆弧结构,而所述环形凹槽则构造成相应的收容结构,对所述环形焊料进行收容,由于所述环形焊料下小上大的结构,在前期导引过程中可顺利进入所述环形凹槽内,而随着所述环形焊料越来越接近所述环形凹槽的底部,由于过盈配合的关系,可对熔融物外溢的量进行补偿,从而使焊接结构更牢靠、焊接效果更好。
44.进一步的,所述钉体11的构造成圆台,通过圆台的倾斜面与导向槽21的楔形面形成导引结构,使预压组件在预设过程中,对密封钉10压装的路径进行导引。
45.优选的,圆台的倾斜角为20
°‑
45
°
。
46.进一步的,所述环形凹槽22对环形焊料12也可实施预压导引,即所述环形焊料12的轴向截面构造成半圆形、等腰梯形和直接梯形。
47.优选的,所述圆弧形小于等于其半径形成的半圆,所述直角梯形直角边可朝向环形焊料12的轴线也可背离环形焊料12的轴线。
48.优选的,连续激光对环形焊料12底部的中心进行焊接。
49.根据所述密封钉的特定的结构,本发明提供了一种与之配套的激光焊接方法,具体见图1所示。
50.具体的,先根据步骤s10对注液孔的导向槽和环形凹槽进行预处理。
51.进一步的,所述预处理包括步骤s11通过高压气枪同时对导向槽和环形凹槽进行高压吹扫,清除附着在所述导向槽和所述环形凹槽上的污物,避免污物对所述密封钉下一步的预压造成影响(具体见图2所示)。
52.在一些实施例中,还通过步骤s12,预设激光器的预处理功率,对环形凹槽进行激光清洗,消除氧化膜等污物对焊接效果的影响(具体见图2所示)。
53.再根据步骤s20将密封钉导入导向槽内。
54.具体的,通过吸取组件抓取所述密封钉的钉体上表面,将所述密封钉移至所述导向槽的正上方,通过预压装置和楔形导向槽的配合,将所述密封钉导入所述导向槽内。
55.进一步的,接着根据步骤s30将密封钉底端面的环形焊料预压值环形凹槽内,以形成环形预焊区域。
56.进一步的,然后通过步骤s40预设激光参数,激光器根据预设激光参数焊接环形预焊区域。
57.具体的,本发明为进一步提高焊接结构的成型质量,采用连续激光对所述密封钉上表面的环形区域进行加热,相较于现有技术中采用脉冲激光器焊接密封钉的方式,本发明选用连续激光器对所述密封钉的外表面实施加热,从而使环形焊料形成的焊接结构的质量和密封性能更好。
58.优选的,连续激光配合振镜系统可形成连续激光圆形轨迹。
59.同时,连续激光器的激光参数根据所述环形焊料的熔点进行选择,由于本发明中
优选锡料(231.89℃)作为填充料,因而连续激光器根据231.89℃的熔点以及铝钉体的热传导效率和厚度预设激光输出功率、输出时间、输出焦距、运行轨迹和运行速度。
60.优选的,本发明选用单模连续激光器,运行轨迹为环形,运行速度大于500mm/s。其中,本发明根据所述环形焊料的熔点确定预设的激光输出功率,然后根据运行的轨迹和运行速度,确定其运行时间,由于所述密封钉的焊接结构的原因,可优选正焦距对所述钉体的上表面进行加工,从而提高所述环形焊料在熔融过程中的均匀度。
61.进一步的,由于本发明的环形焊料处于内表面,在所述密封钉预压后,无法确定其具体的位置。
62.为解决上述问题,利用实时视觉检测机构,获取所述密封钉的钉体外周与所述注液孔边缘的配合信息,再利用获取的配合信息以及所述环形焊料相对于所述密封钉的钉体的位置关系,确定所述环形区域的位置信息,从而以获取的位置信息控制激光器的运行轨迹。
63.由于所述环形焊料的熔点小于所述钉体的熔点,激光器可通过加热所述钉体的上表面实现其下方锡料的熔融,而又不破坏钉体的结构。通过上述结构的设置和相应的激光焊接方法,相比与传统的电池焊接方式而言,可大幅降低激光器的能量输出,在不破坏钉体结构的基础上完成密封结构的成型,进而提高了密封钉焊接的良品率。
64.优选的,所述环形焊料与所述环形凹槽采用过盈配合,采用过盈配合的方式可使所述环形焊料在熔融过程中能完成填充注液孔外表面的环形凹槽,进而使焊接结构更牢固可靠。
65.由于所述环形焊料与所述环形凹槽的过盈配合,相较于现有技术中通过对密封钉外接面的焊接,其不存在间隙,且未生成焊缝,从而通过过盈配合和熔融的方式,使所述密封钉的焊接结构更紧实,密封效果更好。
66.进一步的,最后根据步骤s50待环形焊料与环形凹槽熔融焊接处冷却后,对焊接处进行无损检测。
67.优选的,通过相控阵或红外检测对焊接处进行无损检测。
68.具体的,通过相控阵或者红外检测信息,可十分精确的获取焊接处的焊接信息,使信息精度到达0.001mm,从而使无损检测的结果更好,进而提高产品的精密度。
69.综上所述,本发明通过特定结构的密封钉,提供了一种相适应的激光焊接方法,通过密封钉的钉体和环形焊料的结构设计,可使密封钉在预压过程中,经由所述导向槽的导向作用顺利进入注液孔上方,完成同心校正,然后经由所述环形凹槽的导向作用,顺利形成环形预焊区域。从而一方面,不仅降低了激光器的输出功耗,并在实现所述密封钉的无损的情况下,提高了密封钉焊接的密封性;另一方面通过所述环形焊料与所述环形凹槽之间的过盈配合的结构,能对熔融物外溢的量进行补偿,使焊接的结构更紧实,进一步提高了密封钉焊接的密封性。加之,相较于现有技术而言,本发明提供的焊接方法不存在焊缝,也即不存在因焊缝处变形等问题带来的间隙,进一步使焊接结构更紧实。最后,本发明还采用实时视觉检测机构和无损检测装置的应用,进一步增强了本发明提供的激光焊接方法形成的焊接结构。
70.以上对本发明进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明及核心思想。应当指出,对于本
技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1