管式换热器换热管自动穿管系统及穿管方法与流程
1.本发明涉及管式换热器自动焊接领域,尤其涉及管式换热器换热管自动穿管系统及穿管方法。
背景技术:
2.申请人为一家专为石油、石化类化工企业专门提供定制化大型生产设备、储罐、换热器等产品的企业,为华北地区最大的换热器生产基地,随着科技的不断进步与发展,自动化已逐渐渗入各个领域来代替人工操作,具有工作效率高、节约人力、工作强度小的优点。
3.对于大型换热器的制造,由于结构大、工艺复杂,目前国内普遍生产现状为大部分工序需人工操作,需要工人多,劳动强度大,且质量控制不稳定,目前市面上有一种自动穿管工艺,但针对的是如专利申请号202010925689.4,申请名称为换热器管束智能自动穿管机上那种:换热管横、纵位置关系简单、呈多排多列等距平行分布的换热管,针对我公司自主研发的高纯铁素体不锈钢换热器,专利号为:202010261568.4,此种管式换热器(图2)中的换热管呈不规则、不平行、不等距排布,通过简单移动现有自动穿管器的高度、水平位置根本没法来实现自动穿管,目前国内还没有一套自动化生产工艺,为提高公司的自动化水平及规模,也为以后的智能制造打下基础,因此急需研制一种管式换热器换热管自动穿管方法及生产线。
技术实现要素:
4.本发明的目的是提供一种能对管式换热器进行自动穿管的自动穿管方法及生产线。
5.为实现上述的发明目的,本发明的技术方案如下:
6.一种管式换热器换热管自动穿管系统,包括机器人单元,所述机器人单元包括导轨、在所述导轨上前后移动的机器人以及固定在机器人上,通过控制所述机器人的机械臂可实现举升、平移的换热器穿管机机头装置,所述换热器穿管机机头装置包括夹持机构、输送机构及识别结构,通过所述识别机构识别换热器上穿装孔的位置,所述夹持机构夹持导向锥穿入换热管内,根据穿装孔的位置信息,所述输送机构抓取导向锥带动换热管穿入穿装孔内,则完成一根所述换热管的穿装,所述夹持机构夹持下一个导向锥穿入下一根换热管内,根据下一个所述穿装孔的位置信息或识别结构再次识别下一个穿装孔的位置信息,根据第二个穿装孔的位置信息,所述输送机构抓取第二个导向锥、换热管穿入第二个穿装孔内,以此类推,直至所述换热管穿装完毕。
7.进一步,所述夹持机构包括两个夹持块,两个夹持块之间为镜像对称设置,两个夹持块中间部分均设有夹持槽,当一对夹持块贴近时,通过所述夹持槽可将换热管或导向锥夹持住;所述夹持块顶端与控制器通过电连接,所述控制器可控制一对夹持块打开和闭合;
8.所述输送机构包括进管口、撵管装置及出管口,所述进管口与所述出管口之间设有背板,所述撵管装置固定设置在背板上,所述背板两侧面分别连接进管口固定板与出管
口固定板,所述换热管自所述进管口进入到撵管装置中并由出管口出管;其中,所述进管口固定板通过连接架固定连接控制器,所述夹持块在闭合状态下的夹持槽位置与进管口在同一水平方向;所述控制器通过连接架固定连接输送机构;
9.在所述出管口固定板上还连接有识别结构,所述识别结构为工业相机,所述工业相机具有200万像素,镜头为欧姆龙品牌,所述工业相机与图像处理器通过电连接,工业相机通过对换热器端板进行拍照,将照片传输到计算机内,且对端板孔内是否有管进行确认,计算机内置图像处理器。
10.进一步,所述撵管装置由上撵管和下撵管两部分组成,所述上撵管设有多个滚轮,所述滚轮通过滚轴固定在所述背板上,所述滚轮的滚动方向与换热管送管方向一致;所述下撵管上设有驱动器,所述驱动器固定设在所述背板上,所述驱动器通过齿轮连接链条,所述链条围绕齿轮呈“椭圆”型围绕转动,所述链条的转动方向与送管方向一致,换热管通过所述上撵管与所述下撵管之间的撵压滚动输送。
11.进一步,所述滚轮为中间低两端高的“沙漏”型,所述滚轮的中间部分用于输送换热管;在所述链条上设有多个输送块,所述输送块为中间低两端高的“凹”型,所述输送块中间的部分用于输送换热管。
12.进一步,所述上撵管固定设置在半包围上槽箱内,所述上槽箱的截面为底部为不密封的“口”字型,多个滚轮通过滚轴沿着水平方向依次排列设置在上槽箱内,所述上槽箱顶部通过顶板固定连接在所述背板上,所述上槽箱底部用于所述换热管输送;所述下撵管固定设置在半包围的下槽箱内,所述下槽箱的截面为顶部不密封的“口”字型,所述链条设置在下槽箱内并通过齿轮与下槽箱外侧的驱动器连接,所述下槽箱顶部与上槽箱底部对应并用于所述换热管输送,所述下槽箱底部通过底板固定连接在所述背板上。
13.所述上槽箱与所述下槽箱可限定换热管在输送时的位置,确保换热管在输送时不发生脱落,不偏方向。
14.进一步,所述顶板上还设有液压缸a,所述液压缸a的伸缩杆穿过顶板并与上槽箱连接,通过液压缸a的伸缩杆可调节上槽箱的上下位置;所述底板上还设有液压缸b,所述液压缸b 的伸缩杆穿过底板并与下槽箱连接,
15.所述下槽箱可通过液压缸b的伸缩杆实现上下位置调节。
16.进一步,所述背板与所述进口管固定板和所述出口管固定板之间为滑动连接,在进管口固定板顶端与出管口固定板顶端之间还设有连接板,在进管口固定板两侧上还分别设有进口管角板,所述进口管角板与所述连接板侧面相连;在出管口固定板两侧上还分别设有出口管角板,所述出口管角板同样与所述连接板侧面相连;在临近背板一侧的进口管角板上还设有液压缸c,所述液压缸c的伸缩杆固定设置在所述背板上;所述液压缸c的伸缩杆通过伸长或缩短将调节所述撵管装置的整体高度。
17.本管式换热器换热管自动穿管系统依次包括上料单元、导向锥导入单元、机器人单元;所述上料单元单次排出一根换热管,导向锥设置在所述导向锥导入单元上,所述机器人单元中的夹持机构夹持导向锥穿入换热管内。
18.管式换热器换热管自动穿管系统还包括顶入单元,所述出管口固定板上方设有顶入单元,所述顶入单元在竖直方向呈为“h”型,所述顶入单元的一侧面固定设在出管口的上方,所述顶入单元的另一侧面大于换热管直径,通过该侧面可将所述换热管顶入换热器的
折流板中。
19.进一步,所述夹持机构在闭合状态下夹持槽呈“菱形”通过夹持槽的边框将换热管夹持住,在所述连接架下方还设有传感器,所述传感器探头位置对准所述进管口。
20.管式换热器换热管自动穿管系统还包括上料单元,通过所述上料单元能实现单根换热管的自动上料,所述上料单元依次包括储料架、上料架;
21.所述储料架包括支撑架ⅰ、固定在所述支撑架ⅰ上端且用于放置换热管的多块三角板ⅰ、位于所述支撑架ⅰ两端、高度高于所述三角板ⅰ且用于限制三角板ⅰ上换热管两端活动距离的两块挡板、位于所述储料架与上料架之间,固定在两块所述挡板上,与所述支撑架ⅰ顶面具有一定间距的限制板;所述三角板ⅰ成直角三角形,三角形的直角固定在所述支撑架ⅰ的一侧,三角形的另一个角位于储料架与上料架之间,从所述支撑架ⅰ的一侧至上料架方向三角板ⅰ的顶面呈下倾趋势,所述换热管放到多块三角板ⅰ上后,由于斜坡及重力作用,从所述三角板ⅰ高处落入到三角板ⅰ低处从支撑架ⅰ与限制板之间的空隙滚出;
22.所述上料架包括升降装置、支撑架ⅱ、多块三角板ⅱ、限位架,所述支撑架ⅱ固定在升降装置上,所述升降装置可带动支撑架ⅱ上下活动,多块直角三角型的所述三角板ⅱ均依次固定在支撑架ⅱ上,从所述储料架至上料架方向,所述三角板ⅱ的支撑面呈下倾趋势,所述支撑面用于接收从支撑架ⅰ与限制板之间的空隙滚出换热管,所述三角板ⅱ的其中一条直角边靠近限制板并限制支撑架ⅰ与限制板之间的换热管不掉落在支撑面上,通过控制所述升降装置带动支撑架ⅱ、所述三角板ⅱ上下活动,当所述三角板ⅱ下降到三角板ⅱ顶端与支撑架ⅰ顶面平行的高度时,所述换热管不被直角边限制并从支撑架ⅰ与限制板之间的空隙滚出后滚入到三角板ⅱ的支撑面上,靠近所述托举架的支撑面上设有限位块,所述限位块限制换热管不从支撑面滚出;
23.进一步,所述升降装置包括多个液压缸ⅰ和/或齿轮驱动装置,所述液压缸ⅰ包括缸筒及活塞杆,多个所述缸筒分别固定在地面上,所述活塞杆顶端固定连接多根支撑架ⅱ的支腿,通过驱动所述活塞杆可带动支撑架ⅱ上下活动;
24.所述齿轮驱动装置包括电机、齿轮条、齿轮,所述储料架两端均固定有齿轮条,位于两端所述支撑架ⅱ的支腿上均固定有电机,所述电机的传动轮连接齿轮并可以带动齿轮旋转,所述齿轮与齿轮条啮合连接,通过所述电机驱动齿轮使齿轮在齿轮条上上下活动带动支腿上下活动结合液压缸ⅰ带动另一排支腿上下活动进一步使所述支撑架ⅱ上下活动;
25.进一步,所述支撑架ⅱ可全部采用液压缸ⅰ驱动上下活动或液压缸ⅰ结合齿轮驱动装置上下活动,当全部采用所述液压缸ⅰ驱动上下活动方式时,所述支撑架ⅱ底部的两排多个支腿全部分别连接一个液压缸ⅰ;当采用所述液压缸ⅰ结合齿轮驱动装置上下活动时,靠近所述支撑架ⅰ的支撑架ⅱ底部的一排多个支腿中位于两端的两个支腿上分别固定有齿轮条;
26.进一步,所述限位架包括两节分别固定在支撑架ⅱ两端,固定后顶部高度高于所述三角板ⅱ顶端的支撑板、与上述两节所述支撑板顶端固定连接的连接板、固定在所述连接板上的多块竖版、与所述竖版固定连接,与所述支撑面平行设置且与支撑面之间具有一定间距的限位板,所述限位板与限位块之间具有一定距离,该距离可容纳一根所述换热管通过,所述限位板与支撑面之间的垂向距离小于2根换热管的直径;
27.进一步,所述支撑架ⅱ上设有多个助推装置,所述助推装置包括底座、多个液压缸
ⅱ
及托板,所述底座固定在支撑架ⅱ上且其位置靠近托举架,多个所述液压缸ⅱ的缸筒均固定在底座上,多个所述液压缸ⅱ的活塞杆长度不同,从所述上料架至托举架方向,所述活塞杆的长度由长至短,所述托板固定在所有活塞杆上,固定后从所述上料架至托举架方向托板呈下倾趋势,通过驱动所述活塞杆带动托板向上活动,则多个所述托板共同托举三角板ⅱ上的一根换热管,由于固定后从所述上料架至托举架方向托板呈下倾趋势,因此所述换热管按托板的下倾方向滑落到托举架上;
28.所述托举架有多个,所述托举架包括多根从储料架至上料架方向进一步延伸出一段距离且与支撑架ⅱ固定连接的支板、固定在所述支板上的“y”型托架,经所述液压缸ⅱ的带动作用,上升后的所述托板下倾端对准“y”型托架的“v”型口;
29.进一步,第一个所述托举架前端设有夹持装置,所述夹持装置包括与支板固定连接的支撑座、固定在所述支撑座上的两个驱动件、与两个所述驱动件分别连接的2个夹板,两个所述驱动件分别驱动两块夹板夹住换热管,进一步,所述驱动件可为电机或其他;进一步,所述夹板上设有1个“u”型橡胶层,两个所述夹板上的“u”型橡胶层共同将换热管夹持;
30.进一步,所述夹持装置上设有传感器,所述传感器扫描托架上是否有换热管;
31.管式换热器换热管自动穿管系统中的导向锥的结构如下:
32.所述导向锥包括所述导向锥的导头部为圆锥形,所述导头部圆面上设有一段同心等圆的圆柱形为持柄,所述持柄圆面直径与换热管外管径相当,所述持柄一端固定连接导头部,另一端固定连接穿管部;所述穿管部为与持柄同心的圆柱形,所述穿管部圆面直径与换热管内孔径相当;所述穿管部一端连接持柄,另一端连接管刷,所述管刷的刷头为圆柱形。
33.进一步,所述管刷的中轴为螺旋形金属结构,所述管刷的刷头为尼龙丝线,所述刷头的圆面直径与换热管外管径相当。
34.进一步,为了更快的穿入进所述换热管中,在所述穿管部上还设有管塞,所述管塞为截顶圆锥形,所述管塞底面与穿管部为同心等圆设置,所述管塞的顶面上连接管刷的中轴。
35.进一步,所述穿管部外表面上还设有若干条凹槽,所述凹槽沿着穿管部的轴向设置,所述凹槽长度与所述穿管部相当。
36.进一步,所述凹槽为2-4条,所述凹槽平均设置于穿管部外表面。
37.工作时,为便于所述导向锥的拿取,多个所述导向锥固定设置在排列导向锥导入单元上;
38.为了方便所述导向锥的抓取,本管式换热器换热管自动穿管系统还包括导向锥导入单元,
39.所述导向锥导入单元包括排列板及升降杆,所述排列板在竖直方向上设有多组导孔,每组导孔沿竖直方向等距等宽设置,所述导孔孔径与所述穿管部圆面直径相当;所述排列板通过固定框与所述升降杆连接,所述固定框通过框条内侧与所述排列板之间为可拆卸连接,所述固定框的框条外侧连接升降杆。
40.进一步,所述固定框设置于竖直方向,所述固定框的上、下框条凸出,在固定框上、下框条内设有一组相对应的滑槽,所述排列板上、下边缘可通过所述滑槽嵌入固定框固定。
41.进一步,所述固定框的下框条外侧连接升降杆,所述升降杆的底座还设有可水平
移动的滑轮。
42.进一步,排列板上的多组导孔横、纵位置关系简单,呈多排多列等距平行分布。
43.将导向锥穿管部及管刷均插入导孔中,此时导向锥的导头部及持柄留在导孔外部,通过上述方式将多个导向锥一一固定在排列板上,排列板的上、下边缘通过固定框固定,将与固定框下框条外侧连接的升降杆调整至需要的高度,准备自动穿管。
44.为了避免换热管被抓起后穿入过程中出现弯折现象,本管式换热器换热管自动穿管系统还包括尾部托起单元,所述尾部托起单元设置在上料单元上托举架的边部,当所述换热管被抓起后,所述尾部托起单元配合输送机构,将所述换热管托举使换热管与穿装孔同心设置。
45.进一步,为了方便对上述装置进行控制,本管式换热器换热管自动穿管系统还包括计算机,所述计算机电连接并控制上料单元、导向锥导入单元、换热器穿管机机头装置、尾部托起单元、顶入单元,使上述个单元的配合,达到自动穿管的目的。
46.进一步,所述机器人采用六轴机器人,所述机器人额定负载500kg,臂展2.8米,配第七轴,所述换热器穿管机机头装置在连接板顶端通过法兰连接机器人的第七轴,通过计算机控制机器人的第一旋转轴可带动其他第二至第七机械臂旋转360
°
,通过控制第二至第六轴可控制可使第二至第六机械臂抬升/下降、向前/后伸展。
47.一种管式换热器换热管自动穿管方法包括如下步骤:
48.第一步:操作前检验:操作人员检查工作区是否安全,维保记录是否完备。
49.第二步:设备检验:点击设备启动,设备自检,通讯测试,自检结束,无故障后设备亮起黄灯,设备各个部分处于准备工作状态。
50.第三步:人工将要穿装的端板1:1孔布局图输入电脑,通过工业相机扫描端板特征来对比理论图纸位置偏差,电脑根据测量值测算出待穿装孔的阵列坐标值,生成机器人可读取的文件,计算机校正出实际数据后,人上点击坐标生成按钮,生成坐标文件,人工点击穿装按钮,设备进入穿装状态;
51.所述上料单元确认是否有料,人工确认料长及直径是否与生产需求对应,所述导向锥导入单元内是否有料,上述均符合要求后设备亮起绿灯,进入工作状态。
52.第四步:所述端板近侧机器人拖动工业相机依次进行孔内是否有管确认,按照坐标表的坐标值及顺序,如果有管则跳过,如果没管即可进行穿装;所述上料单元自动出一根换热管并定位。
53.第五步:所述机器人带动换热器穿管机机头装置抓取导向锥穿入换热管内,并确认。
54.进一步,所述导向锥穿入换热管后,两者中心点同心,即所述换热管中心轴的延伸方向与导向锥的锥头在同一水平线上;
55.第六步:所述机器人带动换热器穿管机机头装置抓取已经穿入换热管的导向锥,所述导向锥带动换热管被抓取,所述尾部托起单元配合机器人单元的升降高度托起换热管尾部,按照穿装孔依次的坐标值,将所述换热管孔和/或导向锥的位置与穿装孔中心点坐标值同步到同心位置,由所述机器人单元中的撵管装置将导向锥和换热管插入穿装孔内。
56.进一步,可提前将三根所述换热管依次插入待穿装的端板、中间隔板、远端端板,作用是定位,使端板、中间隔板、远端端板三者的孔位相对,便于后期穿管;
57.进一步,穿管过程可以人工停止、前进、后退操作,穿到即将到位后,由顶入单元将换热管剩余的200-400mm管头用定位块顶入;或者设置旋转机构,使剩余200-400mm管头螺旋推进到位。
58.进一步,当中间隔板孔或者远端端板孔卡滞,所述机器人多次穿管未到位,所述机器人自动报警,此时所述机器人移开,由人工干预穿入到位;
59.进一步,根据穿装孔中心点的位置同步机器人单元上传感器的位置,通过所述传感器扫描导向锥锥头的位置进一步确认换热管孔与是否在同心位置;
60.第七步:当所述尾部托起单元内没有换热管时,所述上料单元自动上料,等待下一根所述换热管的穿装,所述机器人拖动工业相机进行下一孔定位,进行下一次循环。
61.进一步,第二步中,穿管前需确认所述上料单元、导向锥导入单元是否有料,没料情况下,上料过程如下:调整所述支撑架ⅱ的高度使三角板ⅱ的其中一条直角边靠近限制板并限制支撑架ⅰ与限制板之间的换热管不掉落在支撑面上;通过叉车及其他吊装装置抓取一部分换热管到储料架内,具体的将一部分所述换热管放置到三角板ⅰ上,此时位于所述支撑架ⅰ两端、高度高于所述三角板ⅰ的两块挡板限制三角板ⅰ上换热管两端活动距离,不掉落在本装置之外;
62.启动电源,所述计算机控制多个液压缸ⅰ下降,与此同时,所述电机驱动传动轴进一步带动齿轮使齿轮与齿轮条啮合进而向下活动进一步带动支撑架ⅱ上下活动,当所述三角板ⅱ下降到三角板ⅱ顶端与支撑架ⅰ顶面平行的高度时,所述换热管一根根从支撑架ⅰ与限制板之间的空隙滚出后滚入到三角板ⅱ的支撑面上,由于设置了限位板,所述限位板与限位块之间具有一定距离,该距离可容纳一根换热管通过,所述限位板与支撑面之间的垂向距离小于根换热管的直径,因此换热管会一根根依次滚落到三角板ⅱ上,靠近所述托举架的支撑面上设有限位块,所述限位块限制换热管不从支撑面滚出;当三角板ⅱ上的换热换足够多时,通过计算机控制多个液压缸ⅰ上升进而使所述换热管不能从支撑架ⅰ与限制板之间的空隙滚到支撑面上。上料单元自动出一根换热管并定位方法如下:打开液压缸ⅱ,液压缸ⅱ带动支板向上运动,当运动到一定高度,则多个支板向共同将换热管抬起,由于固定后从所述上料架至托举架方向托板呈下倾趋势,因此所述换热管按托板的下倾方向滑落,由于上升后的所述托板下倾端对准“y”型托架的“v”型口,因此换热管落入到“v”型口内;此时,夹持装置上的传感器检测托架传递已有换热管的信息给计算机,计算机控制夹持装置,则两个所述驱动件分别驱动两块夹板夹住换热管,准备将导向追插入换热管;
63.将所述导向锥穿管部及管刷均插入导孔中,此时所述导向锥的导头部及持柄留在导孔外部,通过上述方式将多个所述导向锥一一固定在排列板上,排列板的上、下边缘通过固定框固定,将与所述固定框下框条外侧连接的升降杆调整至需要的高度,则完成多个所述导向锥固定设置在排列导向锥阵列支架上,准备自动穿管;
64.进一步,所述尾部托起单元设置在上料单元上托举架的边部;
65.第三步中,人工将要穿装的端板1:1孔布局图输入电脑,启动所述机器人使机器人在导轨上移动到指定位置,通过所述机器人上的工业相机ⅱ拍摄实际端板特征并形成照片,并对比理论图纸位置偏差,电脑根据测量值测算出待穿装孔的阵列坐标值,生成所述机器人可读取的文件,所述计算机校正出实际数据后,人上点击坐标生成按钮,生成坐标文件。
66.第五步中:所述计算机根据机器人在导轨上移动的距离及锥头到夹持槽之间的距离,控制夹持槽的边框将导向锥夹持固定住,所述机器人移动机械臂将导向锥穿入换热管中;
67.第六步中:穿入后,夹持块分开,所述计算机调节换热器穿管机机头装置的整体位置,使所述进管口对准导向锥的锥头,此时,所述计算机调节换热器穿管机机头装置的整体位置使导向锥插入进管口内,所述导向锥及换热管由进管口进入上撵管及下撵管之间,当所述传感器检测到进管口内有换热管进入后,开启驱动器,与此同时,所述计算机控制尾部托起单元中的插架根据换热管的位置将换热管抬升至待穿装孔的同心位置,所述换热管通过上槽箱内滚轮的撵管,以及下槽箱内“凹”型输送块对换热管的输送,来到出管口出管后进入端板、折流板的板孔内,当输送机构将换热管末端输送完成后,所述端板上的换热管还剩余 200-400mm为全部进入换热器中,此时所述机器人机械臂带动机头装置下降,将所述顶入装置一侧面对准换热管末端将换热管顶入换热器中,完成一根所述换热管的穿装;
68.根据下一个所述穿装孔的坐标,重复上述工作,完成剩余所述换热管的穿装。
69.本发明的有益效果是:
70.本发明中的机器人单元可以前后移动、旋转、通过控制所述机器人的机械臂可实现换热器穿管机机头装置的举升、平移,通过换热器穿管机机头装置中的夹持机构、输送机构及识别结构可将导向锥穿入换热管内、导向锥的夹持、将导向锥连通换热管穿装到任意高度、任意位置的端板内,因此,本发明能满足管式换热器的自动穿管。
71.本发明能满足多种类型换热器的自动穿管,尤其是针对情况复杂的管式换热器,本发明的穿管方法有利于推动换热器制造领域的发展,实现自动化穿管,节省劳动力,加快工作效率。
72.采用传统方法至少需要2人能完成穿管,前期将导向追穿入换热管、将换热管穿入端板等工作都是人工进行,不但效率低,且工作强度极大,采用本发明1个人控制计算机即可,穿装1根直管且长度小于9m,直径为19mm的管热管的时间大概需要65s,如果将穿管速度变快,则用时会更短,因此半天以内就能完成端板直径为2.5m的换热器自动穿管,速度快,节省人力。
73.尾部托起单元完成穿管托举功能,以防管子在机器人抓取时造成永久弯曲变形。
74.导向锥料仓为阵列式料仓,方便机器人抓取导向锥。
附图说明
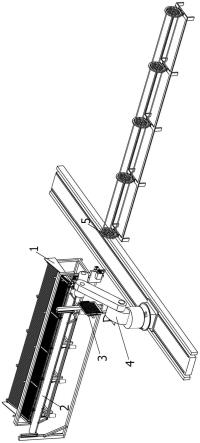
75.图1是本发明管式换热器换热管自动穿管生产线示意图;
76.图2是端板示意图;
77.图3是线条交叉网格布局图示意图;
78.图4是本发明换热管上料单元后视图示意图;
79.图5是本发明换热管上料单元后视图前视立体图;
80.图6是助推装置示意图;
81.图7是托举架示意图;
82.图8是换热管在本换热管上料单元上时前视立体图;
83.图9是换热管在本换热管上料单元上时后视立体图;
84.图10是换热管在本换热管上料单元上时托举架示意图;
85.图11是导向锥示意图;
86.图12是排列支架结构示意图;
87.图13是换热器穿管机器人机头装置示意图;
88.图14是换热器穿管机器人机头装置正视示意图;
89.图15是换热器穿管机器人机头装置后侧示意图;
90.图16是换热器穿管机器人机头装置的上撵管内部示意图;
91.图17是机器人单元照片;
92.图中:
93.1、上料单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2、尾部托起单元
ꢀꢀꢀꢀꢀꢀꢀꢀ
3、导向锥导入单元
94.4、机器人
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5、端板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5-1、穿装孔
95.1-1、支撑架
ⅰꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1-2、三角板
ⅰꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1-3、挡板
96.1-4、限制板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-1、升降装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-2、支撑架ⅱ97.2-3、三角板
ⅱꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-4、限位架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-3-1、支撑面
98.7、换热管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-1-1、液压缸
ⅰꢀꢀꢀꢀꢀꢀꢀꢀ
2-1-2、齿轮驱动装置
99.2-1-1-1、缸筒
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-1-1-2、活塞杆
ꢀꢀꢀꢀꢀꢀꢀꢀ
2-2-1、支腿
100.2-1-2-1、齿轮条
ꢀꢀꢀꢀꢀꢀꢀꢀ
2-1-2-2、齿轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-3-1-1、限位块
101.2-4-1、支撑板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-4-2、连接板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-4-3、竖版
102.2-4-4、限位板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-5、助推装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-5-1、底座
103.2-5-2、液压缸
ⅱꢀꢀꢀꢀꢀꢀꢀꢀ
2-5-3、托板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-1、支板
104.3-2、托架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6、夹持装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6-1、支撑座
105.6-2、驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6-3、夹板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6-4、橡胶层
106.1a、导头部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2a、持柄
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3a、穿管部
107.4a、凹槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5a、管塞
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6a、管刷
108.7a、排列板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8a、升降杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9a、导孔
109.10a、固定框
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11a、底座
110.1b、夹持块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1-1b、夹持槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2b、控制器
111.2-1b、连接架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3b、进管口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-1b、进管口固定板
112.3-2b、感应器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3-3b、进管口角板
ꢀꢀꢀꢀꢀꢀꢀ
4b、连接板
113.5b、背板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5-1b、液压缸c
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6b、出管口
114.6-1b、出管口固定板
ꢀꢀꢀꢀꢀ
6-2b、顶入单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6-3b、出管口角板
115.7b、上槽箱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
7-1b、顶板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
7-2b、液压缸a
116.7-3b、滚轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8b、下槽箱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8-1b、底板
117.8-2b、液压缸b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8-3b、驱动器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8-4b、链条
118.8-5b、输送块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9b、工业相机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10b、线槽
具体实施方式
119.以下对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
120.实施例1
121.一种管式换热器换热管7自动穿管方法,具体包括如下几步:
122.①
启动本上料单元1前,调整所述支撑架ⅱ2-2的高度使三角板ⅱ2-3的其中一条直角边靠近限制板1-4并限制支撑架ⅰ1-1与限制板1-4之间的换热管7不掉落在支撑面2-3-1上。通过叉车及其他吊装装置抓取一部分换热管7到储料架内,具体的将一部分换热管7放置到三角板ⅰ1-2上,此时位于所述支撑架ⅰ1-1两端、高度高于所述三角板ⅰ1-2的两块挡板挡板限制三角板ⅰ1-2上换热管7两端活动距离,不掉落在本装置之外。
123.启动电源,计算机控制多个液压缸ⅰ2-1-1下降,与此同时,所述电机驱动传动轴进一步带动齿轮2-1-2-2使齿轮2-1-2-2与齿轮条2-1-2-1啮合进而向下活动进一步带动支撑架ⅱ2-2上下活动,当所述三角板ⅱ2-3下降到三角板ⅱ2-3顶端与支撑架ⅰ1-1顶面平行的高度时,所述换热管7一根根从支撑架ⅰ1-1与限制板1-4之间的空隙滚出后滚入到三角板
ⅱꢀ
2-3的支撑面2-3-1上,由于设置了限位板2-4-4,所述限位板2-4-4与限位块2-3-1-1之间具有一定距离,该距离可容纳一根换热管7通过,所述限位板2-4-4与支撑面2-3-1之间的垂向距离小于根换热管7的直径,因此换热管7会一根根依次滚落到三角板ⅱ2-3上,靠近所述托举架的支撑面2-3-1上设有限位块2-3-1-1,所述限位块2-3-1-1限制换热管7不从支撑面2-3-1滚出;当三角板ⅱ2-3上的换热换足够多时,可通过计算机控制多个液压缸
ⅰꢀ
2-1-1上升进而使所述换热管7不能从支撑架ⅰ1-1与限制板1-4之间的空隙滚到支撑面 2-3-1上。
124.打开液压缸ⅱ2-5-2,液压缸ⅱ2-5-2带动支板3-1向上运动,当运动到一定高度,则多个支板3-1向共同将换热管7抬起,由于固定后从所述上料架至托举架方向托板2-5-3呈下倾趋势,因此所述换热管7按托板2-5-3的下倾方向滑落,由于上升后的所述托板2-5-3下倾端对准“y”型托架3-2的“v”型口,因此换热管7落入到“v”型口内;
125.此时,夹持装置6上的传感器检测托架3-2上述是否有换热管7,并将信息传递给计算器,已有情况下,计算机控制夹持装置6,则两个所述驱动件6-2分别驱动两块夹板6-3夹住换热管7,准备将导向追插入换热管7;
126.尾部托起单元2设置在上料单元1上托举架的边部;
127.②
为便于导向锥的拿取,多个导向锥固定设置在排列导向锥阵列支架上,方法如下:将导向锥穿管部3a及管刷6a均插入导孔9a中,此时导向锥的导头部1a及持柄2a留在导孔 9a外部,通过上述方式将多个导向锥一一固定在排列板7a上,排列板7a的上、下边缘通过固定框10a固定,将与固定框10a下框条外侧连接的升降杆8a调整至需要的高度,准备自动穿管。
128.③
人工将要穿装的端板51:1孔布局图输入电脑,启动机器人4使机器人4在导轨上移动到指定位置,通过机器人4上的工业相机9bⅱ拍摄实际端板5特征并形成照片,并对比理论图纸位置偏差,电脑根据测量值测算出待穿装孔5-1的阵列坐标值,生成机器人4可读取的文件,计算机校正出实际数据后,人上点击坐标生成按钮,生成坐标文件。
129.计算机根据机器人4在导轨上移动的距离及锥头到夹持槽1-1b之间的距离,控制夹持槽 1-1b的边框将导向锥夹持固定住,机器人4移动机械臂将导向锥穿入换热管7中;穿入后,夹持块1b分开,计算机调节换热器穿管机机头装置的整体位置,使进管口3b对准导向锥的锥头,此时,计算机调节换热器穿管机机头装置的整体位置使导向锥插入进管口3b内,导向锥及换热管7由进管口3b进入上撵管及下撵管之间,当传感器检测到进管口3b内有换
热管 7进入后,开启驱动器8-3b,与此同时,计算机控制尾部托起单元2中的插架根据换热管7 的位置将换热管7抬升至待穿装孔5-1的同心位置,换热管7通过上槽箱7b内滚轮7-3b的撵管,以及下槽箱8b内“凹”型输送块8-5b对换热管7的输送,来到出管口6b出管后进入端板5、折流板的板孔内,当输送机构将换热管7末端输送完成后,端板5上的换热管7还剩余200-400mm为全部进入换热器中,此时机器人4机械臂带动机头装置下降,将顶入装置一侧面对准换热管7末端将换热管7顶入换热器中,完成一根换热管7的穿装;
130.根据下一个穿装孔5-1的坐标,重复上述工作,完成剩余换热管7的穿装。
131.实施例2
132.采用本发明完成管式换热器的自动穿管,端板5直径为2.5m的,管热管为直管且长度小于9m,换热管7直径为19mm;
133.计算机内置一套操作系统,该操作系统中以导轨一端的端点为起始点,以导轨横向延伸线为x轴,以垂直于x轴的线为y轴;工作前,根据导轨一端的端点,将上料单元1、尾部托起单元2、导向锥导入单元3及带穿管的短板固定在指定位置,并将此位置记录到计算机内,此时上料单元1上“y”型托架3-2上换热管7一端与导轨之间的垂向间距、导向锥导入单元3上排列板7a与导轨之间的垂向间距已知,尾部托起单元2与“y”型托架3-2上换热管7之间的距离已知;后期计算机根据上述位置控制机器人4在导轨上横向移动的位置,根据托架3-2上换热管7的高度及位置、导向锥导入单元3上导向锥的高度及位置、端板5上穿装孔5-1的高度及位置等信息转换成坐标值,以坐标值控制机器人4旋转第一旋转轴、调节第二至第七机械臂的高度、调节换热器穿管机机头装置举升、平移等位置调节;
134.第一步:操作前检验:操作人员检查工作区是否安全,维保记录是否完备。
135.提前将三根换热管7依次插入待穿装的端板5、中间隔板、远端端板5,作用是定位,使端板5、中间隔板、远端端板5三者的孔位相对,便于后期穿管;
136.第二步:设备检验:点击设备启动,设备自检,通讯测试,自检结束,无故障后设备亮起黄灯,设备各个部分处于准备工作状态。
137.此时,计算器与上料单元1、尾部托起单元2、导向锥导入单元3、机器人4单元处于电连接状态,即:计算机可控制上述装置,比如计算机可控制上料单元1中的液压缸ⅰ2-1-1、电机、液压缸ⅱ2-5-2、驱动件6-2等,后期计算机根据工作状态自动控制上述设备。
138.通过吊装装置抓取一部分换热管7到储料架的三角板ⅰ1-2上,此时位于所述支撑架
ⅰꢀ
1-1两端、高度高于所述三角板ⅰ1-2的两块挡板挡板限制三角板ⅰ1-2上换热管7两端活动距离,不掉落在本装置之外。计算机控制多个液压缸ⅰ2-1-1下降,与此同时,所述电机驱动传动轴进一步带动齿轮2-1-2-2使齿轮2-1-2-2与齿轮条2-1-2-1啮合进而向下活动进一步带动支撑架ⅱ2-2上下活动,当所述三角板ⅱ2-3下降到三角板ⅱ2-3顶端与支撑架ⅰ1-1 顶面平行的高度时,所述换热管7一根根从支撑架ⅰ1-1与限制板1-4之间的空隙滚出后滚入到三角板ⅱ2-3的支撑面2-3-1上,由于设置了限位板2-4-4,所述限位板2-4-4与限位块 2-3-1-1之间具有一定距离,该距离可容纳一根换热管7通过,所述限位板2-4-4与支撑面 2-3-1之间的垂向距离小于根换热管7的直径,因此换热管7会一根根依次滚落到三角板ⅱ2-3上,靠近所述托举架的支撑面2-3-1上设有限位块2-3-1-1,所述限位块2-3-1-1限制换热管7不从支撑面2-3-1滚出;当三角板ⅱ2-3上的换热换足够多时,可通过计算机控制多个液压缸ⅰ2-1-1上升进而使所述换热管7不能从支撑架ⅰ1-1与限制板1-4之间的空隙滚到支撑面
2-3-1上。
139.进一步,换热管7自动上料机适应管径:19mm,25mm,管长在6-9m;
140.打开液压缸ⅱ2-5-2,液压缸ⅱ2-5-2带动支板3-1向上运动,当运动到一定高度,则多个支板3-1向共同将换热管7抬起,由于固定后从所述上料架至托举架方向托板2-5-3呈下倾趋势,因此所述换热管7按托板2-5-3的下倾方向滑落,由于上升后的所述托板2-5-3下倾端对准“y”型托架3-2的“v”型口,因此换热管7落入到“v”型口内;
141.此时,夹持装置6上的传感器检测托架3-2上述是否有换热管7,并将信息传递给计算器,已有情况下,计算机控制夹持装置6,则两个所述驱动件6-2分别驱动两块夹板6-3夹住换热管7,准备将导向追插入换热管7;
142.第三步:确定端板5上各个穿装孔5-1的位置,并确定各个穿装孔5-1中心的坐标值;可以通过下述步骤来实现,具体的:
143.①
根据将要穿装换热管7的端板51:1穿装孔5-1线条交叉网格布局图的实际大小,在计算机内新建一张覆盖端板5实际大小的空白文档,文档内的每个点均有坐标值;上述如同在 picpick软件内新建一张空白文档,将鼠标放在文档内任意一点则下角的显示框会显示该点坐标值;
144.②
启动机器人4使机器人4在导轨上移动到指定位置,并记录该位置信息,通过机器人 4上的相机扫描实际端板5特征并形成照片,计算机接收照片,上述用时5s;
145.③
将上述照片导入空白文档内,并锁定;将要穿装换热管7的端板51:1穿装孔5-1线条交叉网格布局图导入空白文档内;人工拖动线条交叉网格布局图使端板5上所有的穿装孔5-1 均与线条交叉网格布局图中的所有菱形方格相对应且所有的穿装孔5-1均落入到所有菱形方格内且各个菱形方格与各个穿装孔5-1的中心点统一;
146.⑤
采集端板5上各个穿装孔5-1的中心坐标;
147.线条交叉网格布局图中的线条为绿色,菱形方格的中心点为红色,根据颜色的色号批量选择中心点,并生成坐标,批量选择的方式如同ps软件或geomap软件中批量选择的方法,后期会根据生成的坐标,将换热管7的中心点与上述坐标位置同心设置,依次将换热管7穿入到端板5内。
148.确认前期已插入的3根换热管7的穿装孔5-1中心点坐标,并人工删除上述中心坐标值。
149.第四步:控制机器人4整体在导轨上移动,换热器穿管机机头装置抓取导向锥,穿入换热管7内,并确认,具体的:
150.再次启动机器人4使机器人4在导轨上移动到指定位置,并记录该位置信息,通过机器人4上的工业相机9bⅰ拍摄导孔9a及导孔9a上的导向锥并形成照片,将上述照片导入计算机内,人工确认导向锥是否就位。
151.计算机根据机器人4在导轨上移动的距离及锥头到夹持槽1-1b之间的距离,控制夹持槽 1-1b的边框将导向锥夹持固定住,机器人4移动机械臂将导向锥穿入换热管7中;穿入后,夹持块1b分开,计算机调节换热器穿管机机头装置的整体位置,使进管口3b对准导向锥的锥头,上述取放导向锥时间为20s;
152.第五步:计算机调节换热器穿管机机头装置的整体位置使导向锥插入进管口3b内,导向锥及换热管7由进管口3b进入上撵管及下撵管之间,当传感器检测到进管口3b内有
换热管7进入后,开启驱动器8-3b,与此同时,计算机控制尾部托起单元2中的插架根据换热管 7的位置将换热管7抬升至待穿装孔5-1的同心位置,换热管7通过上槽箱7b内滚轮7-3b 的撵管,以及下槽箱8b内“凹”型输送块8-5b对换热管7的输送,来到出管口6b出管后进入端板5、折流板的板孔内,当输送机构将换热管7末端输送完成后,端板5上的换热管7 还剩余200-400mm为全部进入换热器中,此时机器人4机械臂带动机头装置下降,将顶入单元6-2b一侧面对准换热管7末端将换热管7顶入换热器中,完成一根换热管7的穿装;
153.进一步,机器人4抓取管子时间:5s,机器人4移动管子到孔位置:10s,穿管时间(穿管平均速度为:400mm):25s,单根换热管7的穿装时间为65s。
154.根据下一个穿装孔5-1的坐标,重复上述工作,完成剩余换热管7的穿装。
155.实施例3:
156.采用本发明完成管式换热器的自动穿管,端板5直径为2.5m的,管热管为u型管且长度小于9m,换热管7直径为19mm,此时需要更换上料单元1实现自动供管,上料后,还是以穿装孔5-1中心点坐标为准,使u型管其中的一头中心与穿装孔5-1中心点同心,u型管另一头其他部分被尾部托起单元2托起使另一头中心点与另一个穿装孔5-1中心点同心,此时可通过1台换热器穿管机机头装置将换热管7传到端板5内,当剩余300-500mm,通过顶入单元6-2b将剩余部分穿装即可。
157.以上所述仅为本发明的较佳实施例,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改和等同替换,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1