不锈钢板翅式换热器的真空钎焊方法与流程
1.本发明涉及换热器加工技术领域,尤其涉及一种不锈钢板翅式换热器的真空钎焊方法。
背景技术:
2.目前板翅式换热器作为一种高效、紧凑、轻巧的换热设备,已在航空航天、电子、原子能、武器工业、石油化工、冶金、动力工程和机械等领域得到广泛应用。现在不锈钢板翅式换热器产品的耐温和耐压极限已达到850℃及14mpa,不锈钢板翅式换热器最常用的钎料是镍基钎料,其次是铜基、银基和锰基钎料,其中只有采用镍基钎料才能使产品既耐高温又耐腐蚀。但是,目前镍基钎料钎焊不锈钢的工艺还不成熟,真空钎焊一次合格率低,特别是大型不锈钢板翅式换热器,由于不锈钢热膨胀系数大,导热系数低,钎缝中出现大量金属间化合物,容易因热应力产生裂纹等。另外,不锈钢板翅式换热器对钎焊前的处理要求非常高,对表面异物敏感性高,处理不好,直接影响焊接的一次合格率。
技术实现要素:
3.为解决上述现有技术中存在的问题及不足之处,保证钎焊缝饱满,避免钎缝中出现大量金属间化合物,从而提高不锈钢板翅式换热器真空钎焊的一次合格率,本发明从零件钎焊前的准备、对侧板的改进以及对钎焊参数进行优化,从而提高不锈钢板翅式换热器真空钎焊的一次合格率。
4.本发明是这样实现的:一种不锈钢板翅式换热器的真空钎焊方法,包括零件钎焊前的准备;零件的组装定位;以及组件钎焊加工。
5.零件钎焊前的准备,包括:
6.a1、翅片的退火:对冷、热边翅片进行真空退火处理;
7.a2、翅片的校平:对真空退火处理过的冷、热边翅片进行校平处理,使钎缝的钎焊间隙达到钎焊工艺要求的毛细间隙要求,且使冷、热边翅片高度h1的公差控制在0~0.03mm之间;
8.a3、封条的加工:加工冷、热边封条,对封条钎焊面内侧制钎焊倒角,并保证封条钎焊面的平面度、平行度,以及保证两钎焊面高度、封条的直线度;
9.a4、侧板的改进加工:在长边l1处增加宽等于l3,长等于l4的边;在短边l2处增加宽等于l3,长等于l5的边,拐角处留工艺槽,同时增加连接板,连接板竖直与侧板连接在一起;侧板的平面度为
±
0.03mm;
10.a5、零件的清洗;
11.在零件的组装定位中,将零件装于工装上,装配时,在侧板与翅片之间,以及翅片与隔板之间夹上一层带状钎料,然后用夹具夹紧;
12.在组件钎焊加工中,对钎焊参数进行控制,钎焊参数包括真空度、加热速度、稳定温度和时间、钎焊温度和保温时间、冷却速度和方式、出炉温度。
13.优选的,翅片的退火处理为:将冷、热边翅片放入900℃~1000℃的真空炉内,保温30~50分钟,然后随炉冷却。
14.优选的,在零件的清洗中,用汽油和酸液清洗零件表面5分钟,用冷水冲洗5分钟,再用热水浸洗5分钟,吹干水分,保证零件表面无水迹,将清洗过的零件进行干燥,温度为100
±
10℃,时间为1~2小时。
15.优选的,钎焊间隙在0.01mm~0.1mm之间。
16.优选的,钎焊温度在1060℃~1150℃之间。
17.优选的,在组件钎焊加工中,把组件送入炉内,加热到钎焊温度后,保温30分钟,真空中随炉冷却,炉温降至1000℃并保温60分钟,降温冷却,待温度降至700℃后,再填充高纯惰性气体氮气并启动真空室中的风扇搅拌使炉温快速下降至60℃,出炉。
18.优选的,在组件钎焊加工中,加热速度为从60℃加热到300℃,控制在40~60分钟之间、从300℃加热到600℃控制在60~100分钟之间、从600℃加热到940℃控制在60~100分钟之间、加热到钎焊温度控制在15~30分钟之间。
19.优选的,在组件钎焊加工中,炉子升温前,应保证炉内真空度小于2
×
10-2
pa。
20.优选的,在组件钎焊加工中,保温时间为:在300℃时保温30~50分钟、600℃时保温50~90分钟、940℃时保温60~90分钟。
21.优选的,在封条的加工中,封条钎焊面的平面度为0.02mm~0.05mm,平行度为0.01mm~0.05mm,两钎焊面的高度h2公差控制在
±
0.03mm之间,封条的直线度为0.01mm~0.05mm,对封条钎焊面内侧制钎焊倒角α,其大小为0.2mm
×
(5~10
°
)。
22.由于采用了上述技术方案,本发明的有益效果如下:从零件钎焊前的准备、零件的组装定位以及钎焊参数上进行优化,保证钎焊缝饱满,避免钎缝中出现大量金属间化合物,从而提高不锈钢板翅式换热器真空钎焊的一次合格率。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
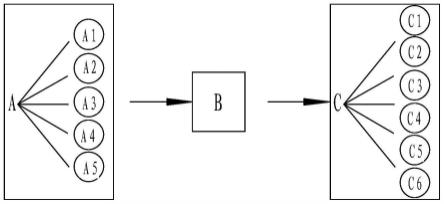
24.图1是本发明所述工艺流程图;
25.图2是本发明所述冷、热边翅片示意图;
26.图3是本发明所述冷、热边封条示意图;
27.图4是原侧板示意图;
28.图5是本发明所述侧板示意图;
29.图6是本发明所述连接板示意图;
30.图7是本发明所述连接板与侧板焊接位置图。
31.图中:a为零件钎焊前的准备;b为零件的组装定位;c为组件钎焊加工;a1为翅片的退火;a2为翅片的校平;a3为封条的加工;a4为侧板的加工;a5为零件的清洗;c1为真空度;c2为加热速度;c3为稳定温度和时间;c4为钎焊温度和保温时间;c5为冷却速度和方式;c6为出炉温度;1是冷、热边翅片;2是冷、热边封条;3是原侧板;4是本发明所述侧板;5是连接
板。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
34.在本实施例中,板翅式换热器的冷、热边翅片均采用1cr18ni9ti—δ0.1—r材料制成,采用镍基钎料bni82crsib,真空钎焊。
35.一种不锈钢板翅式换热器的真空钎焊方法,工艺流程如图1所示,包括a、零件钎焊前的准备;b、零件的组装定位;以及c、组件钎焊加工。
36.在零件钎焊前的准备中,包括:
37.a1、翅片的退火:对冷、热边翅片进行真空退火处理;将冷、热边翅片放入900℃~1000℃的真空炉内,保温30~50分钟,然后随炉冷却。具体地,本实施例选择在1000℃真空炉内保温30分钟后随炉冷却。
38.a2、翅片的校平:对真空退火处理过的冷、热边翅片进行校平处理,使钎缝的钎焊间隙达到钎焊工艺要求的毛细间隙,且使冷、热边翅片高度h1的公差控制在0~0.03mm之间;具体地,钎焊间隙在0.01mm~0.1mm之间。(如图2所示)。
39.a3、封条的加工:加工冷、热边封条,对封条钎焊面内侧制钎焊倒角,并保证封条钎焊面的平面度、平行度,以及保证两钎焊面高度、封条的直线度。镍基钎料出于对熔点的要求,常含有较多的硼、硅、磷元素,当钎焊间隙极小时,钎缝中这些元素含量少,扩散距离又短,因而在钎焊时间内得以全部的扩散,使钎缝组织变为镍固溶体;而钎焊间隙较大时,这些元素在钎缝中的含量相对增多,扩散路程也变长,来不及向母材中扩散,最终在钎缝中形成连续的脆性层,使接头性能变差。由于不锈钢板翅式换热器要承受较大的气体压力,因此对钎焊间隙要求比较高。在冷、热边封条的加工中,要求封条钎焊面的平面度为0.02mm~0.05mm,平行度为0.01mm~0.05mm,两钎焊面的高度h2公差控制在
±
0.03mm之间,封条的直线度为0.01mm~0.05mm。为了提高真空钎焊质量,增加钎料的毛细作用,对封条钎焊面内侧制钎焊倒角α,倒角大小为0.2mm
×
(5~10
°
)。(如图3所示)。具体地,在本实施例中,封条钎焊面的平面度为0.03mm,平行度为0.05mm、封条的直线度为0.05mm。
40.a4、侧板的改进加工:在侧板上预留工艺槽并增加连接板。前期原侧板的结构为矩形(如图4所示)。在产品的加工中,氩弧焊焊接位置为l1与l2边(共12处),该氩弧焊焊缝对钎焊逢存在影响,为了减少影响,侧板在原基础上进行了改进,即在长边l1处增加宽等于l3,长等于l4的边;在短边l2处增加宽等于l3,长等于l5的边,拐角处留工艺槽(便于工装中定位角钢的使用),改进后的侧板形状如图5所示,同时增加连接板(如图6所示),侧板上、下均有,芯子组件真空钎焊后,连接板竖直插在侧板的4个工艺槽,即8个拐角处,上部与上侧板相连、下部与下侧板相连,通过氩弧焊方式连接并形成封闭的结构,这样氩弧焊焊接位置
移到l4与l5边,主要目的是将氩弧焊焊缝远离钎焊缝,减少氩弧焊对钎焊缝的影响(如图7所示)。对于加工完成的侧板,要求侧板的平面度为
±
0.03mm。具体地,在本实施例中,选择l1=380mm,l2=350mm,l3=15mm,l4=374mm,l5=344mm,l6=3mm。同时增加连接板,连接板竖直插在侧板的8个拐角处,连接板的长(即为芯子组件的高度)l7=380mm,宽(即为现侧板在原侧板上增加的边宽)l3=15mm,厚(即为拐角的宽度)l6=3mm。
41.a5、零件的清洗;用汽油和酸液清洗零件表面,清洁而无氧化物的表面是保证获得优质钎焊接头的必要条件。具体地,
①
用汽油清洗零件表面的油污;
②
用酸液清洗零件,时间为5分钟,酸液的配方(按体积比):工业浓硝酸30%(密度d=1.42),工业氢氟酸15%(浓度40%),水余量;
③
用冷水冲洗5分钟,再用热水浸洗5分钟;
④
吹干水分,保证零件表面无水迹;
⑤
将清洗过的零件进行干燥,温度为100
±
10℃,时间为1~2小时。
42.零件的组装定位:不锈钢板翅式换热器装配时,在侧板与翅片之间,以及翅片与隔板之间夹上一层带状bni82crsib钎料,然后用夹具夹紧,为了防止钎焊时液态钎料有可能流到二者之间的接合面上而和夹具焊牢,上、下盖板夹具面上应预先涂上阻流剂,然后把组件送入炉内。
43.组件钎焊加工:对钎焊参数进行控制,钎焊参数包括真空度、加热速度、稳定温度和时间、钎焊温度和保温时间、冷却速度和方式、出炉温度。具体地,在炉子升温前,应保证炉内真空度小于2
×
10-2
pa。选择钎焊温度为1145℃,保温30分钟。选择的加热速度为从60℃加热到300℃,控制在40~60分钟之间、从300℃加热到600℃控制在60~100分钟之间、从600℃加热到940℃控制在60~100分钟之间、加热到钎焊温度控制在15~30分钟之间。选择的保温时间为在300℃时保温30~50分钟、600℃时保温50~90分钟、940℃时保温60~90分钟。为了防止气流搅动液态钎料,在钎料固相线温度以上时,应在真空中随炉冷却;等炉温降至1000℃钎料并保温60分钟后,待钎焊后钎料扩散处理完成后,30分钟温度降至700℃后,再填充高纯惰性气体氮气并启动真空室中的风扇搅拌使炉温快速下降。对不锈钢组件,取出炉温度小于60℃为宜。
44.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所做的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1