前后地板一体成型法的制作方法
1.汽车地板加工技术领域,尤其是一种前后地板一体成型法。
背景技术:
2.汽车后地板和前地板、机舱等系统共同组成汽车下车体,是车身的基础部件,支撑着上车体、开闭件和所有其他零件,同时承当着汽车运动中的载荷、振动、冲击和扭矩,因此,其结构和性能对于整车至关重要。
3.常见的汽车前后地板通常是由若干左、右纵梁,前、后横梁,内、外板,和加强版、安装支架等片件通过焊接和螺纹连接等方式组成前后地板总成。在加工过程中,各片件需要单独冲压制造,工艺复杂、加工效率低,且焊接总成强度和刚度不易控制,受各片件加工误差影响很大。
技术实现要素:
4.本发明的主要目的是提出一种前后地板一体成型法,可以解决现有汽车前后地板加工方法中前后地板需要单独制造多种片件、片件需要焊接连接为总成,造成前后地板总成生产效率低、产品强度和刚度不易控制的问题。
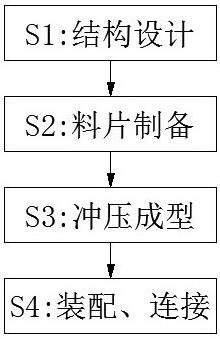
5.为达到以上效果,采取的技术方案是:s1,结构设计;s2,料片制备;s3,冲压成型;s4,装配、连接。
6.s1所诉的结构设计指先对零件进行工艺分析,将无法通过冲压制造的部位进行变形、替换,保留主要结构左右轮罩和中间横梁,将凸起式的加强结构改造为拉延式结构,通过cae计算料片展开尺寸。
7.s2所诉的料片制备为通过分离工序、激光切割、cnc机床加工等方式对材料进行处理,得到成型所需料片。
8.s3为利用多工序冲压模具对料片进行成型,还包括对零件部分位置进行冲裁,工艺步骤是先成型出前后地板零件的左右轮罩,再进一步将左右轮罩翻折为横向状态,然后纵向成型出中间横梁的形状尺寸,成型过程中,模具动模通过固定的冲头对零件部分位置进行冲裁,s3具体工作包括:进料、定位、合模、多次成型、开模、取件,得到零件主体。
9.s4为将无法冲压成型的零件部位和前后地板主体通过夹具和工业机器人装配、连接。
10.优选地,利用吸盘、抓手、滑轮等装置配合送料机器人进料,利用模具内的定位装置和料片外形、料片上的定位孔进行定位。
11.优选地, s3过后还包括对零件进行修孔修边修面等精加工,精加工的方法可以是cnc机床加工也可以是线切割机加工,该过程使用起吊设备辅助零件竖直放置、翻面。
12.通过这种方法,可以一次性加工出汽车前后地板的主体,减少了工艺步骤,可以有效避免片件经过多次冲压与焊接积累加工误差,作为一体式零件,强度和刚度相比于分焊而成的总成式零件更容易控制,且减少了焊接成本和零件重量。
附图说明
13.图1为本发明的过程示意图。
具体实施方式
14.一种汽车的后地板,本身是一块大面积钢板,厚度约0.8mm,上方与底板纵梁相连,下方与底板横梁相连,中间有凸起结构,后方有凹坑,凸起和凹坑都是为了安装其他装置(轴承机构和备胎等),利用cae展开料片,为不影响成型,料片周围要留有足够的余量,通过剪板机得到尺寸略大的方形料片,通过落料模具分离料片边缘的余料,由于料片尺寸较大,进料过程中料片会发生弹性变形,可采用滑轮作为滑动支撑将料片送入落料模具,得到用于成型的料片;成型料片进料到成型模具中,通过定位销和料片预冲的定位孔安装到位,利用成型模具多次成型得到零件;将零件取出,利用龙门吊、电动葫芦或功能相似的设备辅助零件悬空和翻面,利用夹具工装固定零件,对其进行精加工,包括割孔和修边修面;将外形加工好的后地板主体零件和其他配套零件连接,完成整个汽车后地板的加工。
15.一些实施例中,由于驱动布置不同,轮罩位于前地板,后地板无轮罩结构,成型模结构相应有变化。
16.一些实施例中,因为材料性能,单次冲裁尺寸不能太大,由于零件结构,不能一次性冲裁所有孔,需要多次落料得到所需成型料片。
17.一些实施例中,落料后通过滚压的方式先对料片进行初步成型,可以减少成型模成型次数,提高成型质量。
18.需要提出的是,除非特别指明,本说明书中使用的“冲压”、“分离”、“成型”等术语应做广义理解,比如“分离”可以指落料、冲孔、切断、切边等分离工序,“成型”可以包括拉延、拉伸、弯曲、胀型等成型工序,本领域普通技术人员能根据实际情况理解其含义。
技术特征:
1.前后地板一体成型法,其特征在于,包括:s1,结构设计;s2,料片制备;s3,冲压成型;s4,装配、连接。2.根据权利要求书1所诉的前后地板一体成型法,其特征是s1变形、替换了总成零件的结构,将凸起部位拆分或者更换成能拉延成型的结构,利用cae计算料片展开尺寸。3.根据权利要求书1所诉的前后地板一体成型法,其特征是s3具体工作包括:进料、定位、合模、多次成型、开模、取件。4.根据权利要求书3所诉的前后地板一体成型法,其特征是s3利用多工序冲压模具对料片进行多次成型,还包括对零件部分位置进行冲裁。5.根据权利要求书1所诉的前后地板一体成型法,其特征是s4利用夹具和工装将零件主体和零件的其他部件进行装配连接。6.根据权利要求书5所诉的前后地板一体成型法,其特征是s3之后、s4之前对零件进行修孔修边修面。7.根据权利要求书5、6所诉的前后地板一体成型法,其特征是s3到s4加工过程中使用起吊设备对加工零件进行悬挂、竖立、翻面等操作。
技术总结
本发明提供了一种前后地板一体成型法,包括:S1,结构设计;S2,料片制备;S3,冲压成型;S4,装配、焊接。相比于一般的汽车前后地板先冲压制造多个片件,再通过焊接等方式将片件加工为总成零件的方法,零件加工效率更高,重量更轻,强度和刚度更容易控制。强度和刚度更容易控制。强度和刚度更容易控制。
技术研发人员:廖强
受保护的技术使用者:安徽强龙工业有限公司
技术研发日:2022.06.14
技术公布日:2022/8/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1