一种用于钛合金复杂曲面零件的复合成形方法与流程
1.本发明属于金属板、型材加工处理领域,涉及一种钛合金复杂曲面零件的塑性成形复合工艺,具体是一种用于钛合金复杂曲面零件的复合成形方法。
背景技术:
2.钛合金具有重量轻、强度高、耐高温以及耐腐蚀等优良特性,在航空航天领域得到了广泛的应用,但在其传统热冲压钛合金零件的回弹量大,易产生开裂现象,且无法加工复杂曲面的零件;考虑利用材料的超塑性来改善钛合金零件生产过程中的损伤缺陷问题,可在超塑性条件下,充分利用材料的高延展性,成形出更为复杂的零件。但超塑成形时间长,速度慢,严重影响了生产效率,迫切需要寻找新的工艺方法,满足钛合金复杂曲面零件的快速生产和高精度要求。
3.发明专利cn101786128a中公开了一种铝合金汽车车身零件快速超塑成形的工艺,其主要特征是面向铝合金将热冲压和超塑气胀成形结合起来,使二者优势互补,达到快速超塑成形的目的;但是面向钛合金复杂曲面零件少有研究。
技术实现要素:
4.本发明针对现有技术中存在的问题,公开了一种复合成形装置以及复合成形方法面向钛合金复杂曲面零件,将预冲压工艺和超塑胀形工艺设计为一体化成形,本发明的方法步骤工序少,且大大缩短了成形时间,提高了生产效率,并降低模具和设备成本,可实现钛合金复杂零件的快速批量化生产。
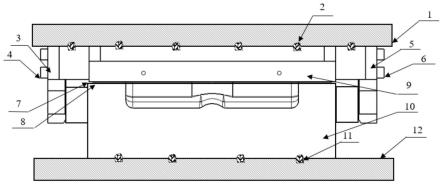
5.本发明是这样实现的:一种用于钛合金复杂曲面零件的复合成形方法,所述的复合成形装置包括上加热板以及下加热板,所述的上加热板的下端设置凸模; 所述的下加热板的上端设置凹模;所述的凸模、凹模两侧设置模具前定位挡板、模具后定位挡板;所述的凸模、凹模之间放置钛合金板料,并在钛合金板料和凹模之间放置压边圈;所述的凸模包括侧面的凸模进气口、底面的出气口以及凸模测温孔;所述的凹模包括与凸模相对应的凹模曲面型腔、凹模测温孔,所述的凸模测温孔和凹模测温孔监测模具实时温度变化凹模曲面型腔用于钛合金零件复杂曲面的成形。
6.进一步,所述的上加热板以及凸模之间通过定位紧固螺栓固定;所述的下加热板以及凹模之间通过紧固螺栓固定。
7.进一步,所述的模具前定位挡板、模具后定位挡板分别通过前挡板紧固螺栓、后挡板紧固螺栓固定。
8.进一步,所述的凸模上还设置挡板螺栓孔,用于固定定位挡板;所述的凹模上还设置定位挡板的连接台,用于与定位挡板相连。
9.进一步,所述的复合成形装置的成形方法包括以下步骤:
步骤一、首先对钛合金板料进行高温拉伸试验,获得材料在不同温度、不同应变速率下的高温应力-应变曲线及性能数据,初步确定成形工艺参数的范围为:成形温度700~850℃,应变速率为0.001~0.1s-1
;步骤二、根据成形零件的尺寸及形状,设计成形模具的尺寸和型腔曲面,采用有限元软件对钛合金板料热成形过程进行有限元数值模拟来优化模具设计和工艺参数,分别选择不同变形温度、应变速率以及模具的摩擦系数建立仿真模型,根据钛合金板料的减薄率和破裂失效情况制定对应的成形温度、下压量和胀形压力的实验方案为:冲压的最佳成形温度800℃,应变速率为0.01 s-1
;气胀成形最佳温度为850℃,气压载荷为2.5mpa,保温保压时间为10min;步骤三、清洗钛合金板材,去除材料表面的油污,然后对钛合金板材、压边圈、凸模和凹模进行抗氧化处理,将凸模和凹模分别装配在加热设备的上,即分别装配在加热板、下加热板上,准备开始成形实验;步骤四、将模具加热至预冲压成形温度,放入钛合金板材,继续保温,通过凸模测温孔和凹模测温孔实时监测上下模的温度变化;之后凸模开始向下运动进行冲压,当达到预定的压力时,停止运动;步骤五、调整温度控制系统,使得凸模测温孔和凹模测温孔的温度达到超塑气胀成形温度后,继续保温保压,之后加大凸模的压边力,应使凸模、钛合金板材和压边圈紧密贴合形成密封系统,之间形成空腔;步骤六、开启气压控制系统,先从凸模进气口处吹入氩气,在一定的气压加载速率和压力下,将钛合金板材壁厚调整均匀,继续保温保压一段时间,使板料充分与模具贴合;最终降温降压,取出零件。
10.本发明与现有技术的有益效果在于:本发明的方法先进行初步的小压力预冲压成形,让板料在高温下塑性流动到型腔曲面内,之后加大压边力,凸模和零件之间形成空腔,开启气胀成形,多余的料即可更加均匀地分布在曲面侧壁。本发明将预冲压和超塑胀形两种工艺相结合,先在高温下进行小压力的预冲压,让钛合金进行充分的金属塑性流动。之后升温加压,采用超塑气胀成形进行复杂曲面的修复,继续保温保压以消除残余应力,最终卸压、冷却取件。该复合成形方法将预拉伸和气胀超塑成形两种工艺完美结合,不仅显著提高了钛合金零件热成形质量,满足工程应用的批量化生产需求,提高生产效率,节约能源,并降低了钛合金零件的制造成本。
11.本发明的方案解决钛合金板材传统热加工时的褶皱、开裂等问题,同时缩短超塑性成形时间。本发明的工艺将冲压与超塑胀形结合起来,优化成形结果,提高零件的成品率;考虑到超塑成形的效率低,本发明采用统一模具,先进行预冲压,大大缩短成形时间,提高了钛合金高温零件的生产效率。
12.相比于传统超塑成形,运用气胀成形,使零件壁厚更加均匀,缩短生产时间,解决了冲压生产时产生的零件开裂、回弹等问题。
13.运用预冲压和超塑性成形的优点,可提高钛合金复杂曲面零件表面精度,降低了成形设备吨位,延长了模具的使用寿命,从而达到降低了成本的目标,实现了无缺陷的零件的高效生产制造,具有较高的实用和经济价值。
附图说明
14.图1是本发明一种用于钛合金复杂曲面零件的复合成形方法的工艺流程图;图2是本发明实施例中的某钛合金排气装置实例成形装置简图;图3是本发明一种用于钛合金复杂曲面零件的复合成形方法的成形装置凸模简图;图4是本发明一种用于钛合金复杂曲面零件的复合成形方法的成形装置凹模简图;其中,1-上加热板,2-定位紧固螺栓, 3-模具后定位挡板,4-后挡板紧固螺栓,5-模具前定位挡板,6-前挡板紧固螺栓,7-钛合金板料,8-压边圈,9-凸模,10-凹模,11-紧固螺栓,12-下加热板,13-凸模进气口,14-出气口,15-挡板螺栓孔,16-凸模测温孔,17-凹模曲面型腔,18-定位挡板的连接台,19-凹模测温孔。
具体实施方式
15.为使本发明的目的、技术方案及效果更加清楚,明确,以下列举实例对本发明进一步详细说明。应当指出此处所描述的具体实施仅用以解释本发明,并不用于限定本发明。
16.本发明工艺包括以下步骤:
①
首先进行钛合金材料的高温成形性能测试试验,获取流动应力应变等数据,初步确定成形工艺参数的范围;
②
根据钛合金成形零件的尺寸及曲面外形,设计凸模和凹模的型腔曲面和形状,并进行有限元数值模拟来优化模具设计和工艺参数,避免发生损伤缺陷,制定合理的成形温度和胀形压力;
③
装配模具,加热至实验温度,放入钛合金板料,保温后首先对钛合金板料进行高温预冲压成形,初步成形的成形压力不能太大,需要让足够多的板料通过塑性流动到内部型腔中,继续保温保压;
④
在开通氩气对钛合金零件复杂曲面部位进行气胀成形之前,需要加大板料的压边力,在凸模和板料之间形成封闭的空间。之后开始气压加载,让之前流入零件型腔内部的料更加均匀的分布在曲面侧壁上,最终生产出完整和合格的钛合金复杂曲面零件。
17.在本发明工艺中,注意事项为:预成形时需要控制下压量、冲头速度、冲头力、成形温度等因素,注意避免冲压时凸模压力不可过大而阻碍了板料的塑性流动,冲压速度不可过快导致零件开裂。由于热冲压过程比气胀过程所需要的时间短,因此可以在保证钛合金零件成形精度的前提下,尽可能增大下压量,从而减少整个成形过程所消耗的时间。通过建立板料的弹塑性有限元模型,对热冲压过程进行数值模拟,确定并优化预成形时的板料变形量范围及冲头速度、冲头力、成形温度等工艺参数。
18.在本发明工艺中,进行超塑气胀时,需要结合气胀部位的曲率半径采用合适的压力。一般来说,零件部位的曲率半径越小,所受到的胀形压力就越大,因此需要考虑零件关键部位的承压能力以及充气设备的承压能力、通气管道的强度等相关条件。建立气胀成形的有限元模型,对气胀过程进行数值模拟,确定并优化充气速度、压力及温度等参数。
19.本发明采用冲压与超塑胀形复合工艺,其预冲压模与超塑胀形模采用同一模具。相比于传统冲压模,该模具的内部提前加工气孔通道。
20.本发明实验设备主要包括凸凹模具、一个密封压边装置、加热装置、氩气及气压控制系统、温度控制系统和压力机。
21.具体实验钛合金复杂曲面零件的预冲压和超塑气胀成形复合方案为:
①
清洗钛合
金板材坯料,对坯料和模具进行抗氧化之后,先装配模具;
②
将模具加热至预冲压成形温度,放入钛合金板料,随后凸模开始运动进行小压力冲压,当凸模达到预定位置后,停止运动,此时凸模应与压边圈不可贴合太紧,防止阻碍板料高温塑性流动,之后保温保压;
③
调整至超塑气胀成形温度后继续保温保压,先加大凸模的压力,让凸模和板料之间形成封闭的空腔。之后打开气压控制系统,从凸模冲头处吹出气体,使板料充分与凹模贴合,零件曲面壁厚更加均匀。最后降温降压,取出零件。
22.本发明的实施例中选用ta32商业钛合金板材作为钛合金板材7,生产某型战机发动机排气装置,结合图1~4具体说明实施方式如下:(1)首先进行板材高温拉伸试验,获得材料在不同温度、不同应变速率下的高温应力-应变曲线及其它性能数据,初步确定成形工艺参数的范围;(2)根据成形零件的尺寸及形状,设计成形模具的尺寸和型腔曲面,对成形过程进行有限元数值模拟来优化模具设计和工艺参数,避免出现损伤缺陷,制定合理的成形温度、下压量和胀形压力等实验方案,从而提高生产效率,降低成本;(3)综合考虑成形模具的精度、成本和使用寿命,选择合适的模具钢制造模具,并在凸凹模上设计凸模测温孔16、凹模测温孔19和凸模进气口13、出气口14,为超塑胀形做准备;(4)选择合适的压力机、加热装置、充气设备、气压控制系统、温度检测装置和气压检测仪等设备。
23.本发明的复合成形装置的成形方法包括以下步骤:步骤一、先用酒精清洗钛合金板材7,去除材料表面的油污,然后对钛合金板材7、压边圈8、凸模9和凹模10进行抗氧化处理,将凸模9和凹模10进行装配固定在加热设备的上加热板1、下加热板12上,准备开始成形实验;对钛合金板料进行高温拉伸试验,获得材料在不同温度、不同应变速率下的高温应力-应变曲线及性能数据,初步确定成形工艺参数的范围为:成形温度700~850℃,应变速率为0.001~0.1s-1
;步骤二、将模具加热至预冲压成形温度,放入钛合金板材7,继续保温,通过凸模测温孔16、凹模测温孔19实时监测上下模的温度变化。之后凸模9开始向下运动进行冲压,当达到预定的压力时,停止运动。此时为确保高温塑性流动,凸模9的压力不可过大;冲压的最佳成形温度800℃,应变速率为0.01 s-1
;气胀成形最佳温度为850℃,气压载荷为2.5mpa,保温保压时间为10min;步骤三、调整温度控制系统,使得凸模测温孔16、凹模测温孔19温度达到超塑气胀成形温度后,继续保温保压,之后加大凸模9的压边力,应使凸模9、钛合金板材7和压边圈8紧密贴合形成密封系统,之间形成空腔;步骤四、开启气压控制系统,先从凸模进气孔13处吹入氩气,在合适的气压加载速率和压力下,将钛合金板材7壁厚调整均匀,继续保温保压一段时间,使板料充分与模具贴合。最终降温降压,取出零件。
24.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进,这些改进也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1