一种厚板万瓦级光纤激光双组分气体辅助切割方法
1.本发明涉及激光加工技术领域,具体是指种厚板万瓦级光纤激光双组分气体辅助切割方法。
背景技术:
2.激光切割方式一般分为熔化切割、氧化熔化切割和气化切割等三种形式。传统激光切割一般采用一种气体辅助,虽然都可以满足常规的激光切割应用,但是随着激光功率越来越高,需要切割的板材厚度也越来越厚,采用氧气辅助切割时,氧化产生的热量利于提高切割效率及质量,但是,也会引起切割断面氧化的问题,特别是对于易氧化的不锈钢和高温合金等材料,因此,急需开发合适的气体辅助切割,以提高大功率厚板激光切割的质量及效率。
3.目前公知的激光气体辅助切割方法如下:
4.1、一种多层气帘型激光切割头。中国专利《一种多层气帘型激光切割头》,公告号为cn203227932u,公告日为2013年10月9日。该方法通过增加多个横向的气帘,旨在保护激光切割头的镜片免受飞溅的破坏,但该方法采用单一气体辅助激光切割,在切割效率及质量上的优势不明显。
5.2、一种激光切割用旋流式喷嘴。中国专利《一种激光切割用旋流式喷嘴》,公告号为cn104259658b,公告日为2015年10月7日。该方法能使气流漩涡强度增大,提高气体对工件的作用,有利于切割时喷渣的排出、切割毛刺的减少以及提高喷嘴寿命,但是该方法主要考虑的是提高切割气体的压强,以提高切割效率,但是其在切割断面保护方面,没有兼顾到。
6.3、一种激光切割头吹保护气装置。中国专利《一种激光切割头吹保护气装置》,公告号为cn 205587837 u,公告日为2016年9月21日。该方法主要是解决激光切割气流不均匀、不稳定等问题,尚未考虑大功率厚板激光切割时,激光与材料的相互作业激烈等问题。
7.4、环流型激光切割头喷嘴。中国专利《环流型激光切割头喷嘴》,公告号为cn 207343962u,公告日为2018年5月11日。该方法提供了一种环流型激光切割头喷嘴,通过增加中心气流的环境压力,从而使得喷嘴在较大供气压力下工作时仍不会产生激波,同时由于外层气流的存在,可进一步提高了中心气流的纯度,但是该方法采用的还是单一的气体辅助。
8.5、一种厚板激光切割双气流喷嘴。中国专利《一种厚板激光切割双气流喷嘴》,公告号为cn 212599644 u,公告日为2021年2月26日。该方法采用中心气体和外环气体辅助切割的方式,在提供切割质量方面起到了较好的效果,但是,两个气体通道输入的是单一的气体,在厚板大功率激光切割时,由于激光与材料的物理化学作用更加强烈,会产生断面氧化等问题。
9.6、中国专利《一种用于高功率激光切割的省气喷嘴》,公告号为cn 112008235 b,公告日为2021年7月13日以及中国专利《一种新型激光切割增压喷嘴结构》,公告号为
cn214109255u,公告日为2021年9月3日。该2种方法主要还是在提高单一气体的压强上,都未考虑双组分的气体辅助激光切割。
10.综上所述,目前公知的激光气体辅助切割方法涉及的都是单一的气体,且主要通过增强气体的压强,以提高切割效率及保护切割镜片,极大的限制了上述几种方法在大功率厚板切割方面的推广应用。
技术实现要素:
11.本发明解决上述的既希望采用活性气体,提高切割效率,也希望该辅助气体能保护切割断口不受氧化的问题,提供一种采用双组分气体辅助厚板大功率激光切割方法,中心辅助气体采用活性气体,而外侧环形气体采用惰性气体,以提高厚板大功率激光切割的质量及效率的厚板万瓦级光纤激光双组分气体辅助切割方法。
12.为解决上述技术问题,本发明提供的技术方案为:一种厚板万瓦级光纤激光双组分气体辅助切割方法,包括以下步骤:
13.s1、在现有激光切割机上设置两路辅助气体,一路辅助气体为活性气体,从喷嘴处直接喷出,另一路为惰性气体,从喷嘴处四周环型喷出;
14.s2、将待切割工件放置于切割系统的平台上;
15.s3、设定激光切割参数,包括激光功率、切割速度、喷嘴高度、离焦量,并开启活性和惰性两路辅助气体,两种气体的压力均为0.8mpa-1.2mpa;
16.s4、打开激光器,启动激光切割系统,并实施切割。
17.优选地,所述活性气体包括氧气、二氧化碳气体,所述惰性气体包括氩气和氮气。
18.优选地,采用的激光器为包括co2激光器、yag激光器、光纤激光器和碟片激光器,激光功率至少为12kw。
19.可选地,待切割板厚为12mm-24mm时,活性和惰性两种气体的压力均为0.8mpa。
20.可选地,待切割板厚为25mm-39mm时,活性和惰性两种气体的压力为1.0mpa。
21.可选地,待切割板厚为40mm-50mm时,活性和惰性两种气体的压力为1.2mpa。
22.本发明具有如下优点:喷嘴有2路辅助气体,一路是活性气体,从喷嘴中心喷出,旨在提高氧化反应热量,增加切割能量,实现氧化熔化切割;另一路是惰性气体,从喷嘴四周环型喷出,目的是保护切割断口免受氧化,同时也起到吹散熔融金属的作用。
附图说明
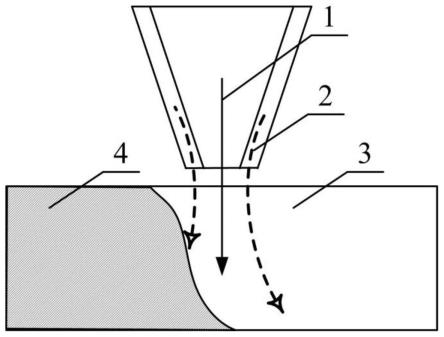
23.图1是本发明一种厚板万瓦级光纤激光双组分气体辅助切割方法的流程示意图。
24.如图所示:1、喷嘴中心喷出的辅助切割活性气体,2、从喷嘴外环喷出的辅助切割惰性气体,3、激光切割好的断面,4、待切割工件。
具体实施方式
25.下面结合附图对本发明做进一步的详细说明。
26.实施例一,待切割板厚为12mm-24mm时:
27.结合附图1,一种厚板万瓦级光纤激光双组分气体辅助切割方法,包括以下步骤:
28.s1、在现有激光切割机上设置两路辅助气体,一路辅助气体为活性气体,从喷嘴处
直接喷出,另一路为惰性气体,从喷嘴处四周环型喷出;
29.s2、将待切割工件放置于切割系统的平台上;
30.s3、设定激光切割参数,包括激光功率、切割速度、喷嘴高度、离焦量,并开启活性和惰性两路辅助气体,两种气体的压力均为0.8mpa;
31.s4、打开激光器,启动激光切割系统,并实施切割。
32.优选地,所述活性气体包括氧气、二氧化碳气体,所述惰性气体包括氩气和氮气。
33.优选地,采用的激光器为包括co2激光器、yag激光器、光纤激光器和碟片激光器,激光功率至少为12kw。
34.实施例二,待切割板厚为25mm-39mm时:
35.结合附图1,一种厚板万瓦级光纤激光双组分气体辅助切割方法,包括以下步骤:
36.s1、在现有激光切割机上设置两路辅助气体,一路辅助气体为活性气体,从喷嘴处直接喷出,另一路为惰性气体,从喷嘴处四周环型喷出;
37.s2、将待切割工件放置于切割系统的平台上;
38.s3、设定激光切割参数,包括激光功率、切割速度、喷嘴高度、离焦量,并开启活性和惰性两路辅助气体,两种气体的压力均为1.0mpa;
39.s4、打开激光器,启动激光切割系统,并实施切割。
40.优选地,所述活性气体包括氧气、二氧化碳气体,所述惰性气体包括氩气和氮气。
41.优选地,采用的激光器为包括co2激光器、yag激光器、光纤激光器和碟片激光器,激光功率至少为12kw。
42.实施例三,待切割板厚为40mm-50mm时:
43.结合附图1,一种厚板万瓦级光纤激光双组分气体辅助切割方法,包括以下步骤:
44.s1、在现有激光切割机上设置两路辅助气体,一路辅助气体为活性气体,从喷嘴处直接喷出,另一路为惰性气体,从喷嘴处四周环型喷出;
45.s2、将待切割工件放置于切割系统的平台上;
46.s3、设定激光切割参数,包括激光功率、切割速度、喷嘴高度、离焦量,并开启活性和惰性两路辅助气体,两种气体的压力均为1.2mpa;
47.s4、打开激光器,启动激光切割系统,并实施切割。
48.优选地,所述活性气体包括氧气、二氧化碳气体,所述惰性气体包括氩气和氮气。
49.优选地,采用的激光器为包括co2激光器、yag激光器、光纤激光器和碟片激光器,激光功率至少为12kw。
50.本发明在具体实施时,本发明的实施效果与中国专利《一种多层气帘型激光切割头》、《一种激光切割用旋流式喷嘴》、《一种激光切割头吹保护气装置》、《环流型激光切割头喷嘴》、《一种厚板激光切割双气流喷嘴》、《一种用于高功率激光切割的省气喷嘴》相比,不仅提供了增加切割能量的氧化气体,还增加了用于保护切割断口的惰性气体,在提高切割效率的同时,也保证了切割质量,特别是易氧化金属的切割,实现了高效亮面切割,断口不存在氧化现象。
51.以上对本发明及其实施方式进行了描述,这种描述没有限制性,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保
护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1