冲压成形装置的制作方法
1.本发明涉及冲压成形装置。
背景技术:
2.在通过冲压成形加工进行金属材料的弯曲加工或拉深加工等的情况下,通常在按照材料、或者根据环境变化而预先设定了加工条件的基础上进行生产。
3.例如,在专利文献1中公开了,即使在存在材料的材质或板厚等的偏差的情况下,也以能够得到规定的冲压品质的方式设定加工条件的冲压加工条件设定装置。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开平7-266100号公报
技术实现要素:
7.本发明的一方案的冲压成形装置对板状的工件进行加工,其中,所述冲压成形装置具备:冲头,其沿冲压方向移动;冲模,其形成有供冲头插入的中空部,并具有朝向中空部倾斜的斜面;冲模板,其保持冲模;压边构件,其配置于冲头与冲模之间,并具有与冲模的斜面对置的按压面;冲模载荷传感器,其将在冲模的斜面产生的载荷检测为冲压方向上的载荷、与冲压方向垂直的第一方向上的载荷、以及与冲压方向及第一方向垂直的第二方向上的载荷这三个方向上的载荷;控制部,其分别基于由冲模载荷传感器检测出的冲压方向上的载荷、第一方向上的载荷以及第二方向上的载荷而算出冲模的垂直阻力,并基于冲模的垂直阻力而算出冲模与压边构件之间的间隙修正量;第一驱动部,其基于间隙修正量,使冲模沿冲压方向移动;以及第二驱动部,其沿冲压方向驱动冲头。
附图说明
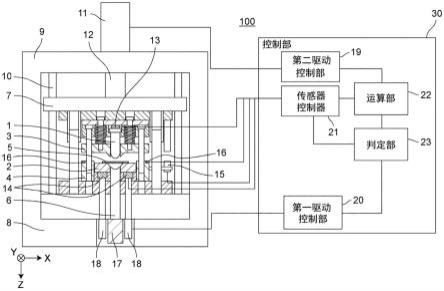
8.图1是示出实施方式1的冲压成形装置的示意图。
9.图2是示出图1的冲压成形装置的冲头的上止点状态的示意图。
10.图3是示出图1的冲压成形装置的冲头的下止点状态的示意图。
11.图4是将图3的区域r1放大而得到的图。
12.图5是图1的冲压成形装置的冲模以及冲模板的俯视图。
13.图6是对图1的冲压成形装置的间隙修正过程进行说明的流程图。
14.图7是示出冲模的垂直阻力与从成形开始起的加工时间的关系的图表。
15.图8是示出冲量差量为
±
20%以内的情况下的、冲模的垂直阻力与从成形开始起的加工时间关系的图表。
16.图9是示出冲量差量与间隙的修正量的关系的图表。
17.图10是示出施加于冲头的载荷与从成形开始起的加工时间的关系的图表。
18.图11是示出冲量差量为
±
20%以内的情况下的、施加于冲头的载荷与从成形开始
起的加工时间的关系的图表。
19.图12是示出冲量差量与压入量的修正量的关系的图表。
20.附图标记说明
21.1 冲头
22.2 冲模
23.2a 斜面
24.2c~2f 冲模零件
25.4 冲模板
26.5 工件
27.11 伺服马达(第二驱动部)
28.13 冲头载荷传感器
29.14、14cc~14f 冲模载荷传感器
30.15 第一空隙传感器
31.16、16a~16d 第二空隙传感器
32.18 致动器(第一驱动部)
33.100 冲压成形装置。
具体实施方式
34.(完成本发明的经过)
35.在使用冲压成形装置进行弯曲加工或拉深加工等的情况下,考虑由成为加工对象的金属材料的材质或板厚等材料因素或冲压成形装置的环境因素等引起的影响,而预先设定加工条件。加工条件例如能够根据经验或实验、或者使用模拟来确定。由材料因素或环境因素引起的影响大多难以预测,作为考虑它们的影响而控制加工条件的方法,进行了各种的研究。
36.例如,在专利文献1中公开了如下的方法,预先求出冲压原材料(金属材料)的形状等物理量与适当压边载荷(适当冲压加工条件)的关系,并根据该关系与实际的物理量相应地求出适当压边量。
37.在专利文献1所述的冲压加工条件设定装置中,在加工的稳定性这点上,尚存在改善的余地。具体而言,在专利文献1所述的冲压加工条件设定装置中,由于难以预测的变动因素,存在如下课题:无法适当维持压边构件与冲模的间隙,而无法进行稳定的加工。难以预测的变动因素是指由加工对象物的材料的特性引起的偏差或由温度引起的环境变化。难以预测的变动因素另外也指由与冲压成形装置以及模具相关的成形速度、下止点精度、模具的加工尺寸精度、压边力、压边构件与冲模的间隙、模具的面粗糙度或加工对象物与模具之间的润滑性等引起的环境变化等。这样的环境变化难以预测,因此存在如下课题:难以预先求出适当压边载荷,而难以将压边构件与冲模的间隙维持为适当的值。
38.于是,本发明人(们)对能够修正间隙而进行稳定的加工的冲压成形装置进行研究,而完成了以下的发明。本发明提供能够修正冲模的间隙而进行稳定的加工的冲压成形装置。
39.本发明的第一方案的冲压成形装置是对板状的工件进行加工的冲压成形装置,其
中,所述冲压成形装置具备:冲头,其沿冲压方向移动;冲模,其形成有供冲头插入的中空部,并具有朝向中空部倾斜的斜面;冲模板,其保持冲模;压边构件,其配置于冲头与冲模之间,并具有与冲模的斜面对置的按压面;冲模载荷传感器,其将在冲模的斜面产生的载荷检测为冲压方向上的载荷、与冲压方向垂直的第一方向上的载荷以及与冲压方向及第一方向垂直的第二方向上的载荷这三个方向上的载荷;控制部,其分别基于由冲模载荷传感器检测出的冲压方向上的载荷、第一方向上的载荷以及第二方向上的载荷算出冲模的垂直阻力,并基于冲模的垂直阻力算出冲模与压边构件之间的间隙修正量;第一驱动部,其基于间隙修正量,使冲模沿冲压方向移动;以及第二驱动部,其沿冲压方向驱动冲头。
40.通过这样的结构,基于冲模的垂直阻力算出压边构件与冲模的间隙修正量,因此能够提供能够适当维持间隙而进行稳定的加工的冲压成形装置。
41.在本发明的第二方案的冲压成形装置中,也可以是,间隙修正量基于根据适当的间隙的情况下的冲模的垂直阻力和加工时间算出的冲量与根据加工中的冲模的垂直阻力和加工时间算出的冲量的差量而算出。
42.通过这样的结构,能够更准确地算出间隙修正量。
43.本发明的第三方案的冲压成形装置也可以还具备检测沿冲压方向施加的冲头的载荷的冲头载荷传感器,控制部基于由冲头载荷传感器检测出的冲头的载荷算出冲头的压入修正量,第二驱动部基于冲头的压入修正量来驱动冲头。
44.通过这样的结构,对冲头的压入量进行修正,从而能够进行更稳定的加工。
45.在本发明的第四方案的冲压成形装置中,也可以是,冲头的压入修正量基于根据适当的压入量的情况下的冲头的载荷和加工时间算出的冲量与根据加工中的所述冲头的载荷和加工时间算出的冲量的差量而算出。
46.通过这样的结构,能够更准确地算出冲头的压入量的修正量。
47.本发明的第五方案的冲压成形装置也可以还具备检测冲头处于下止点这一情况的第一空隙传感器。
48.通过这样的结构,能够检测在冲压成形装置的包括冲头的上模与包括冲模的下模是否产生了偏移等。
49.本发明的第六方案的冲压成形装置也可以还具备检测压边构件与冲模板的接触的第二空隙传感器。
50.通过这样的结构,能够检测压边构件相对于冲模板的相对位置是否恰当。
51.在本发明的第七方案的冲压成形装置中,也可以是,冲模包括多个冲模零件,冲模载荷传感器分别配置于多个冲模零件。
52.通过这样的结构,即使在加工复杂的形状的情况下,也能够准确地算出间隙修正量,而进行更稳定的加工。
53.以下,基于附图来说明实施方式。
54.(实施方式1)
55.[整体结构]
[0056]
图1是示出实施方式1的冲压成形装置100的示意图。图2是示出图1的冲压成形装置100的冲头1的上止点状态的示意图。图3是示出图1的冲压成形装置100的冲头1的下止点状态的示意图。图4是将图3的区域r1放大而得到的图。图5是图1的冲压成形装置100的冲模
2以及冲模板4的俯视图。在图2~图5中,省略了一部分构成要素。
[0057]
如图1所示,冲压成形装置100具备冲头1、冲模2、压边构件3、冲模板4、冲模载荷传感器14、控制部30、第一驱动部11以及第二驱动部18,且是对金属板等工件进行冲压加工的装置。在本实施方式中,利用冲压成形装置100进行弯曲拉深加工。在本实施方式中,冲压成形装置100还具备冲头载荷传感器13、第一空隙传感器15以及第二空隙传感器16。
[0058]
在冲压成形装置100中,基于由冲模载荷传感器14以及冲头载荷传感器13检测出的施加于冲模2以及冲头1的载荷,而修正冲模2与压边构件3的间隙。通过基于在加工时施加的载荷修正间隙,从而能够进行稳定的加工。
[0059]
冲头1是用于按压于工件5而进行加工的工具,并安装于滑动件7。
[0060]
如图2所示,冲模2形成有供冲头1插入的中空部,并具有从上表面2b朝向中空部倾斜的斜面2a,且安装于保持件8。在冲模2的中空部配置有将加工后的工件5从冲模2推离的推顶器6。推顶器6由气缸17驱动。
[0061]
如图5所示,冲模2包括4个冲模零件2c~2f。冲模零件2c与冲模零件2d具有对称的形状,冲模零件2e与冲模零件2f具有对称的形状。在本实施方式中,冲模零件2c与冲模零件2d在y方向上相面对地配置,冲模零件2e与冲模零件2e在x方向上相面对地配置。
[0062]
冲模2由多个冲模零件2c~2f构成,由此通过调整各个冲模零件2c~2f的位置,能够降低因加工精度、面粗糙度或冲头1的磨损状态等而可能产生的影响而进行稳定的加工。
[0063]
压边构件3与冲头1一起安装于滑动件7,在冲压加工时将工件5按压于冲模2的斜面2a。在压边构件3具有与冲模2的斜面2a对置的按压面3a(参照图2)。
[0064]
冲模板4是保持冲模2的构件。
[0065]
滑动件7经由滚珠丝杠12而与伺服马达11连接。通过利用伺服马达11使滚珠丝杠12旋转,从而滑动件7以规定的速度沿冲压方向(z方向)驱动。滑动件7被轴10引导为相对于保持件8沿z方向上下驱动。通过滑动件7相对于保持件8上下驱动,从而冲头1能够朝向冲模2移动而对载置于冲模2的工件5实施弯曲拉深加工。需要说明的是,伺服马达11相当于本实施方式的第二驱动部。
[0066]
冲头1、冲模2、压边构件3、冲模板4、推顶器6、滑动件7、保持件8以及轴10装配于成形装置主体9。
[0067]
冲模2基于后述的间隙修正量,通过致动器18沿冲压方向(z方向)移动。需要说明的是,致动器18相当于本实施方式的第一驱动部。
[0068]
冲模载荷传感器14是检测在加工时施加于冲模2的载荷的传感器。冲模载荷传感器是将施加于冲模2的载荷检测为三个方向上的载荷分量的三轴载荷传感器。在本实施方式中,冲模载荷传感器14将施加于冲模2的载荷检测为冲压方向(z方向)、与z方向垂直的第一方向(x方向)以及与冲压方向以及第一方向垂直的第二方向(y方向)的载荷分量。
[0069]
在本实施方式中,如图5所示,冲模载荷传感器14包括在各个冲模零件2c~2f分别各配置一个的4个冲模载荷传感器14c~14f。冲模载荷传感器14c与冲模载荷传感器14d在y方向上相面对地对称配置。冲模载荷传感器14e与冲模载荷传感器14f在x方向上相面对地对称配置。
[0070]
冲头载荷传感器13是检测在加工时施加于冲头1的载荷的传感器。冲头载荷传感器13是对冲压方向上的施加于冲头1的载荷pz(参照图3)进行检测的单轴载荷传感器。
[0071]
控制部30基于由冲模载荷传感器14检测出的载荷而算出冲模2的垂直阻力,并基于冲模2的垂直阻力而算出冲模2与压边构件3之间的间隙修正量。关于控制部30的详细情况,见后述。
[0072]
第一空隙传感器15检测冲头1处于下止点状态、即处于冲头1能采取的最低位置的状态这一情况。第一空隙传感器15例如安装于包括冲模2、冲模板4、推顶器6以及保持件8的冲压成形装置100的下模的任意的位置,并通过检测包括冲头1、压边构件3、滑动件7的上模与下模的接触,从而检测冲头1处于下止点这一情况。例如,通过在下模的四角配置第一空隙传感器15,能够检测上模与下模是否平行。
[0073]
第二空隙传感器16配置于冲模板4的四角,并检测压边构件3与冲模板4的接触。在本实施方式中,如图5所示,在冲模板4的四角配置有第二空隙传感器16a~16d。根据在冲模板4的四角配置的各个第二空隙传感器16a~16d中的压边构件3与冲模板4的接触的时机的差异,能够检测压边构件3与冲模板4是否平行。
[0074]
控制部30具有第二驱动控制部19、第一驱动控制部20、传感器控制器21、运算部22以及判定部23。控制部30例如由微型电子计算机、cpu、mpu、gpu、dsp、fpga、asic等那样的数字电路构成。
[0075]
第二驱动控制部19使伺服马达11驱动而使滚珠丝杠12旋转,由此使滑动件7以规定的速度沿冲压方向(z方向)上下驱动。
[0076]
第一驱动控制部20基于后述的间隙修正量,使致动器18驱动而使冲模2沿冲压方向(z方向)移动。
[0077]
传感器控制器21与冲模载荷传感器14、冲头载荷传感器13、第一空隙传感器15以及第二空隙传感器16电连接,并将各个传感器的检测值向运算部22或判定部23输出。
[0078]
运算部22基于来自冲模载荷传感器14或冲头载荷传感器13的检测值,算出垂直阻力以及冲量差量。关于详细情况,见后述。
[0079]
判定部23基于运算部22的运算结果而进行是否进行间隙修正的判定。
[0080]
在冲压成形装置100中,如图2所示,在冲头1处于上止点状态时,在冲模2的上表面2b载置工件5。冲头1的上止点状态是指位于冲头1能采取的最高位置的状态。在冲模2的上表面2b载置有工件5的状态下,使冲头1沿冲压方向下降而开始加工。
[0081]
伴随着冲头1的下降,安装于滑动件7的压边构件3也下降。其结果是,如图3所示,利用压边构件3的按压面3a与冲模2的斜面2a夹持并按压工件5,并且利用冲头1实施成形加工。在此,如图4所示,冲模2的斜面2a形成为相对于上表面2b以角度θ1倾斜。另外,压边构件3的按压面3a形成为与冲模2的斜面2a对置、即相对于冲模2上表面2b以角度θ1倾斜。
[0082]
随着冲头1下降,冲头1的前端与工件5接触而将工件5成形。当压边构件3与冲模板4接触时(参照图3),冲头1成为下止点状态。此时,如图4所示,在压边构件3与冲模2之间、在本实施方式中为压边构件3的按压面3a与冲模2的斜面2a之间设置有规定的间隙cl。
[0083]
在本实施方式中,基于由冲模载荷传感器14以及冲头载荷传感器13检测出的载荷,来调整冲模2的冲压方向的位置、或冲头1的压入量以使间隙cl成为适当的值。
[0084]
冲模载荷传感器14检测从冲头1的下降开始起到成为下止点状态为止的施加于冲模2的载荷。具体而言,将施加于冲模2的载荷如图4所示那样检测为冲压方向(z方向)的载荷fz、第一方向(x方向)的载荷fx以及第二方向(y方向)的载荷fy这三个方向上的载荷分
量。冲压方向上的载荷fz是沿冲模2的冲压方向作用的载荷分量。第一方向上的载荷fx以及第二方向上的载荷fy是与冲压方向正交的方向上的载荷分量。需要说明的是,第二方向上的载荷fy省略了图示。载荷fy与载荷fx以及载荷fz相比是非常小的值,因此载荷fy对载荷fx以及载荷fz施加的影响能够忽视。在本实施方式中,冲模载荷传感器14包括分别配置于冲模零件2c~2f的4个冲模载荷传感器14c~14f。因此,由4个冲模载荷传感器14c~14f对各个冲模零件2c~2f检测三个方向上的载荷fx、fy、fz以及垂直阻力n。
[0085]
冲头载荷传感器13检测在冲压方向上施加于冲头1的载荷。
[0086]
参照图6,对基于由载荷传感器13、14检测出的载荷来修正压边构件3的按压面3a与冲模2的斜面2a的间隙的方法进行说明。图6是对图1的冲压成形装置100的间隙修正过程进行说明的流程图。
[0087]
将压边构件3的按压面3a与冲模2的斜面2a的间隙cl预先调整为恰当的值,并开始成形(步骤s1)。接着,利用冲模载荷传感器14检测施加于冲模2的载荷(步骤s2)。由冲模载荷传感器14检测出的载荷f(fx,fy,fz)经由传感器控制器21而向运算部22输出。在由冲模载荷传感器14进行的载荷的检测的同时,利用冲头载荷传感器13检测施加于冲头1的载荷(步骤s3)。由冲头载荷传感器13检测出的载荷pz(参照图3)经由传感器控制器21而向运算部22输出。当成形结束(步骤s4)时,利用运算部22算出冲模2的垂直阻力n(步骤s5)。
[0088]
冲模2的垂直阻力n根据冲模2的载荷f(fx,fy,fz),使用(1)式而算出。在(1)式中,θ1是斜面2a相对于冲模2的上表面2b倾斜的角度(参照图4)。
[0089]
【数学式1】
[0090]
n=fx
×
sinθ1+fz
×
cosθ1
ꢀꢀ
(1)
[0091]
在算出垂直阻力n后,利用运算部22算出针对冲模2的垂直阻力n的冲量差量(步骤s6)。
[0092]
图7是示出冲模2的垂直阻力n与从成形开始起的加工时间t的关系的图表。如图7所示,由运算部22算出的冲模2的垂直阻力n的大小被作为表示与从成形开始起的加工时间的关系的波形数据而取得。
[0093]
在间隙cl的大小为适当的值的情况(基准间隙的情况)下,垂直阻力n的波形数据成为在图7中由实线表示的波形。在间隙cl的大小比基准间隙大的情况下,垂直阻力n的波形数据成为在图7中由单点划线表示的波形。在间隙cl的大小比基准间隙小的情况下,垂直阻力n的波形数据成为在图7中由虚线表示的波形。
[0094]
如图7所示,在成形时的间隙cl的大小比基准间隙大的情况下,在整个成形时间内,冲模2的垂直阻力n比基准间隙的情况小。相反地,在间隙cl的大小比基准间隙小的情况下,在整个成形时间内,冲模2的垂直阻力n比基准间隙的情况大。
[0095]
垂直阻力n的冲量是垂直阻力n乘以时间而得到的值,通过求出图7的波形数据的面积而算出。冲模2的冲量差量是指基准间隙的情况下的冲量与基于步骤s5中算出的垂直阻力n的冲量的差量。在本实施方式中,将基于算出的垂直阻力n的冲量与基准间隙的情况下的冲量的差量算出,并基于差量的值来决定是否修正间隙cl的大小。
[0096]
例如,间隙cl的大小比基准间隙大的情况下的冲量的差量通过求出图7的区域70的面积而算出。另外,间隙cl的大小比基准间隙小的情况下的冲量的差量通过求出图7的区域71的面积而算出。
[0097]
基于冲模2的垂直阻力n的冲量差量,利用判定部23来判定是否进行间隙修正(步骤s7)。例如,预先设定冲量差量的上限值以及下限值,在冲量差量的值超过上限值、或低于下限值的情况下,能够判定为进行间隙修正。
[0098]
例如,若冲量差量超过基准间隙的情况下的冲量的
±
10%、即与基准间隙的情况下的波形的面积的差异超过
±
10%,则判定为进行间隙修正(步骤s7的是)。即,在冲量差量超过基准间隙的情况下的冲量的
±
10%的情况下,判定为进行间隙修正。在冲量差量包含于基准间隙的情况下的
±
10%以内的情况下,判定为冲量差量为基准内,不进行间隙修正(步骤s7的否)。
[0099]
在判定为进行间隙修正的(步骤s7的是)情况下,利用运算部28算出修正量(步骤s8)。修正量是表示将间隙cl的大小增大多少或减小多少的值。
[0100]
图8是示出冲量差量为
±
20%以内的情况下的垂直阻力n与加工时间t的关系的图表。图9是示出冲量差量与间隙cl的修正量的关系的图表。在图8中,区域72表示冲量差量为-20%的情况,区域73表示冲量差量为+20%的情况。图9是通过实验求出并绘制冲量差量为-20%以上且+20%以下的情况下的间隙cl的修正量而得到的图表。在图9中,横轴表示冲量差量(%),纵轴表示间隙的修正量(μm)。
[0101]
根据图8以及图9的图表,例如在冲量差量为-20%的情况下显示出间隙比基准大,间隙的修正量为-10μm。即,显示出以将间隙cl的大小减小10μm的方式进行修正。即,显示出使冲模2朝上(-z方向)移动。在冲量差量为+20%的情况下显示出间隙比基准小,间隙的修正量为+10μm。在该情况下,显示出以将间隙cl的大小增大10μm大的方式进行修正。即,显示出使冲模2朝下(+z方向)移动。
[0102]
基于实验结果的修正量如图9的图表所示,若将修正量设为δcl,将冲量差量设为d1,则(2)式成立。
[0103]
【数学式2】
[0104]
δcl=a
×
d1
ꢀꢀ
(2)
[0105]
在此,系数a根据冲头1的磨损状态等而发生变化,因此例如每隔几次冲击而取得图9的图表那样的实验结果,并变更系数a,从而能够算出准确的修正量δcl。
[0106]
接着,利用运算部22算出冲模2的移动量(步骤s9)。冲模2的移动量是指冲模2沿冲压方向的移动量。
[0107]
在此,若将移动量设为δh,将基准间隙的大小设为cl1,则在移动量δh与基准间隙cl1之间(3)式的关系成立。
[0108]
【数学式3】
[0109][0110]
在移动量δh为正数的情况下,意味着使冲模2向-z方向移动,在移动量δh为负数的情况下,意味着使冲模2向+z方向移动。
[0111]
接着,基于算出的移动量δh,驱动致动器18使冲模2移动,而修正间隙cl的大小(步骤s10),并进入步骤s11。
[0112]
返回步骤s7,在基于冲模2的冲量差量而判定为不进行间隙的修正的情况(步骤s7的否)下,利用运算部22算出针对施加于冲头1的载荷pz的冲量差量(步骤s12)。
[0113]
图10是示出施加于冲头1的载荷pz与从成形开始起的加工时间t的关系的图表。如图10所示,由运算部22算出的施加于冲头1的载荷pz的大小被作为表示与从成形开始起的加工时间的关系的波形数据而取得。
[0114]
在冲头1的压入量的大小为适当的值的情况(基准压入量的情况)下,载荷pz的波形数据成为在图10中由实线表示的波形。在压入量的大小比基准压入量大的情况下,载荷pz的波形数据成为在图10中由单点划线表示的波形。在压入量的大小比基准压入量小的情况下,载荷pz的波形数据成为在图10中由虚线表示的波形。需要说明的是,冲头1的压入量表示冲头1到达下止点时的冲头1的位置。
[0115]
载荷pz的冲量是将载荷pz与时间相乘而得到的值,通过求出图10的波形数据的面积而算出。冲头1的冲量差量是基准压入量的情况下的冲量与步骤s3中检测出的施加于冲头1的载荷pz的冲量的差量。在本实施方式中,将基于检测出的载荷pz的冲量与基准压入量的情况下的冲量的差量算出,并基于差量的值来决定是否修正冲头1的压入量。
[0116]
例如,压入量的大小比基准压入量大的情况下的冲量的差量通过求出图10的区域120的面积而算出。另外,压入量的大小比基准压入量小的情况下的冲量的差量通过求出图10的区域121的面积而算出。
[0117]
基于载荷pz的冲量差量,利用判定部23来判定是否进行压入量的修正(步骤s13)。例如,预先设定冲量差量的上限值以及下限值,在冲量差量的值超过上限值、或低于下限值的情况下,能够判定为进行压入量的修正。
[0118]
例如,若冲量差量超过基准压入量的情况下的冲量的
±
10%,则判定为进行压入量的修正(步骤s13的是)。即,在冲量差量超过基准压入量的情况下的
±
10%的情况下,判定为进行压入量的修正。在冲量差量包含于基准压入量的情况下的
±
10%以内的情况下,判定为冲量差量为基准内,不进行压入量的修正(步骤s13的否)。
[0119]
在判定为进行压入量的修正的(步骤s13的是)情况下,利用运算部28算出修正量(步骤s14)。修正量是表示使冲头1处于下止点状态时的位置沿冲压方向(z方向)移动多少的值。
[0120]
图11是示出冲量差量为
±
20%以内的情况下的载荷pz与加工时间t的关系的图表。图12是示出冲量差量与压入量的修正量的关系的图表。在图11中,区域122表示冲量差量为-20%的情况,区域123表示冲量差量为+20%的情况。图12是通过实验求出并绘制冲量差量为-20%以上且+20%以下的情况下的压入量的修正量而得到的图表。在图12中,横轴表示冲量差量(%),纵轴表示压入量的修正量(mm)。
[0121]
根据图11以及图12,例如在冲量差量为-20%的情况下显示出压入量比基准小,压入量的修正量为+0.2mm。即,显示出使冲头1处于下止点状态时的位置向冲压方向的下方(+z方向)移动0.2mm。另外,在冲量差量为+20%的情况下显示出压入量比基准大,压入量的修正量为-0.2mm。在该情况下,显示出使冲头1处于下止点状态时的位置向冲压方向的上方(-z方向)移动0.2mm。
[0122]
基于实验结果的修正量如图12的图表所示,若将修正量设为δpr,将冲量差量设为d2,则(4)式成立。
[0123]
【数学式4】
[0124]
δpr=-b
×
d2
ꢀꢀ
(4)
[0125]
在此,系数b根据冲头1的磨损状态等而发生变化,因此例如每隔几次冲击而取得图12的图表那样的实验结果,并变更系数b,从而能够算出准确的修正量δpr。
[0126]
接着,基于算出的修正量δpr,控制伺服马达11而修正冲头1的压入量(步骤s15)。
[0127]
在冲模2的移动(步骤s10)或修正冲头1的压入量(步骤s15)后,结束处理。
[0128]
[效果]
[0129]
根据本发明,能够提供能够修正间隙而进行稳定的加工的冲压成形装置。具体而言,根据上述的实施方式,基于冲模的垂直阻力而算出压边构件与冲模的间隙修正量,因此能够提供能够适当维持间隙而进行稳定的加工的冲压成形装置。
[0130]
需要说明的是,在上述的实施方式中,说明了冲压成形装置100具备冲头载荷传感器13,并基于施加于冲头1的载荷pz来修正冲头1的压入量的例子,但冲头载荷传感器13并不是必须的结构。
[0131]
另外,在上述的实施方式中,说明了冲模2由4个冲模零件2c~2f构成的例子,但并不限定于此。冲模2也可以由一个冲模零件构成,也可以由两个以上的多个冲模零件构成。在该情况下,冲模载荷传感器14优选配置于各个冲模零件。
[0132]
另外,在上述的实施方式中,说明了冲压成形装置100具备第一空隙传感器15以及第二空隙传感器16的例子,但第一空隙传感器15以及第二空隙传感器16并不是必需的结构。
[0133]
工业实用性
[0134]
本发明的冲压成形装置能够应用于对家电、医疗设备部件等板厚较薄且硬度较高而难以拉伸的工件进行弯曲加工或拉深加工的情况。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1