一种高精度轻量化带槽离合器片锻件及其加工方法与流程
1.本发明涉及离合器片加工的技术领域,尤其是涉及一种高精度轻量化带槽离合器片锻件及其加工方法。
背景技术:
2.离合器片是一种以摩擦为主要功能、兼有结构性能要求的复合材料。汽车用摩擦材料主要是用于制造制动摩擦片和离合器片。
3.随着汽车轻量化的需求日益扩大,轻量化离合器片在现代汽车制造中正逐步取代传统的离合器片而被广泛地推广应用,目前轻量化的离合器片结构设计和加工较不合理,影响后期装配的精确度以及加工工艺难度。
技术实现要素:
4.本发明提供一种高精度轻量化带槽离合器片锻件及其加工方法,以解决上述背景技术中提出的目前轻量化的离合器片结构设计和加工较不合理,影响后期装配的精确度以及加工工艺难度的问题。
5.本发明提供一种高精度轻量化带槽离合器片锻件及其加工方法,采用如下的技术方案:所述带槽离合器片锻件包括锻件体,所述锻件体上开有轻量孔和异形孔,所述锻件体上设有两个轴对称的凹槽,
6.所述带槽离合器片锻件的加工方法包括以下步骤:
7.s1:棒料加热:将棒料推入感应加热炉中加热,温度控制在1130℃-1200℃,节拍控制在8秒-10秒之间;
8.s2:锻造:分为镦粗、预锻、精锻,根据模拟数值,设计每个工位的合理变形量,开发对应模具,最终形成精锻件;
9.s3:冲轻量孔:按照轻量孔位置要求,通过轻量孔模架一次性完成冲孔;
10.s4:切边:结合所述带槽离合器片锻件的凹槽设计,利用切边模具切边;
11.s5:调质、喷丸:将切边后的锻件冷却至室温后,再加热到840-860℃,保温2-5小时,淬火,再进行620-680℃回火处理,对调质后的工件通过喷丸装置进行表面喷丸处理,制得带槽离合器片锻件。
12.可选的,所述轻量孔和异形孔的位置度要求φ0.5。
13.通过采用上述技术方案,达到高精度要求,使能在行驶过程中提高安全性和稳定性。
14.可选的,所选棒料依据成品数据核算锻件重量,其中包括含轻量孔,通过模拟结果加上飞边的估算重量得出下料重量,选择合适的棒料直径得到最优的长径比,用圆锯床将原材料锯切成所需尺寸的棒料。
15.可选的,所述轻量孔模架包括上模、下模和冲头,所述上模和下模采用仿形设计,模具结构与精锻件保持一致。
16.通过采用上述技术方案,减少产品变形。
17.可选的,所述上模的顶端连接有上模连接座,所述上模的顶部通过第一螺杆连接有上模顶出套,所述上模的一侧贯穿有上模顶料杆,所述上模顶料杆的顶端与所述上模顶出套之间连接有弹簧。
18.通过采用上述技术方案,设备回程,弹簧将废料芯顶出至锻件,取下锻件后料芯掉落。
19.可选的,所述下模外连接有下模压板,所述冲头的底端连接于冲头底座上,所述冲头底座的底部设有t杆,所述冲头底座的顶部通过第二螺杆连接有下模支撑板,所述冲头贯穿于所述下模支撑板并延伸至所述下模的内部。
20.通过采用上述技术方案,轻量孔冲头与轻量孔下模支撑板和轻量孔冲头底座双重配合,同时减少工作行程,缩短冲头长度,保证产品位置度。将锻件放入轻量孔下模,与之完全贴合,设备向下工作,当上模接触到锻件端面,上模和锻件与下模同时向下工作。此时轻量孔冲头将锻件冲穿。
21.可选的,所述切边模具包括切边上模模块和切边下模,所述切边上模模块和切边下模上均设有与所述凹槽相适配的凹槽结构,所述切边上模模块内间隙配合有切边上模定位销,所述切边上模定位销与所述切边下模的凹槽结构相配合。
22.通过采用上述技术方案,由于轴对称凹槽的设计,切边上下模定位是该工序的主要控制点,通过定位销,使切边上下模装配精度大大提高。
23.可选的,所述喷丸装置包括工件夹持机构,所述工件夹持机构包括底座,所述底座内横向插接有双向丝杠,所述双向丝杠两侧对称螺接有螺母滑块,所述底座的一端连接有驱动电机,所述底座的上方安装有端面驱动轮,所述的内壁安装有侧面夹持轮。
24.通过采用上述技术方案,在端面驱动轮驱动下,离合器片会进行原地旋转运动,能够提高喷丸的均匀性以及减小喷丸死角,通过侧面夹持轮保证离合器片旋转的稳定性。
25.综上所述,本发明包括以下至少一种有益效果:
26.本发明保证产品强度、刚性、安全性的前提下,对离合器片锻件进行轻量化设计,达到高精度要求,异形孔的设计能提高装配的定位精度,使能在行驶过程中提高安全性和稳定性,区别于普通产品,本发明设计两个轴对称凹槽,能提高装配过程的辨识度及定位作用。
27.对离合器片锻件加工所采用的轻量孔模架、切边模具和喷丸装置结构设计新颖,有效降低加工工艺的难度,减少产品变形,提高喷丸的均匀性以及减小喷丸死角,而且装配精度大大提高。
附图说明
28.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
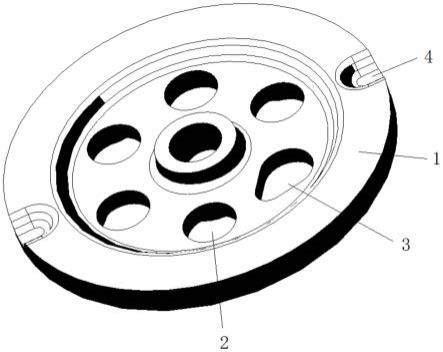
29.图1为本发明结构示意图;
30.图2为本发明轻量孔模架结构示意图;
31.图3为本发明切边模具结构示意图;
32.图4为本发明工件夹持机构结构示意图;
33.图5为本发明带槽离合器片锻件分别在棒料-镦粗-预锻-精锻工艺后的加工件示意图。
34.附图标记说明:1、锻件体;2、轻量孔;3、异形孔;4、凹槽;5、轻量孔模架;501、上模连接座;502、弹簧;503、上模顶出套;504、上模;505、上模顶料杆;506、第一螺杆;507、下模;508、下模压板;509、冲头;510、第二螺杆;511、下模支撑板;512、t杆;513、冲头底座;6、切边模具;601、切边上模定位销;602、切边上模模块;603、切边下模;7、工件夹持机构;701、底座;702、双向丝杠;703、螺母滑块;704、驱动电机;705、端面驱动轮;706、侧面夹持轮。
具体实施方式
35.以下结合附图1-5对本发明作进一步详细说明。
36.实施例一
37.参照图1,本发明公开一种高精度轻量化带槽离合器片锻件,带槽离合器片锻件包括锻件体1,锻件体1上开有轻量孔2和异形孔3,锻件体1上设有两个轴对称的凹槽4,
38.本发明首先是在保证产品强度、刚性、安全性的前提下,对离合器片锻件进行轻量化设计,如示图1,异形孔3的设计能提高装配的定位精度,同时设计轻量孔2位置度要求φ0.5,达到高精度要求,使能在行驶过程中提高安全性和稳定性。区别于普通产品,本发明设计两个轴对称凹槽4,能提高装配过程的辨识度及定位作用。
39.实施例二
40.参照图2-5,基于与上述实施例一相同的构思,本实施例还提出了带槽离合器片锻件的加工方法,包括以下步骤:
41.s1:棒料加热:依据成品数据核算锻件重量,其中包括含轻量孔,通过模拟结果加上飞边的估算重量得出下料重量,选择合适的棒料直径得到最优的长径比,用圆锯床将原材料锯切成所需尺寸的棒料。将棒料推入感应加热炉中加热,温度控制在1130℃-1200℃,节拍控制在8秒-10秒之间;
42.s2:锻造:参照图5,分为镦粗、预锻、精锻,根据模拟数值,设计每个工位的合理变形量,开发对应模具,最终形成精锻件;
43.s3:冲轻量孔:轻量孔高精度(位置度:φ0.5)的要求,使该工艺难度增加,本发明设计轻量孔模架,6个轻量孔一次性完成冲孔,同时上下模仿形设计,减少产品变形。
44.参照图2,轻量孔模架5包括上模504、下模507和冲头509,模具结构与精锻件保持一致。
45.上模504的顶端连接有上模连接座501,上模504的顶部通过第一螺杆506连接有上模顶出套503,上模504的一侧贯穿有上模顶料杆505,上模顶料杆505的顶端与上模顶出套503之间连接有弹簧502。下模507外连接有下模压板508,冲头509的底端连接于冲头底座513上,冲头底座513的底部设有t杆512,冲头底座513的顶部通过第二螺杆510连接有下模支撑板511,冲头509贯穿于下模支撑板511并延伸至下模507的内部。
46.将锻件放入轻量孔下模507,与之完全贴合,设备向下工作,当上模504接触到锻件端面,上模504和锻件与下模507同时向下工作。此时轻量孔冲头509将锻件冲穿,设备回程,
弹簧502将废料芯顶出至锻件,取下锻件后料芯掉落。
47.轻量孔模架5的设计具有:一、轻量孔上模504与轻量孔下模507采用仿形设计,即模具结构与热锻件保持一致。二、轻量孔冲头509与轻量孔下模支撑板511和轻量孔冲头底座513双重配合,同时减少工作行程,缩短冲头长度,保证产品位置度。三、轻量孔上模504与锻件和轻量孔下模507同时动作,减少产品变形。
48.s4:切边:结合带槽离合器片锻件的凹槽4设计,利用切边模具6切边;轴对称凹槽4的设计,切边模具定位是该工序的主要控制点,本发明设计一种定位销,使切边上下模装配精度大大提高
49.参照图3,切边模具6包括切边上模模块602和切边下模603,切边上模模块602和切边下模603均有凹槽结构,将定位销603装入切边上模模块602中(间隙配合),将切边上模模块602固定于设备模架,向下动作,接近切边下模603时使用设备微调功能使定位销603与切边下模603的凹槽结构贴合,用压板固定住切边下模603,切边上模模块602回程,取下定位销603即安装完成。
50.s5:调质、喷丸:将切边后的锻件冷却至室温后,再加热到840-860℃,保温2-5小时,淬火,再进行620-680℃回火处理,对调质后的工件通过喷丸装置进行表面喷丸处理,制得带槽离合器片锻件。
51.参照图4,喷丸装置包括工件夹持机构7,工件夹持机构7包括底座701,底座701内横向插接有双向丝杠702,双向丝杠702两侧对称螺接有螺母滑块703,底座701的一端连接有驱动电机704,底座701的上方安装有端面驱动轮705,703的内壁安装有侧面夹持轮706。
52.将调质完成后的锻件竖直放置于端面驱动轮705上,端面驱动轮705与锻件侧面匹配,然后通过驱动电机704带动两侧的侧面夹持轮706对锻件进行限位,在端面驱动轮705驱动下,离合器片会进行原地旋转运动,能够提高喷丸的均匀性以及减小喷丸死角,通过侧面夹持轮706保证离合器片旋转的稳定性。
53.以上均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1