一种球形铣刀的制作方法
1.本发明涉及机械加工工具领域,具体为一种球形铣刀。
背景技术:
2.高温合金工件在车削、铣削、拉削等机械加工之后,其外角、孔、槽边缘会形成飞边,毛刺等,一般要求去除毛刺或倒圆、倒角处理。传统加工刀具如打光刀、旋转锉等钳工工具必须人工处理,存在粉尘大、安全风险高(工具高速旋转)、去除表面均匀性低的问题;专用成型倒角、倒圆刀虽然效率尚可,但通用性不足,仅适用于平面及简单表面边缘倒圆倒角,对于边缘呈异型曲线的边缘则无能为力;普通硬质合金球头铣刀虽具有加工通用性,但加工高温合金时,其线速度及进给速度较低,一般不超过25m/min及150mm/min,加工效率无法满足要求。
技术实现要素:
3.针对现有技术中存在的问题,本发明提供一种球形铣刀。
4.本发明是通过以下技术方案来实现:
5.一种球形铣刀,包括依次连接的刀柄、圆柱切削刃和球头切削刃,所述圆柱切削刃的直径与球头切削刃的直径相同,球头切削刃的表面和圆柱切削刃的表面沿圆周均匀分布若干个螺旋槽,相邻的螺旋槽之间形成螺旋齿刃,所述螺旋齿刃的后角为3
°
~5
°
,前角为-1
°
~-3
°
;所述螺旋槽底部设有槽底圆弧。
6.优选的,所述螺旋齿刃的螺旋角为60
°
~80
°
。
7.优选的,所述螺旋槽径向深度为0.15mm~0.25mm。
8.优选的,所述槽底圆弧的半径为0.1mm~0.15mm。
9.优选的,所述刀柄呈圆柱状。
10.优选的,所述刀柄的直径为球头切削刃直径的1~2倍。
11.优选的,所述刀柄的圆柱度为0.005mm,所述螺旋刃外径相对刀柄的同轴度小于0.05mm。
12.优选的,所述刀柄与圆柱切削刃之间设有过渡段,所述过渡段包括斜面段和转接圆弧,所述转接圆弧的一端与圆柱切削刃连接,另一端与斜面段的较低的一端连接,所述斜面段的较高的一端与刀柄连接。
13.优选的,所述斜面段与圆柱切削刃轴线之间的角度为25
°
~30
°
。
14.优选的,所述转接圆弧的半径大于或者等于0.2mm。
15.与现有技术相比,本发明具有以下有益效果:
16.本发明一种球形铣刀可在高速数控机床上对高温合金零件边缘去除毛刺、倒角、圆角的高速铣削刀具,能够替代现有的大量钳工操作,降低工人劳动强度,提升自动化程度,提高零件边缘处理质量及加工效率。
17.通过将螺旋刃前角设计为负前角,在齿槽根部由圆弧转接,极大地增强了切削刃
的强度,提升了切削刃高速铣削时的抗冲击能力,降低加工时刀具破损概率及破损程度,有效地延长了刀具的寿命,在铣削镍基高温合金零件边缘时,加工线速度高达100m/min,进给速度达1000m/min,寿命长达2h,相比普通铣刀效率提升8~10倍。
18.进一步的,根据高速铣削时切屑较薄,容屑槽减小对加工影响较小,故对螺旋槽的的深度进行限定,这有助于提升切削刃的强度。
19.进一步的,刀柄的直径为球头切削刃直径的1~2倍,有利于加强刀具刚性,减轻高速铣削时的过程振动。
20.进一步的,刀柄的圆柱度为0.005mm,是为了适应高速铣削机床的夹持要求。
21.进一步的,过渡段是为了降低圆柱切削刃与刀柄转接处的应力集中。
附图说明
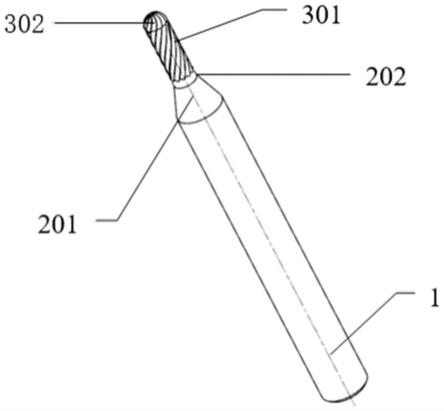
22.图1为本发明一种球形铣刀的示意图;
23.图2为本发明一种球形铣刀的剖视图。
24.图中,1、刀柄;201、斜面段;202、转接圆弧;301、圆柱切削刃;302、球头切削刃。
具体实施方式
25.下面结合具体的实施例对本发明做进一步的详细说明,所述是对本发明的解释而不是限定。
26.本发明公开了一种球形铣刀,参照图1、2,包括依次连接的一体成型的刀柄1、圆柱切削刃301和球头切削刃302,圆柱切削刃301的直径与球头切削刃302的直径相同,刀柄1呈圆柱状,刀柄1的圆柱度为0.005mm。刀柄1的直径为球头切削刃302的直径的1~2倍。
27.球头切削刃302的表面和圆柱切削刃301的表面沿圆周均匀分布若干个螺旋槽,螺旋槽径向深度为0.15mm~0.25mm,螺旋槽底部设有槽底圆弧,槽底圆弧的半径为0.1mm~0.15mm。
28.相邻的螺旋槽之间形成螺旋齿刃,螺旋齿刃的螺旋角为60
°
~80
°
,螺旋齿刃的后角为3
°
~5
°
,前角为-1
°
~-3
°
。
29.螺旋齿刃的外径相对刀柄1的同轴度小于0.05mm。
30.刀柄1与圆柱切削刃301之间设有过渡段,过渡段包括斜面段201和转接圆弧202,转接圆弧202的一端与圆柱切削刃301连接,另一端与斜面段201的较低的一端连接,斜面段201的较高的一端与刀柄1连接。
31.斜面段201与圆柱切削刃301轴线之间的角度为25
°
~30
°
。
32.转接圆弧202的半径r1大于或者等于0.2mm。
33.球形铣刀选用硬质合金制作,以保证球形铣刀具有较高的抗磨损能力。
34.实施例1
35.刀具由刀柄11、过渡段201、转接圆弧202、圆柱切削刃301、球头切削刃302组成,由k44硬质合金制成。
36.球头切削刃302的直径小于所要加工边缘曲面的最小曲率半径的2倍,例如所要加工边缘曲面最小曲率半径r=2,那么,球头切削刃302的直径可以为
37.刀柄1的直径应为球头切削刃302的直径的1~2倍,选为
38.螺旋角a选择70
°
,过渡斜角b选择27
°
,转接圆弧202的半径r1选择0.2mm,齿数12齿,螺旋槽的前角γ选-2
°
,后角选择为4
°
,槽底圆弧的半径r2选择0.2mm,螺旋槽深度选择0.2mm,齿数选择12齿。
39.使用实施例1的球形铣刀,零件的单件加工时间为1.5h~2h,而现有的常规铣刀的单件加工时间为7h~8h,显著提升了零件的加工效率。其次,常规铣刀加工时需要多把刀具进行加工,本发明中仅使用一把球形铣刀即可完成零件的加工。
40.以上所述的仅仅是本发明的较佳实施例,并不用以对本发明的技术方案进行任何限制,本领域技术人员应当理解的是,在不脱离本发明精神和原则的前提下,该技术方案还可以进行若干简单的修改和替换,这些修改和替换也均属于权利要求书所涵盖的保护范围之内。
技术特征:
1.一种球形铣刀,其特征在于,包括依次连接的刀柄(1)、圆柱切削刃(301)和球头切削刃(302),所述圆柱切削刃(301)的直径与球头切削刃(302)的直径相同,所述球头切削刃(302)的表面和圆柱切削刃(301)的表面沿圆周均匀分布若干个螺旋槽,相邻的螺旋槽之间形成螺旋齿刃,所述螺旋齿刃的后角为3
°
~5
°
,前角为-1
°
~-3
°
;所述螺旋槽底部设有槽底圆弧。2.根据权利要求1所述的球形铣刀,其特征在于,所述螺旋齿刃的螺旋角为60
°
~80
°
。3.根据权利要求1所述的球形铣刀,其特征在于,所述螺旋槽径向深度为0.15mm~0.25mm。4.根据权利要求1所述的球形铣刀,其特征在于,所述槽底圆弧的半径为0.1mm~0.15mm。5.根据权利要求1所述的球形铣刀,其特征在于,所述刀柄(1)呈圆柱状。6.根据权利要求5所述的球形铣刀,其特征在于,所述刀柄(1)的直径为球头切削刃直径的1~2倍。7.根据权利要求5所述的球形铣刀,其特征在于,所述刀柄(1)的圆柱度为0.005mm,所述螺旋齿刃的外径相对刀柄(1)的同轴度小于0.05mm。8.根据权利要求1所述的球形铣刀,其特征在于,所述刀柄(1)与圆柱切削刃(301)之间设有过渡段,所述过渡段包括斜面段(201)和转接圆弧(202),所述转接圆弧(202)的一端与圆柱切削刃(301)连接,另一端与斜面段(201)的较低的一端连接,所述斜面段(201)的较高的一端与刀柄(1)连接。9.根据权利要求1所述的球形铣刀,其特征在于,所述斜面段(201)与圆柱切削刃(301)轴线之间的角度为25
°
~30
°
。10.根据权利要求1所述的球形铣刀,其特征在于,所述转接圆弧(202)的半径大于或者等于0.2mm。
技术总结
本发明涉及机械加工工具领域,尤其涉及一种球形铣刀,包括依次连接的刀柄、圆柱切削刃和球头切削刃,圆柱切削刃的直径与球头切削刃的直径相同,球头切削刃的表面和圆柱切削刃的表面沿圆周均匀分布若干个螺旋槽,相邻的螺旋槽之间形成螺旋齿刃,所述螺旋齿刃的后角为3
技术研发人员:焦江涛 马高峰 王荣 吴海涛 张栋 高沙沙 赵靖 潘庆国
受保护的技术使用者:中国航发动力股份有限公司
技术研发日:2022.06.29
技术公布日:2022/9/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1