一种防裂的超小型垫片加工裁切台的制作方法
1.本发明涉及裁切台技术领域,具体为一种防裂的超小型垫片加工裁切台。
背景技术:
2.冲裁加工是利用模具使板料分离的一种冲压裁切方法,冲裁既可以得到平板零件,也可以为弯曲、拉深、成形等工序准备毛坯,是利用冲模的刃口使板料沿一定的轮廓线产生剪切变形并分离,冲裁加工台广泛用于工件的裁切加工,超小型金属垫片在加工过程中也需要利用冲裁加工台对其进行加工。
3.现有公开号cn214264107u,名为“一种金属件加工用全自动裁切成型设备”的专利,该装置的加工方式为一站成型,金属工件在加工过程中,容易出现开裂的现象,为此,我们提出一种防裂的超小型垫片加工裁切台。
技术实现要素:
4.本发明的目的在于提供一种防裂的超小型垫片加工裁切台,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种防裂的超小型垫片加工裁切台,包括箱体和内腔体,所述箱体的内部上方左侧固定安装有下模具一,且箱体的内部上方右侧固定安装有下模具二,所述箱体的上方安装有安装架,且安装架的内侧左端固定安装有上模具一,所述安装架的内侧右端固定安装有上模具二,所述内腔体设置于下模具二的内部,且内腔体的下方中部设置有通孔,所述通孔的剖面俯视为圆形。
6.进一步的,所述箱体的左端下方内侧设置有废料收集箱,且箱体的前端右侧设置有升降组件,所述废料收集箱的内部为中空状。
7.进一步的,所述升降组件包括底板和升降架,且底板的上方设置有升降架。
8.进一步的,所述升降组件还包括置物上板和储件框,且升降架的上方设置有置物上板,所述置物上板的上方设置有储件框,所述升降架与储件框相铰接。
9.进一步的,所述箱体的左端设置有导流台一,且导流台一的上方设置有板材,所述板材的上方设置有输送辊。
10.进一步的,所述箱体的右侧设置有导流台二,且导流台二的右侧设置有收集框。
11.进一步的,所述收集框的右侧铰接有遮挡组件,且遮挡组件包括组装架和弧形挡板,所述组装架的上方固定连接有弧形挡板,且组装架的剖面正视为l形。
12.本发明提供了一种防裂的超小型垫片加工裁切台,具备以下有益效果:该防裂的超小型垫片加工裁切台,采用双模具的设置,使得裁切台对板材进行加工时,双模具可以先对板材进行预成型和穿孔,之后再对板材进行裁切和最终成型,将金属垫片的加工分为两步加工,从而可以减少板材成型过程中裂开的风险,同时板材进行裁切和最终成型时,通孔可以避免板材出现过压,降低板材被冲压位置中间的压应力,使得剪切后的金属垫片在冲制成型的过程中,可以自然过度成型,进而大大降低板材裂开的概率。
13.1、本发明裁切台主要由箱体、下模具一、上模具一、下模具二、上模具二、导流台一、内腔体、通孔、安装架和导流台二等零件组成,上模具一和下模具一相互配合可以对板材进行预成型和穿孔操作,上模具一和下模具一加工完成后,预成型和穿孔后的板材会移动至下模具二的上方,上模具二下压时,就可对板材进行最终的成型和裁切,上模具二下压后,上模具二的刃口使板材沿一定的轮廓线产生剪切变形并分离,操作人员再手动将加工成型后的金属垫片取出放置进储件框内,板材在导流台二上方输送辊的作用下就会持续向右移动,从而使得上模具一和下模具一加工后的板材可以再次移动至下模具二的上方,从而使得下模具一和上模具一与下模具二和上模具二可以相互配合对垫片进行裁切操作,同时下模具二和上模具二对板材进行加工时,通孔可以避免板材出现过压,降低板材被冲压位置中间的压应力,使得剪切后的金属垫片在冲制成型的过程中,可以自然过度成型,从而可以减少金属垫片裂开的现象,同时裁切装置双模具的设置,使得板材在加工过程中,可以先应该预成型后,再最终成型,双模具与通孔的设置,可以保障冲压后金属垫片的质量,大大降低金属垫片在裁切过程中出现裂开的风险。
14.2、本发明储件框主要是为了对裁切后的金属垫片进行收集,同时储件框放置在置物上板后,可以利用升降架的升降调节自身的高度,从而方便操作人员进行上下料,当储件框内部储存满金属垫片需要利用转运车将其转运至其他位置时,操作人员启动升降架所连接的液压缸,液压缸利用自身的收缩,就可降低置物上板的高度,当储件框调整至与转运车相近的高度时,操作人员握住储件框两侧的拉手在水平方向移动,就可将储件框放置在转运车上方,从而可以避免框体上提的过程,可以达到省力的目的。
15.3、本发明弧形挡板可以在收集框对板材废料板进行收集时,对废料板进行限位,避免废料板在传输过程中,出现移动至收集框之外的现象,同时收集框内的废料板需要进行清理时,操作人员握住弧形挡板,然后利用组装架与收集框之间相铰接的方式,将弧形挡板向右翻转,一直将弧形挡板翻转至收集框的右侧后,就可避免出现弧形挡板干扰收集框下料的现象。
附图说明
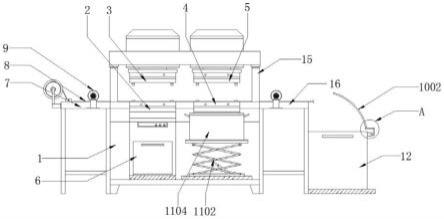
16.图1为本发明一种防裂的超小型垫片加工裁切台的正视结构示意图;
17.图2为本发明一种防裂的超小型垫片加工裁切台的置物上板和储件框正视放大结构示意图;
18.图3为本发明一种防裂的超小型垫片加工裁切台的内腔体和通孔正面剖视结构示意图;
19.图4为本发明一种防裂的超小型垫片加工裁切台的图1中a处放大结构示意图;
20.图5为本发明一种防裂的超小型垫片加工裁切台的组装架和弧形挡板立体结构示意图。
21.图中:1、箱体;2、下模具一;3、上模具一;4、下模具二;5、上模具二;6、废料收集箱;7、导流台一;8、板材;9、输送辊;10、遮挡组件;1001、组装架;1002、弧形挡板;11、升降组件;1101、底板;1102、升降架;1103、置物上板;1104、储件框;12、收集框;13、内腔体;14、通孔;15、安装架;16、导流台二。
具体实施方式
22.如图1和图3所示,一种防裂的超小型垫片加工裁切台,包括箱体1和内腔体13,箱体1的内部上方左侧固定安装有下模具一2,且箱体1的内部上方右侧固定安装有下模具二4,箱体1的上方安装有安装架15,且安装架15的内侧左端固定安装有上模具一3,安装架15的内侧右端固定安装有上模具二5,内腔体13设置于下模具二4的内部,且内腔体13的下方中部设置有通孔14,通孔14的剖面俯视为圆形裁切台主要由箱体1、下模具一2、上模具一3、下模具二4、上模具二5、导流台一7、内腔体13、通孔14、安装架15和导流台二16等零件组成,上模具一3和下模具一2相互配合可以对板材8进行预成型和穿孔操作,上模具一3和下模具一2加工完成后,预成型和穿孔后的板材8会移动至下模具二4的上方,上模具二5下压时,就可对板材8进行最终的成型和裁切,上模具二5下压后,上模具二5的刃口使板材8沿一定的轮廓线产生剪切变形并分离,操作人员再手动将加工成型后的金属垫片取出放置进储件框1104内,板材8在导流台二16上方输送辊9的作用下就会持续向右移动,从而使得上模具一3和下模具一2加工后的板材8可以再次移动至下模具二4的上方,从而使得下模具一2和上模具一3与下模具二4和上模具二5可以相互配合对垫片进行裁切操作,同时下模具二4和上模具二5对板材8进行加工时,通孔14可以避免板材8出现过压,降低板材8被冲压位置中间的压应力,使得剪切后的金属垫片在冲制成型的过程中,可以自然过度成型,从而可以减少金属垫片裂开的现象,同时裁切装置双模具的设置,使得板材8在加工过程中,可以先应该预成型后,再最终成型,双模具与通孔14的设置,可以保障冲压后金属垫片的质量,大大降低金属垫片在裁切过程中出现裂开的风险,箱体1的左端下方内侧设置有废料收集箱6,废料收集箱6的内部为中空状箱体1的左端设置有导流台一7,且导流台一7的上方设置有板材8,板材8的上方设置有输送辊9,箱体1的右侧设置有导流台二16。
23.如图2、图4和图5所示,箱体1的前端右侧设置有升降组件11,升降组件11包括底板1101和升降架1102,且底板1101的上方设置有升降架1102,升降组件11还包括置物上板1103和储件框1104,且升降架1102的上方设置有置物上板1103,置物上板1103的上方设置有储件框1104,升降架1102与储件框1104相铰接储件框1104主要是为了对裁切后的金属垫片进行收集,同时储件框1104放置在置物上板1103后,可以利用升降架1102的升降调节自身的高度,从而方便操作人员进行上下料,当储件框1104内部储存满金属垫片需要利用转运车将其转运至其他位置时,操作人员启动升降架1102所连接的液压缸,液压缸利用自身的收缩,就可降低置物上板1103的高度,当储件框1104调整至与转运车相近的高度时,操作人员握住储件框1104两侧的拉手在水平方向移动,就可将储件框1104放置在转运车上方,从而可以避免框体上提的过程,可以达到省力的目的,导流台二16的右侧设置有收集框12,收集框12的右侧铰接有遮挡组件10,且遮挡组件10包括组装架1001和弧形挡板1002,组装架1001的上方固定连接有弧形挡板1002,且组装架1001的剖面正视为l形弧形挡板1002可以在收集框12对板材8废料板进行收集时,对废料板进行限位,避免废料板在传输过程中,出现移动至收集框12之外的现象,同时收集框12内的废料板需要进行清理时,操作人员握住弧形挡板1002,然后利用组装架1001与收集框12之间相铰接的方式,将弧形挡板1002向右翻转,一直将弧形挡板1002翻转至收集框12的右侧后,就可避免出现弧形挡板1002干扰收集框12下料的现象。
24.综上,该防裂的超小型垫片加工裁切台,使用时,首先根据图1-3所示,裁切台主要
由箱体1、下模具一2、上模具一3、下模具二4、上模具二5、导流台一7、内腔体13、通孔14、安装架15和导流台二16等零件组成,裁切台总共有两组模具,一组为上模具一3和下模具一2,另一组为下模具二4和上模具二5,上模具一3和下模具一2相互配合可以对板材8进行预成型和穿孔操作,下模具二4和上模具二5可以对预成型和穿孔后的板材8进行最终的成型和裁切,当板材8需要加工成金属垫片时,操作人员启动输送辊9前端的电机,电机的转动端就会带动输送辊9进行转动,输送辊9就可将板材8往下模具一2处输送,板材8输送至下模具一2上方后,操作人员通过液压结构控制上模具一3进行下压,上模具一3和下模具一2相互配合,就可对板材8进行预成型和穿孔,预成型和穿孔后的板材8会移动至下模具二4的上方,再通过控制上模具二5上方所连接的液压结构,就可使上模具二5进行下压,上模具二5下压后,上模具二5的刃口使板材8沿一定的轮廓线产生剪切变形并分离,就可完成金属垫片的制作,操作人员再手动将加工成型后的金属垫片取出放置进储件框1104内,废料板在导流台二16上方输送辊9的作用下就会持续向右移动,然后根据图4和图5所示,废料板就会一直移动至收集框12内,收集框12对废料板进行收集时,弧形挡板1002可以对废料板进行限位,避免废料板在传输过程中,出现移动至收集框12之外的现象,同时收集框12内的废料板需要进行清理时,操作人员握住弧形挡板1002,然后利用组装架1001与收集框12之间相铰接的方式,将弧形挡板1002向右翻转,一直将弧形挡板1002翻转至收集框12的右侧后,就可避免出现弧形挡板1002干扰收集框12下料的现象,下模具二4和上模具二5对板材8进行加工时,根据图3所示,通孔14可以避免板材8出现过压,降低板材8被冲压位置中间的压应力,使得剪切后的金属垫片在冲制成型的过程中,可以自然过度成型,从而可以减少金属垫片裂开的现象,裁切台在加工过程中,储件框1104内部储存满金属垫片需要利用转运车将其转运至其他位置时,操作人员启动升降架1102所连接的液压缸,液压缸利用自身的收缩,就可降低置物上板1103的高度,当储件框1104调整至与转运车相近的高度时,操作人员握住储件框1104两侧的拉手在水平方向移动,就可将储件框1104放置在转运车上方,从而可以避免框体上提的过程,可以达到省力的目的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1