一种变压器用多系列散热器的全自动变位组焊装置和方法与流程
1.本发明属于片式散热器加工制造领域,具体涉及一种变压器用多系列散热器的全自动变位组焊装置和方法。
背景技术:
2.目前,电力变压器用片式散热器行业在我国已发展几十年,变压器用片式散热器的产品系列越来越多,以集油管形状分为上下直管型直管散热器、一鹅颈管一直管型鹅颈散热器、上下鹅颈管型鹅颈散热器、一梯形管一直管型梯形散热器、上下梯形管型散热器等,以进出油口形状分为小翻边型、大翻边型等产品系列;目前,片式散热器单元片与集油管组装、焊接仍主要采用手动组装、人工吊运、吊车翻转和半自动化离散式的生产模式,自动化程度低,且集油管焊接的生产模式存在诸多不可控的人为因素,同时在安全方面亦依赖于工人的自觉性。当前,片式散热器生产中的设备需对片式散热器进行翻转调整姿态后方可定位,并使用专用工装才能对片式散热器集油管进行焊接作业,其工装的适用范围有限和频繁更换工装,严重降低了产品的生产效率,且无法对多产品系列进行全自动的定位组装与焊接。
3.综上,电力变压器用片式散热器行业集油管焊接仍然采用着较落后的生产工艺,现有片式散热器集油管组装焊接的离散式生产模式已严重制约了行业的发展。
技术实现要素:
4.解决的技术问题
5.本发明提供了一种变压器用多系列散热器的全自动变位组焊装置和方法,其目的是为变压器用片式散热器在集油管组装焊接工艺提供一种具体高兼容性、质量可控的智能化解决方案,在确保高效率的同时降低工人劳动强度,减少人为不可控因素,应用焊接熔池控制方法提高集油管组装焊接稳定性,保证变压器用散热器集油管与散热片的焊接质量。
6.技术方案
7.为达到上述目的,本发明采用如下技术方案:
8.一种变压器用多系列散热器的全自动变位组焊装置,先由前序的输送机构将散热片和集油管输送至该组焊装置中;再由组焊装置中的侧支撑变位变距机构1、桁架焊接机器人机构2实现回转变位、行走变距及其导向、摆臂、支撑、夹持、定位、锁定、顶紧、夹紧动作;实现多系列散热器的集油管3和散热片4的全自动组装、焊接为一体,再由输出机构输送至下道工序;
9.其组焊装置包括:
10.侧支撑变位变距机构1由机座组件5、回转变位轮盘机构6、升降摆臂顶紧梁机构7、回转驱动机构8和实现多种动作的多种驱动机构组成;
11.桁架焊接机器人机构2由集油管夹持行走机构9、悬挂机器人焊接机构10、纵向行走梁机构11、支撑立柱12和实现多种动作的多种驱动机构组成;
12.该组焊装置特征在于:
13.所述侧支撑变位变距机构1中的回转变位轮盘机构6通过驱动机构连接设置在机座组件5上,升降摆臂顶紧梁机构7和回转驱动机构8固定在回转变位轮盘机构6上;
14.所述桁架焊接机器人机构2由集油管夹持行走机构9和j侧支撑立柱12与设置在纵向行走梁机构11上的悬挂机器人焊接机构10连接组成;
15.所述回转变位轮盘机构6由外圈组件13、内圈组件14、支撑夹紧机构15组成;回转变位轮盘机构6的回转变位,由外圈组件13为固定支撑的回转驱动机构8驱动内圈组件14实现;回转变位轮盘机构6的行走变距,由机座组件5为固定支撑的变距驱动机构16驱动回转变位轮盘机构6实现;散热片4的支撑、夹紧,由支撑夹紧机构15实现;
16.所述升降摆臂顶紧梁机构7由升降滑台组件17、摆臂组件18、升降驱动机构19组成;摆臂顶紧梁20的摆臂,由摆臂组件18中的摆臂顶紧梁20和摆臂驱动机构21实现;集油管3的夹持,由集油管夹爪组件22实现;
17.所述夹持行走机构9由横纵行走梁23、升降行走驱动机构24、横向行走驱动机构25、夹持随转顶紧机构26组成;j侧集油管3的夹持,由夹持随转顶紧机构26中的集油管夹爪组件22实现;散热片4与集油管3的回转变位,先由夹持随转顶紧机构26中定位销驱动机构27解除锁定,再由回转变位轮盘机构6的回转驱动机构8驱动夹持随转顶紧机构26上设置的随动旋转机构28随动,实现回转变位。
18.所述回转变位轮盘机构6的回转定位,由固定在外圈组件13上的定位组件29锁定内圈组件14实现;摆臂顶紧梁20的锁定,由摆臂组件18中的锁定驱动机构30锁定摆臂顶紧梁20实现;
19.所述升降摆臂顶紧梁机构7的升降,由回转变位轮盘机构6上设置的升降滑台组件17为支撑,升降驱动机构19驱动摆臂组件18实现;其顶紧,由摆臂组件18上设置的锁定驱动机构30锁定摆臂顶紧梁20,再由伸缩顶紧驱动机构31驱动锁定驱动机构30和已锁定的摆臂顶紧梁20实现;
20.所述夹持随转顶紧机构26中的随转梁32的定位,由定位销驱动机构27锁定夹持随转顶紧机构26中的随转梁32实现;随转梁32的支撑,由随转梁32中设置的随转支撑件33沿加强轨道盘34的轨道随转,实现随转支撑;其顶紧,由夹持随转顶紧机构26中设置的顶紧驱动机构35驱动加强轨道盘34和随转梁32实现;
21.所述j侧c侧集油管3与散热片4的顶紧,由升降摆臂顶紧梁机构7与夹持随转顶紧机构26中的相互顶紧实现。
22.所述侧支撑变位变距机构1,由机座组件5、升降摆臂顶紧梁机构7、两个回转变位轮盘机构6、花键轴组件36、回转驱动机构8组成;
23.所述桁架焊接机器人机构2由集油管夹持行走机构9、两个悬挂机器人焊接机构10、纵向行走梁机构11、支撑立柱12和实现多种动作的多种驱动机构组成;
24.所述回转变位轮盘机构6其一,设置在j侧,并与升降摆臂顶紧梁机构7固定连接;其二,设置在c侧,并与回转驱动机构8固定连接;
25.所述花键轴组件36与c侧回转变位轮盘机构6、j侧回转变位轮盘机构6相互连接,实现二者同步回转变位;
26.所述c侧回转变位轮盘机构6的外圈组件13与回转驱动机构8连接和固定,支撑夹
紧机构15固定在内圈组件14上;回转驱动机构8驱动内圈组件14和花键轴组件36实现回转变位;变距驱动机构16与机座组件5上的外圈组件13相互连接,实现行走变距;支撑夹紧机构15固定在内圈组件14上,实现二者一同回转变位;
27.所述j侧回转变位轮盘机构6的外圈组件13设置有与回转驱动机构8联动驱动的花键轴组件36实现j侧回转变位轮盘机构6的回转变位;变距驱动机构16连接外圈组件13与机座组件5实现行走变距;升降摆臂顶紧梁机构7、支撑夹紧机构15固定在内圈组件14上,实现三者一同回转变位;其回转定位,由固定在外圈组件13上的定位组件29锁定内圈组件14实现;
28.所述夹持行走机构9其升降行走变距,由横纵行走梁23中设置的立柱导轨梁37为支撑,升降行走驱动机构24驱动横导轨梁38实现;其横向行走变距,由横导轨梁38为支撑,横向行走驱动机构25驱动夹持随转顶紧机构26实现。
29.所述回转驱动机构8由回转驱动安装板39、旋转驱动组件40、主传动齿轮41、辅传动齿轮42、同步带轮43、同步带44、涨紧组件45组成,并固定在外圈组件13上;旋转驱动组件40通过主传动齿轮41将回转动力传递到内圈组件14的齿圈和花键轴组件36的齿轮上;同时旋转驱动组件40通过同步带轮43和同步带44将回转动力传递到另一侧的辅传动齿轮42和另一侧的花键轴组件36上,实现c侧回转变位轮盘机构6和j侧回转变位轮盘机构6的同步回转变位;涨紧组件45调节同步带44的松紧度;
30.所述内圈组件14与外圈组件13由多个回转导向限位组件46导向连接;回转导向限位组件46,由偏心滚轮导轨47、偏心限位勾挂轴承48、固定安装板49;多个回转导向限位组件46固定在外圈组件13上,由多个偏心滚轮导轨47和多个偏心限位勾挂轴承48实现内圈组件14的导向回转变位;其偏心结构实现调节内圈组件14与外圈组件13的涨紧。
31.所述支撑夹紧机构15由两套对称相对设置的安装座板50、支撑导向轮组51、夹紧定位机构52组成,支撑夹紧机构15固定在内圈组件14的散热片4进出口两侧;
32.所述支撑导向轮组51由多个导向轮53组成,实现对散热片4的传送中滚动支撑;支撑散热片4的一对导向轮53上下排列,支撑散热片4的一对导向轮53的上轮、下轮分别与上下相邻散热片4之间有避让间隙,支撑相邻散热片4的两对导向轮53为横向交错排列;
33.所述夹紧定位机构52由底座组件54、上夹板组件55、下夹板组件56组成;底座组件54由底座57上设置的上下夹板导轨58、固定齿轮59、夹紧伸缩驱动组件60构成;上夹板组件55由导轨滑块61、多个纵向排列的上夹板62和联动齿条63组成;下夹板组件56由导轨滑块61、多个纵向排列的下夹板64和联动齿条63组成;所述夹紧,由夹紧伸缩驱动组件60驱动下夹板组件56,下夹板组件56上的联动齿条63传动固定齿轮59,实现固定齿轮59旋转,再由旋转的固定齿轮59传动上夹板组件55上的联动齿条63,形成下夹板组件56和上夹板组件55同时向夹紧散热片4的方向运动,实现对散热片4的夹紧定位。
34.一种变压器用多系列散热器的全自动变位组焊装置的组装焊接方法,所述组焊装置中集油管3与散热片4的焊接熔池控制与联动控制,由悬挂机器人焊接机构10配合组焊装置进行对应的位置移动,在移动过程中所焊焊道始终选取位于适合焊接的位置姿态,实现焊接熔池控制;由悬挂机器人焊接机构10随组焊装置中的散热片4和集油管3变位,进行姿态调整和干涉位置避让,实现联动控制;
35.所述j侧集油管3和散热片4进入组焊装置前各机构、组件的位置姿态为:前序的输
送机构将j侧集油管3和散热片4摆放至适于输送进入该装置中的姿态;侧支撑变位变距机构1中的回转变位轮盘机构6处于适合的接片位置;升降摆臂顶紧梁机构7的摆臂顶紧梁20摆臂至适合j侧集油管3和散热片4进入的位置,同时摆臂顶紧梁20中集油管夹爪组件22的夹爪张开至适合j侧集油管3进入并夹持的位置姿态;
36.所述回转变位轮盘机构6中的支撑夹紧机构15随内圈组件14回转变位至适合j侧集油管3和散热片4进入的位置姿态;
37.所述夹持行走机构9中夹持随转顶紧机构26通过横向行走驱动机构25和升降行走驱动机构24的行走变距,驱动夹持随转顶紧机构26行走至适合夹持c侧集油管3的位置姿态,并夹持c侧集油管3;
38.所述j侧集油管3和散热片4进入组焊装置的接片位置时各机构、组件的位置姿态为:输送机构将j侧集油管3和散热片4输送至侧支撑变位变距机构1中,并送至适合摆臂顶紧梁20中集油管夹爪组件22夹持的位置;
39.所述摆臂顶紧梁20摆臂至集油管夹爪组件22j侧夹持集油管3的位置,同时锁定驱动机构30锁定摆臂顶紧梁20并夹持j侧集油管3;
40.所述j侧集油管3和散热片4进入组焊装置的焊接位置时各机构、组件的位置姿态为:输送机构退回,同时回转变位轮盘机构6中j侧集油管3和散热片4向c侧集油管3端行走变距,至夹持随转顶紧机构26中夹持c侧集油管3位置,摆臂组件18中的伸缩顶紧驱动机构31驱动已锁定的摆臂顶紧梁20和夹持随转顶紧机构26中的顶紧驱动机构35驱动已定位的随转梁32,实现j侧集油管3、散热片4和c侧集油管3的顶紧,顶紧后集油管夹爪组件22张开至适合焊接的位置;
41.所述散热片4和集油管3完成焊接组装实施焊接时各机构、组件的联动控制为:定位销驱动机构27解除随转梁32的定位锁定,悬挂机器人焊接机构10的行走变距、多轴焊接机器人的持枪姿态调整和回转驱动机构8驱动的回转变位轮盘机构6带动随转梁32同步回转变位,实现焊接组装后的集油管3和散热片4处于适合焊接熔池控制的姿态后,实施散热片4和集油管3的焊接;
42.所述散热器完成焊接后,夹持随转顶紧机构26通过横向行走驱动机构25和升降行走驱动机构24的行走变距,驱动夹持随转顶紧机构26行走至c侧上角避让位置,由输出机构将完成焊接的散热器输送至下道工序。
43.一种变压器用多系列散热器的全自动变位组焊装置的组装焊接方法,所述回转变位方法区别在于,c侧回转变位轮盘机构6设置的回转驱动机构8联动驱动花键轴组件36,实现j侧回转变位轮盘机构6与c侧回转变位轮盘机构6的同步回转变位;
44.所述行走变距方法区别在于,j侧回转变位轮盘机构6与c侧回转变位轮盘机构6分别设置的变距驱动机构16实现二者同步和异步行走变距;
45.所述接片方法区别在于,集油管3和散热片4传入j侧回转变位轮盘机构6的同时,c侧回转变位轮盘机构6行走变距至适于接片位置,将集油管3和散热片4传入到j侧回转变位轮盘机构6和c侧回转变位轮盘机构6中,再由j侧回转变位轮盘机构6和c侧回转变位轮盘机构6同步行走变距至c侧焊接位置,实施散热片4和集油管3的焊接;
46.所述接片方法区别在于,j侧回转变位轮盘机构6接入散热片4和集油管3并行走变距至c侧焊接位置,c侧回转变位轮盘机构6在c侧等待j侧回转变位轮盘机构6中的散热片4
和集油管3送入,实现散热片4和集油管3的焊接。
47.一种变压器用多系列散热器的全自动变位组焊装置的组装焊接方法,所述多系列散热器中鹅颈管散热器的鹅颈短管与短片的焊接方法为,通过鹅颈管侧的回转变位轮盘机构6与悬挂机器人焊接机构10行走变距至适于鹅颈短管与短片焊接的位置,实现鹅颈管散热器的鹅颈短管与短片的焊接;
48.所述多系列散热器中梯形管散热器的梯形斜管与梯形不等长片的焊接方法为,通过鹅颈管侧的回转变位轮盘机构6与悬挂机器人焊接机构10行走变距至适于梯形斜管与梯形不等长片焊接的位置;由于梯形不等长片的每片长度不同,回转变位轮盘机构6与悬挂机器人焊接机构10多次行走变距至适于梯形斜管与每个梯形不等长片焊接的位置,实现梯形管散热器的梯形斜管与多个梯形不等长片的焊接;
49.所述双鹅颈管散热器的焊接方法为,两侧鹅颈直管段焊接完成后,c侧随转梁32的集油管夹爪组件22夹持集油管3,j侧摆臂顶紧梁20摆臂至适合散热片4和集油管3进出的位置;j、c侧回转变位轮盘机构6与悬挂机器人焊接机构10,行走变距至适于j、c侧鹅颈短管与短片焊接的位置,实现双鹅颈管散热器的鹅颈短管与短片的焊接;
50.所述双梯形管散热器的焊接方法为,两侧梯形直管段焊接完成后,c侧随转梁32的集油管夹爪组件22夹持集油管3,j侧摆臂顶紧梁20摆臂至适合散热片4和集油管3进出的位置;j、c侧回转变位轮盘机构6与悬挂机器人焊接机构10多次行走变距至适于a、c侧梯形斜管与梯形不等长片焊接的位置,实现梯形管散热器的梯形斜管与多个梯形不等长片的焊接;
51.所述悬挂机器人焊接机构10行走变位的同时,多轴焊接机器人调整持枪姿态和回转驱动机构8驱动的回转变位轮盘机构6带动随转梁32同步回转变位,实现大、小翻边散热片和集油管3焊接路径的焊接。
52.一种变压器用多系列散热器的全自动变位组焊装置的组装焊接方法,所述组焊装置与散热器产品类型、规格相关参量变化之间联动控制逻辑的实现方法为,散热片4中心距与j、c侧回转变位轮盘机构6行走距离位置坐标关联,摆臂组件18和夹持随转顶紧机构26将两侧集油管与散热片组对顶紧,其散热片4中心距方向两端位置长出两侧支撑夹紧机构15各100mm,其上数据可编辑;
53.所述焊接组装时,集油管3置于带升降功能输送机构上,由带升降功能输送机构推集油管3及散热片4至回转变位轮盘机构6中,输送机构升降位移与a值第一片距法兰端面距离和t值法兰厚度关联,相邻集油管3法兰的第一片散热片4中心面距离基础回转变位轮盘机构6行走安装基面高度为固定常数,当t值法兰厚度变化时,由输送机构的升降功能补偿,满足固定常数;
54.所述焊接组装前,j侧摆臂组件18升降位移最终停止位置与集油管长度h值关联,j侧集油管夹爪组件22的夹爪位于摆臂顶紧梁20上下两侧顶紧块与集油管3中心对称;
55.所述回转变位与悬挂机器人焊接机构10之间联动控制逻辑的实现方法为,上位机接收到夹持随转顶紧机构26和摆臂组件18已顶紧的压力信号,并根据回转变位编码器的角度位置信号判断当前工件所处姿态信号反馈后,调用对应的悬挂机器人焊接机构10运动程序:
56.所述集油管3轴线垂直于安装面时,上位机控制悬挂机器人焊接机构10夹持的焊
枪从初始位置运动至集油管3一端调整至平焊姿态,并按预先设定的焊接顺序完成焊接后,悬挂机器人焊接机构10运行至初始位置并反馈给上位机到位信号,上位机接收到信号后,上位机控制回转驱动机构8,旋转180
°
实现集油管3与散热片4回转变位至集油管3下侧未焊焊缝达到适于焊接的位置后,重复上述运动及焊接命令;
57.所述集油管3轴线水平于安装面时,上位机控制悬挂机器人焊接机构10夹持的焊枪从初始位置运动到集油管3一端的上侧调整至立向下焊姿态,并按预先设定的焊接顺序完成处于集油管3上侧的所有焊缝焊接后,悬挂机器人焊接机构10运行至初始位置并反馈给上位机到位信号后,上位机控制回转驱动机构8,旋转180
°
实现集油管3与散热片4回转变位至集油管3下侧未焊焊缝达到适于焊接的位置后,重复上述运动及焊接命令;
58.所述全部焊缝焊接完毕后,上位机控制悬挂机器人焊接机构10运行至初始位置,其控制系统将到位和焊接完成信号反馈给上位机,上位机接收到信号后,控制夹持行走机构9运行至初始位置,将到位信号反馈给上位机,上位机接收到反馈信息后,调度下道工序的输出机构,将完成焊接的工件传输至下道工序,当上位机检测到下道工序输出机构的绝对值编码器位置离开组焊装置工位后,组焊装置工位重新开始组装焊接过程;
59.所述集油管3与散热片4的焊接过程中,应用侧支撑变位变距机构1实时对焊接路径进行回转变位与多轴焊接机器人夹持焊枪进行同步随动控制,实现在适合焊接的姿态与路径上对变压器用片式散热器的集油管3与散热片4进行焊接。
60.一种变压器用多系列散热器的全自动变位组焊装置的组装焊接方法,所述集油管3上设置有前序在管体一端完成焊接的法兰、完成定位预点焊的放气塞座65、完成定位预点焊的吊攀66、完成定位预点焊的接地座67;
61.所述集油管3上的放气塞座65、吊攀66、接地座67焊接姿态与路径的控制方法为,集油管3和散热片4完成焊接后,由j侧和c侧的集油管夹爪组件22张开,解除对集油管3的夹持;再由夹紧定位机构52夹紧散热器的散热片4宽度方向的边缘,实现对散热器的夹紧固定;再由j侧摆臂顶紧梁20摆臂至适于避让焊接放气塞座65、吊攀66、接地座67的位置,同时夹持随转顶紧机构26行走避让至c侧上角初始位置;
62.所述侧支撑变位变距机构1中的j、c侧回转变位轮盘机构6实时对焊接路径进行回转变位,与夹持焊枪的多轴焊接机器人进行同步联动控制,实现对集油管3上的放气塞座65、吊攀66、接地座67实施焊接时姿态与路径的控制。
63.有益效果
64.本发明提出的一种变压器用多系列散热器的全自动变位组焊装置和方法,其优势在于:
65.本发明的组焊装置实现焊接小翻边型或大翻边的上下直管型直管散热器、一鹅颈管一直管型鹅颈散热器、上下鹅颈管型鹅颈散热器、一梯形管一直管型梯形散热器、上下梯形管型散热器等系列产品,具有对散热器系列产品较高的组装焊接兼容性。
66.全自动、智能化组焊装置和方法,改变现有组装焊接的工作模式,有效提高生产效率;回转变位轮盘机构的行走变距有效满足散热器中心距的多种变化,同时行走变距接片方法更有利于前后工序的自动化衔接;支撑变位变距机构的回转变位、行走变距及其导向、摆臂、支撑、夹持、定位、锁定、顶紧、夹紧动作的联动控制及其桁架焊接机器人机构与回转变位轮盘机构联动的焊接熔池控制,实现对多系列散热器的全自动组装焊接。
67.焊接熔池控制与联动控制使变压器用片式散热器的集油管与散热片在组对焊接过程中始终保持最优的焊接姿态与焊接路径;相较于现有的制造方法,散热片的姿态不在仅限于水平或垂直状态,可更好的提高焊接质量,达到提高散热器生产效率和生产质量的目的。
68.本发明全新的设计方案实现了变压器用散热器制造行业全面的技术转型升级。
附图说明
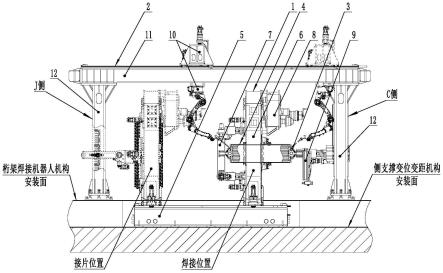
70.图1为变位变距组焊装置示意图;
71.图2为回转变位轮盘机构示意图;
72.图3为回转变位轮盘机构、支撑机构和回转驱动机构安装位置轴测示意图;
73.图4为升降摆臂顶紧梁机构和回转驱动机构安装位置轴测示意图;
74.图5为摆臂组件结构和动作示意图;
75.图6为夹持行走机构示意图;
76.图7为升降摆臂顶紧梁组件轴侧视图;
77.图8为散热片和集油管送入两个回转变位轮盘机构的变位变距组焊装置示意图;
78.图9为回转驱动机构示意图;
79.图10为回转驱动机构传动花键轴组件和内圈组件示意图;
80.图11为支撑夹紧机构示意图;
81.图12为底座组件示意图;
82.图13为夹紧定位机构位置姿态及动作示意图;
83.图14为两个回转变位轮盘机构同时接片姿态示意图;
84.图15为两个回转变位轮盘机构散热片进入姿态示意图;
85.图16为两个回转变位轮盘机构行走变距至焊接位置示意图;
86.图17为桁架焊接机器人机构中悬挂机器人机构和夹持行走机构初始位置及姿态示意图;
87.图18为直管散热器示意图;
88.图19为鹅颈管散热器示意图;
89.图20为梯形管散热器示意图;
90.图21为大翻边形状和焊接路径示意图;
91.图22为小翻边形状和焊接路径示意图;
92.图23为组焊装置与散热器产品类型、规格相关参量变化示意图;
93.图24为集油管和散热片焊接的立向下焊姿态、平焊姿态及放气塞座、吊攀、接地座焊接姿态示意图;
94.以上各图标注说明:1,侧支撑变位变距机构;2,桁架焊接机器人机构;3,集油管;4,散热片;5,机座组件;6,回转变位轮盘机构;7,升降摆臂顶紧梁机构;8,回转驱动机构;9,夹持行走机构;10,悬挂机器人焊接机构;11,纵向行走梁机构;12,支撑立柱;13,外圈组件;14,内圈组件;15,支撑夹紧机构;16,变距驱动机构;17,升降滑台组件;18,摆臂组件;19,升降驱动机构;20,摆臂顶紧梁;21,摆臂驱动机构;22,集油管夹爪组件;23,横纵行走梁;24,升降行走驱动机构;25,横向行走驱动机构;26,夹持随转顶紧机构;27,定位销驱动机构;
28,随动旋转机构;29,定位组件;30,锁定驱动机构;31,伸缩顶紧驱动机构;32,随转梁;33,随转支撑件;34,加强轨道盘;35,顶紧驱动机构;36,花键轴;37,立柱导轨梁;38,横导轨梁;39,回转驱动安装板;40,旋转驱动组件;41,主传动齿轮;42,辅传动齿轮;43,同步带轮;44,同步带;45,涨紧组件;46,回转导向限位组件;47,偏心滚轮导轨;48,偏心限位勾挂轴承;49,固定安装板;50,安装座板;51,支撑导向轮组;52,夹紧定位机构;53,导向轮;54,底座组件;55,上夹板组件;56,下夹板组件;57,底座;58,上下夹板导轨;59固定齿轮;60,夹紧伸缩驱动组件;61,导轨滑块;62,上夹板;63,联动齿条;64,下夹板;65,放气塞座;66,吊攀;67,接地座。
具体实施方式
95.如图1所示,一种变压器用多系列散热器的全自动变位组焊装置,先由前序的输送机构将散热片和集油管输送至该组焊装置中;再由组焊装置中的侧支撑变位变距机构1、桁架焊接机器人机构2实现回转变位、行走变距及其导向、摆臂、支撑、夹持、定位、锁定、顶紧、夹紧动作;实现多系列散热器的集油管3和散热片4的全自动组装、焊接为一体,再由输出机构输送至下道工序;
96.其组焊装置包括:
97.侧支撑变位变距机构1由机座组件5、回转变位轮盘机构6、升降摆臂顶紧梁机构7、回转驱动机构8和实现多种动作的多种驱动机构组成;
98.桁架焊接机器人机构2由集油管夹持行走机构9、悬挂机器人焊接机构10、纵向行走梁机构11、支撑立柱12和实现多种动作的多种驱动机构组成;
99.该组焊装置特征在于:
100.所述侧支撑变位变距机构1中的回转变位轮盘机构6通过驱动机构连接设置在机座组件5上,升降摆臂顶紧梁机构7和回转驱动机构8固定在回转变位轮盘机构6上;
101.所述桁架焊接机器人机构2由集油管夹持行走机构9和j侧支撑立柱12与设置在纵向行走梁机构11上的悬挂机器人焊接机构10连接组成;
102.如图8所示,所述机座组件5由钢架底座、输入输出装置的输入输出导轨组件、回转变位轮盘机构6的回转变位导轨组件构成。输入输出导轨组件与上下工序衔接,实现j侧集油管3与散热片4的输入和完成焊接的散热器的输出;
103.如图17所示,所述悬挂机器人焊接机构10由安装在机器人行走底座的多轴焊接机器人与机器人行走梁通过机器人行走驱动连接构成,实现多轴焊接机器人的横向行走;
104.所述纵向行走梁机构11由两个导轨梁与两个连接梁组装成距形框架构成;安装在悬挂机器人焊接机构10上的两个行走驱动与纵向行走梁机构11中的导轨梁连接,实现悬挂机器人焊接机构10的纵向行走;
105.如图2~4所示,所述回转变位轮盘机构6由外圈组件13、内圈组件14、支撑夹紧机构15组成;回转变位轮盘机构6的回转变位,由外圈组件13为固定支撑的回转驱动机构8驱动内圈组件14实现;回转变位轮盘机构6的行走变距,由机座组件5为固定支撑的变距驱动机构16驱动回转变位轮盘机构6实现;散热片4的支撑、夹紧,由支撑夹紧机构15实现;
106.所述升降摆臂顶紧梁机构7由升降滑台组件17、摆臂组件18、升降驱动机构19组成;如图5所示,摆臂顶紧梁20的摆臂,由摆臂组件18中的摆臂顶紧梁20和摆臂驱动机构21
实现;集油管3的夹持,由集油管夹爪组件22实现;
107.如图6、7所示,所述夹持行走机构9由横纵行走梁23、升降行走驱动机构24、横向行走驱动机构25、夹持随转顶紧机构26组成;c侧集油管3的夹持,由夹持随转顶紧机构26中的集油管夹爪组件22实现;散热片4与集油管3的回转变位,先由夹持随转顶紧机构26中定位销驱动机构27解除锁定,再由回转变位轮盘机构6的回转驱动机构8驱动夹持随转顶紧机构26上设置的随动旋转机构28随动,实现回转变位。
108.如图2所示,所述回转变位轮盘机构6的回转定位,由固定在外圈组件13上的定位组件29锁定内圈组件14实现;摆臂顶紧梁20的锁定,由摆臂组件18中的锁定驱动机构30锁定摆臂顶紧梁20实现;
109.如图4、5所示,所述升降摆臂顶紧梁机构7的升降,由回转变位轮盘机构6上设置的升降滑台组件17为支撑,升降驱动机构19驱动摆臂组件18实现;其顶紧,由摆臂组件18上设置的锁定驱动机构30锁定摆臂顶紧梁20,再由伸缩顶紧驱动机构31驱动锁定驱动机构30和已锁定的摆臂顶紧梁20实现;
110.如图6、7所示,所述夹持随转顶紧机构26中的随转梁32的定位,由定位销驱动机构27锁定夹持随转顶紧机构26中的随转梁32实现;随转梁32的支撑,由随转梁32中设置的随转支撑件33沿加强轨道盘34的轨道随转,实现随转支撑;其顶紧,由夹持随转顶紧机构26中设置的顶紧驱动机构35驱动强轨道盘34和随转梁32实现;
111.所述j侧c侧集油管3与散热片4的顶紧,由升降摆臂顶紧梁机构7与夹持随转顶紧机构26中的相互顶紧实现。
112.如图8所示,所述侧支撑变位变距机构1,由机座组件5、升降摆臂顶紧梁机构7、两个回转变位轮盘机构6、花键轴组件36、回转驱动机构8组成;
113.所述桁架焊接机器人机构2由集油管夹持行走机构9、两个悬挂机器人焊接机构10、纵向行走梁机构11、支撑立柱12和实现多种动作的多种驱动机构组成;
114.所述回转变位轮盘机构6其一,设置在j侧,并与升降摆臂顶紧梁机构7固定连接;其二,设置在c侧,并与回转驱动机构8固定连接;
115.所述花键轴组件36与c侧回转变位轮盘机构6、j侧回转变位轮盘机构6相互连接,实现二者同步回转变位;
116.所述c侧回转变位轮盘机构6的外圈组件13与回转驱动机构8连接和固定,支撑夹紧机构15固定在内圈组件14上;回转驱动机构8驱动内圈组件14和花键轴组件36实现回转变位;变距驱动机构16与机座组件5上的外圈组件13相互连接,实现行走变距;支撑夹紧机构15固定在内圈组件14上,实现二者一同回转变位;
117.所述j侧回转变位轮盘机构6的外圈组件13设置有与回转驱动机构8联动驱动的花键轴组件36实现j侧回转变位轮盘机构6的回转变位;变距驱动机构16连接外圈组件13与机座组件5实现行走变距;升降摆臂顶紧梁机构7、支撑夹紧机构15固定在内圈组件14上,实现三者一同回转变位;其回转定位,如图2所示,由固定在外圈组件13上的定位组件29锁定内圈组件14实现;所述内圈组件14外径壁上设置有多个定位锁定位置;
118.所述夹持行走机构9其升降行走变距,由横纵行走梁23中设置的立柱导轨梁37为支撑,升降行走驱动机构24驱动横导轨梁38实现;其横向行走变距,由横导轨梁38为支撑,横向行走驱动机构25驱动夹持随转顶紧机构26实现。
119.如图9、10所示,所述回转驱动机构8由回转驱动安装板39、旋转驱动组件40、主传动齿轮41、辅传动齿轮42、同步带轮43、同步带44、涨紧组件45组成,并固定在外圈组件13上;旋转驱动组件40通过主传动齿轮41将回转动力传递到内圈组件14的齿圈和花键轴组件36的齿轮上;同时旋转驱动组件40通过同步带轮43和同步带44将回转动力传递到另一侧的辅传动齿轮42和另一侧的花键轴组件36上,实现c侧回转变位轮盘机构6和j侧回转变位轮盘机构6的同步回转变位;涨紧组件45调节同步带44的松紧度;
120.所述内圈组件14与外圈组件13由多个回转导向限位组件46导向连接;回转导向限位组件46,由偏心滚轮导轨47、偏心限位勾挂轴承48、固定安装板49;多个回转导向限位组件固定在外圈组件13上,由多个偏心滚轮导轨47和多个偏心限位勾挂轴承48实现内圈组件14的导向回转变位;其偏心结构实现调节内圈组件14与外圈组件13的涨紧。
121.如图11~13所示,所述支撑夹紧机构15由两套对称相对设置的安装座板50、支撑导向轮组51、夹紧定位机构52组成,支撑夹紧机构15固定在内圈组件14的散热片4进出口两侧;
122.所述支撑导向轮组51由多个导向轮53组成,实现对散热片4的传送中滚动支撑;支撑散热片4的一对导向轮53上下排列,支撑散热片4的一对导向轮53的上轮、下轮分别与上下相邻散热片4之间有避让间隙,支撑相邻散热片4的两对导向轮53为横向交错排列;
123.所述夹紧定位机构52由底座组件54、上夹板组件55、下夹板组件56组成;底座组件54由底座57上设置的上下夹板导轨58、固定齿轮59、夹紧伸缩驱动组件60构成;上夹板组件55由导轨滑块61、多个纵向排列的上夹板62和联动齿条63组成;下夹板组件56由导轨滑块61、多个纵向排列的下夹板64和联动齿条63组成;所述夹紧,由夹紧伸缩驱动组件60驱动下夹板组件56,下夹板组件56上的联动齿条63传动固定齿轮59,实现固定齿轮59旋转,再由旋转的固定齿轮59传动上夹板组件55上的联动齿条63,形成下夹板组件56和上夹板组件55同时向夹紧散热片4的方向运动,实现对散热片4的夹紧定位。
124.如图1所示,一种变压器用多系列散热器的全自动变位组焊装置的组装焊接方法,所述组焊装置中集油管3与散热片4的焊接熔池控制与联动控制,由悬挂机器人焊接机构10配合组焊装置进行对应的位置移动,在移动过程中所焊焊道始终选取位于适合焊接的位置姿态,实现焊接熔池控制;由悬挂机器人焊接机构10随组焊装置中的散热片4和集油管3变位,进行姿态调整和干涉位置避让,实现联动控制;
125.所述变压器用片式散热器集油管3与散热片4焊接熔池控制与联动控制方法为,变压器用散热器的组装焊接生产工艺进行焊接过程中的优化控制;在变压器用片式散热器集油管3与散热片4的焊接过程中,根据集油管3与散热片4的相对位置可任意改变散热器的当前角度,同时焊接机器人根据当前变位机的角度进行对应的悬挂机器人焊接机构10焊接姿态调整,保证焊接熔池成型饱满一致;在集油管3与散热片4的焊接过程中应用变压器用片式散热器的侧支撑变位变距机构1实时对焊接路径进行变位变距控制,同步的悬挂机器人焊接机构10夹持焊枪进行随动控制,从而完整的实现在焊接最优姿态、最优路径上对变压器用片式散热器集油管3与散热片4进行焊接作业。所述j侧集油管3和散热片4进入组焊装置前各机构、组件的位置姿态为:前序的输送机构将j侧集油管3和散热片4摆放至适于输送进入该装置中的姿态;侧支撑变位变距机构1中的回转变位轮盘机构6处于适合的接片位置;升降摆臂顶紧梁机构7的摆臂顶紧梁20摆臂至适合j侧集油管3和散热片4进入的位置,
同时摆臂顶紧梁20中集油管夹爪组件22的夹爪张开至适合j侧集油管3进入并夹持的位置姿态;
126.所述回转变位轮盘机构6中的支撑夹紧机构15随内圈组件14回转变位至适合j侧集油管3和散热片4进入的位置姿态;
127.所述夹持行走机构9中夹持随转顶紧机构26通过横向行走驱动机构25和升降行走驱动机构24的行走变距,驱动夹持随转顶紧机构26行走至适合夹持c侧集油管3的位置姿态,并夹持c侧集油管3;
128.所述j侧集油管3和散热片4进入组焊装置的接片位置时各机构、组件的位置姿态为:输送机构将j侧集油管3和散热片4输送至侧支撑变位变距机构1中,并送至适合摆臂顶紧梁20中集油管夹爪组件22夹持的位置;
129.所述摆臂顶紧梁20摆臂至集油管夹爪组件22j侧夹持集油管3的位置,同时锁定驱动机构30锁定摆臂顶紧梁20并夹持j侧集油管3;
130.所述j侧集油管3和散热片4进入组焊装置的焊接位置时各机构、组件的位置姿态为:输送机构退回,同时回转变位轮盘机构6中j侧集油管3和散热片4向c侧集油管3端行走变距,至夹持随转顶紧机构26中夹持c侧集油管3位置,摆臂组件18中的伸缩顶紧驱动机构31驱动已锁定的摆臂顶紧梁20和夹持随转顶紧机构26中的顶紧驱动机构35驱动已定位的随转梁32,实现j侧集油管3、散热片4和c侧集油管3的顶紧,顶紧后集油管夹爪组件22张开至适合焊接的位置;
131.所述散热片4和集油管3完成焊接组装实施焊接时各机构、组件的联动控制为:定位销驱动机构27解除随转梁32的定位锁定,悬挂机器人焊接机构10的行走变距、多轴焊接机器人的持枪姿态调整和回转驱动机构8驱动的回转变位轮盘机构6带动随转梁32同步回转变位,实现焊接组装后的集油管3和散热片4处于适合焊接熔池控制的姿态后,实施散热片4和集油管3的焊接;
132.如图17所示,所述散热器完成焊接后,夹持随转顶紧机构26通过横向行走驱动机构25和升降行走驱动机构24的行走变距,驱动夹持随转顶紧机构26行走至c侧上角避让位置,由输出机构将完成焊接的散热器输送至下道工序。
133.如图8~10所示,一种变压器用多系列散热器的全自动变位组焊装置的组装焊接方法,所述回转变位方法区别在于,c侧回转变位轮盘机构6设置的回转驱动机构8联动驱动花键轴组件36,实现j侧回转变位轮盘机构6与c侧回转变位轮盘机构6的同步回转变位;
134.如图14~16所示,所述行走变距方法区别在于,j侧回转变位轮盘机构6与c侧回转变位轮盘机构6分别设置的变距驱动机构16实现二者同步和异步行走变距;
135.所述接片方法区别在于,集油管3和散热片4传入j侧回转变位轮盘机构6的同时,c侧回转变位轮盘机构6行走变距至适于接片位置,将集油管3和散热片4传入到j侧回转变位轮盘机构6和c侧回转变位轮盘机构6中,再由j侧回转变位轮盘机构6和c侧回转变位轮盘机构6同步行走变距至c侧焊接位置,实施散热片4和集油管3的焊接;
136.所述接片方法区别在于,j侧回转变位轮盘机构6接入散热片4和集油管3并行走变距至c侧焊接位置,c侧回转变位轮盘机构6在c侧等待j侧回转变位轮盘机构6中的散热片4和集油管3送入,实现散热片4和集油管3的焊接。
137.如图18~22所示,一种变压器用多系列散热器的全自动变位组焊装置的组装焊接
方法,所述多系列散热器中鹅颈管散热器的鹅颈短管与短片的焊接方法为,通过鹅颈管侧的回转变位轮盘机构6与悬挂机器人焊接机构10行走变距至适于鹅颈短管与短片焊接的位置,实现鹅颈管散热器的鹅颈短管与短片的焊接;
138.所述多系列散热器中梯形管散热器的梯形斜管与梯形不等长片的焊接方法为,通过鹅颈管侧的回转变位轮盘机构6与悬挂机器人焊接机构10行走变距至适于梯形斜管与梯形不等长片焊接的位置;由于梯形不等长片的每片长度不同,回转变位轮盘机构6与悬挂机器人焊接机构10多次行走变距至适于梯形斜管与每个梯形不等长片焊接的位置,实现梯形管散热器的梯形斜管与多个梯形不等长片的焊接;
139.所述双鹅颈管散热器的焊接方法为,两侧鹅颈直管段焊接完成后,c侧随转梁32的集油管夹爪组件22夹持集油管3,j侧摆臂顶紧梁20摆臂至适合散热片4和集油管3进出的位置;j、c侧回转变位轮盘机构6与悬挂机器人焊接机构10,行走变距至适于j、c侧鹅颈短管与短片焊接的位置,实现双鹅颈管散热器的鹅颈短管与短片的焊接;
140.所述双梯形管散热器的焊接方法为,两侧梯形直管段焊接完成后,c侧随转梁32的集油管夹爪组件22夹持集油管3,j侧摆臂顶紧梁20摆臂至适合散热片4和集油管3进出的位置;j、c侧回转变位轮盘机构6与悬挂机器人焊接机构10多次行走变距至适于a、c侧梯形斜管与梯形不等长片焊接的位置,实现梯形管散热器的梯形斜管与多个梯形不等长片的焊接;
141.如图21、22所示,所述悬挂机器人焊接机构10行走变位的同时,多轴焊接机器人调整持枪姿态和回转驱动机构8驱动的回转变位轮盘机构6带动随转梁32同步回转变位,实现大、小翻边散热片和集油管3焊接路径的焊接。
142.如图18~23所示,一种变压器用多系列散热器的全自动变位组焊装置的组装焊接方法,所述组焊装置与散热器产品类型、规格相关参量变化之间联动控制逻辑的实现方法为,散热片4中心距与j、c侧回转变位轮盘机构6行走距离位置坐标关联,摆臂组件18和夹持随转顶紧机构26将两侧集油管3与散热片4组对顶紧,其散热片4中心距方向两端位置长出两侧支撑夹紧机构15各100mm,其上数据可编辑;
143.所述焊接组装时,集油管3置于带升降功能输送机构上,由带升降功能输送机构推集油管3及散热片4至回转变位轮盘机构6中,输送机构升降位移与a值第一片距法兰端面距离和t值法兰厚度关联,相邻集油管3法兰的第一片散热片4中心面距离基础回转变位轮盘机构6行走安装基面高度为固定常数,当t值法兰厚度变化时,由输送机构的升降功能补偿,满足固定常数;
144.所述焊接组装前,j侧摆臂组件18升降位移最终停止位置与集油管长度h值关联,j侧集油管夹爪组件22的夹爪位于摆臂顶紧梁20上下两侧顶紧块与集油管3中心对称;
145.如图24所示,所述回转变位与悬挂机器人焊接机构10之间联动控制逻辑的实现方法为,上位机接收到夹持随转顶紧机构26和摆臂组件18已顶紧的压力信号,并根据回转变位编码器的角度位置信号判断当前工件所处姿态信号反馈后,调用对应的悬挂机器人焊接机构10运动程序:
146.所述集油管3轴线垂直于安装面时,上位机控制悬挂机器人焊接机构10夹持的焊枪从初始位置运动至集油管3一端调整至平焊姿态,并按预先设定的焊接顺序完成焊接后,悬挂机器人焊接机构10运行至初始位置并反馈给上位机到位信号,上位机接收到信号后,
上位机控制回转驱动机构8,旋转180
°
实现集油管3与散热片4回转变位至集油管3下侧未焊焊缝达到适于焊接的位置后,重复上述运动及焊接命令;
147.所述集油管3轴线水平于安装面时,上位机控制悬挂机器人焊接机构10夹持的焊枪从初始位置运动到集油管3一端的上侧调整至立向下焊姿态,并按预先设定的焊接顺序完成处于集油管3上侧的所有焊缝焊接后,悬挂机器人焊接机构10运行至初始位置并反馈给上位机到位信号后,上位机控制回转驱动机构8,旋转180
°
实现集油管3与散热片4回转变位至集油管3下侧未焊焊缝达到适于焊接的位置后,重复上述运动及焊接命令;
148.所述全部焊缝焊接完毕后,上位机控制悬挂机器人焊接机构10运行至初始位置,其控制系统将到位和焊接完成信号反馈给上位机,上位机接收到信号后,控制夹持行走机构9运行至初始位置,将到位信号反馈给上位机,上位机接收到反馈信息后,调度下道工序的输出机构,将完成焊接的工件传输至下道工序,当上位机检测到下道工序输出机构的绝对值编码器位置离开组焊装置工位后,组焊装置工位重新开始组装焊接过程;
149.所述集油管3与散热片4的焊接过程中,应用侧支撑变位变距机构1实时对焊接路径进行回转变位与多轴焊接机器人夹持焊枪进行同步随动控制,实现在适合焊接的姿态与路径上对变压器用片式散热器的集油管3与散热片4进行焊接。
150.如图1、8、24所示,一种变压器用多系列散热器的全自动变位组焊装置的组装焊接方法,所述集油管3上设置有前序在管体一端完成焊接的法兰、完成定位预点焊的放气塞座65、完成定位预点焊的吊攀66、完成定位预点焊的接地座67;
151.所述集油管3上的放气塞座65、吊攀66、接地座67焊接姿态与路径的控制方法为,集油管3和散热片4完成焊接后,由j侧和c侧的集油管夹爪组件22张开,解除对集油管3的夹持;再由夹紧定位机构52夹紧散热器的散热片4宽度方向的边缘,实现对散热器的夹紧固定;再由j侧摆臂顶紧梁20摆臂至适于避让焊接放气塞座65、吊攀66、接地座67的位置,同时夹持随转顶紧机构26行走避让至c侧上角初始位置,见图17;
152.所述侧支撑变位变距机构1中的j、c侧回转变位轮盘机构6实时对焊接路径进行回转变位,与夹持焊枪的多轴焊接机器人进行同步联动控制,实现对集油管3上的放气塞座65、吊攀66、接地座67实施焊接时姿态与路径的控制。
153.所述输送装置传送集油管3、散热片4进入组焊装置,可由j侧或c侧进入,其组焊装置中的控制和动作可按进入组焊装置前各机构、组件位置姿态的顺序或倒序执行。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1