热轧精轧连轧机轧制带钢喷水冷却控制方法与流程
本发明涉及一种热轧带钢冷却控制方法,尤其涉及一种热轧精轧连轧机轧制带钢喷水冷却控制方法。
背景技术:
1、精轧连轧机是热轧带钢生产的重要设备,其作用是对带钢进行最后的精轧,以控制带钢的最终厚度尺寸。精轧连轧机通常是由多个个机架有序排列构成,相邻的机架间设置有喷淋水,喷淋水分为除鳞喷淋水和冷却喷淋水,其中冷却喷淋水的作用是对轧制带钢进行喷水降温,通过控制冷却喷淋水的喷水流量可控制带钢在轧制过程中的温降过程。
2、目前,在对冷却喷淋水的喷水流量进行控制时,所采用的控水策略为均分控水策略,基于该均分控水策略,在精轧连轧机轧制带钢的过程中,带钢在各个机架间的温降是平均分配的,精轧连轧机内所有冷却喷淋水的喷水流量是差不多的,带钢在精轧连轧机内轧制过程中的温降过程是近似线性的过程。此外,最下游侧的冷却喷淋水还要根据轧后反馈温度来调节喷水流量,通常是调大喷水流量,这样一来,精轧连轧机中冷却喷淋水的喷水流量呈现的是“下游侧喷水流量大,而上游侧喷水流量小”的情况。
3、上述的“下游侧喷水流量大,而上游侧喷水流量小”的情况容易导致两方面的问题:一方面,当轧制较薄规格的带钢时,带钢在最下游侧冷却喷淋水处受到较大喷水流量的急速冷却,由此会导致带钢的温度不均匀,从而使其强度也不均匀,在经过最后一个机架轧制时就会发生跑偏甩尾的现象,进而造成生产事故的发生;另一方面,精轧连轧机中轧制的带钢呈现上游侧温度较高的状况,上游侧带钢就会产生较多的氧化铁皮,这些氧化铁皮在轧制的过程中会对带钢的表面质量产生不利影响,导致轧制后的带钢表面质量降低。
4、以下为搜索到的本领域的相关专利:
5、中国专利(专利号cn200910004944.5)公开了一种机架间冷却控制装置,对精轧机的冷却水注水方式的机架间冷却装置的控制,能够更高精度地控制精轧机输出侧的钢板温度,而且也能够进一步减小冷却水量的增减频度而实现控制。机架间冷却控制装置具备:预设控制机构,其对精轧机的机架间冷却装置,以使钢板的fdt与所期望的目标温度相一致的方式控制冷却水量,在钢板被冷却水冷却之前,利用钢板温度推定模型推定fdt,基于该推定fdt计算机架间冷却装置的冷却水量并生成预设控制输出;动态控制机构,其取得轧制中的钢板的状态量,基于其状态量计算冷却水量的变更量并生成动态控制输出;及机架间冷却指令生成单元,其由预设控制输出和动态控制输出生成并输出机架间冷却指令。
6、中国专利(专利号cn200910272792.7)公开了一种基于统计学习的精轧终轧温度预测和控制方法,涉及温度控制领域。现有精轧温度控制具有典型的滞后性,难以得到理想的控制效果。本发明提供了一种基于统计学习的精轧终轧温度预测和控制方法,该方法在每个控制周期,首先以穿带速度和指定机架水量为自变量,终轧温度为因变量,用精轧过程数据建立统计学预测模型,对终轧温度进行实时预测;然后在预测模型的预测值与实际值变化趋势一致的前提下,基于给定终轧目标温度和预测模型,采用滚动时域优化算法,给出水量的有限时域滚动优化控制决策。本发明可以根据精轧实时动态给出在线实时温度预测,并根据温度预测对终轧温度进行实时优化控制决策,满足实时性要求。
技术实现思路
1、本发明的目的在于提供一种热轧精轧连轧机轧制带钢喷水冷却控制方法,在该方法中,带钢在最下游侧冷却喷淋水处不会受到较大喷水流量的急速冷却,从而能避免带钢在经过最后一个机架轧制时发生跑偏甩尾的现象,同时还降低了带钢在精轧连轧机内氧化铁皮的产生量,提升了带钢的表面质量。
2、为了实现上述技术目的,本发明采用如下技术方案:
3、一种热轧精轧连轧机轧制带钢喷水冷却控制方法,所述喷水冷却控制方法包括:
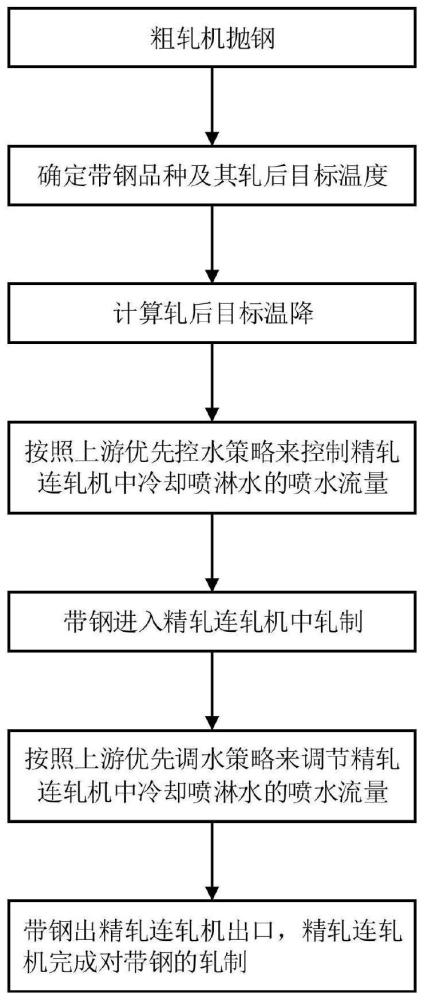
4、s1,带钢到达精轧连轧机的入口处,根据带钢的轧前初始温度以及轧后目标温度计算出轧后目标温降;
5、s2,在带钢进入精轧连轧机轧制前,根据轧后目标温降并按照预先设定的上游优先控水策略来控制精轧连轧机中冷却喷淋水的喷水流量,在保证精轧连轧机内所有冷却喷淋水的喷水流量都不低于最小需求喷水流量的基础上,尽量使靠近上游侧的冷却喷淋水以尽量大的喷水流量来喷水;
6、s3,带钢进入精轧连轧机中轧制,在轧制的过程中,根据轧后反馈温度并按照预先设定的上游优先调水策略来调节精轧连轧机中冷却喷淋水的喷水流量,在保证精轧连轧机内所有冷却喷淋水的喷水流量都不低于最小需求喷水流量的基础上,尽量使靠近上游侧的冷却喷淋水以尽量大的喷水流量来喷水;
7、s4,带钢出精轧连轧机出口,精轧连轧机完成对带钢的轧制。
8、进一步地,所述上游优先控水策略包括:
9、s21,除了最上游侧的冷却喷淋水之外,将其它所有冷却喷淋水的喷水流量均设定为最小需求喷水流量;
10、s22,根据精轧连轧机的喷水流量计算模型来计算出最上游侧的冷却喷淋水所需要设置的上游优先喷水流量,将最上游侧的冷却喷淋水的喷水流量设定为所述上游优先喷水流量;
11、s23,按照喷水满量递后法则来调节控制精轧连轧机中所有冷却喷淋水的喷水流量,直至所有冷却喷淋水的喷水流量稳定为止。
12、进一步地,所述喷水满量递后法则为:从最上游侧的冷却喷淋水开始,至最下游侧的冷却喷淋水结束,依次调节精轧连轧机中的各路冷却喷淋水的喷水流量,对于每一路冷却喷淋水,在调节喷水流量时,以上游余留喷水流量与设定喷水流量相加之和的量为目标来调节冷却喷淋水的喷水流量,若该冷却喷淋水调节的喷水流量已经达到最大能力喷水流量,则将未实现的余留喷水流量作为上游余留喷水流量转移派递至下游侧相邻的后序冷却喷淋水。
13、进一步地,所述上游优先调水策略包括:
14、s31,将精轧连轧机中非极值喷水流量的一路冷却喷淋水作为调水目标对象;
15、s32,当轧后反馈温度高于轧后目标温度时,调大调水目标对象的冷却喷淋水的喷水流量,而当轧后反馈温度低于轧后目标温度时,则调小调水目标对象的冷却喷淋水的喷水流量;
16、s33,当调大调水目标对象的冷却喷淋水的喷水流量后,若调水目标对象的冷却喷淋水的喷水流量达到最大能力喷水流量时,将当前调水目标对象冷却喷淋水下游侧相邻的一路冷却喷淋水作为新的调水目标对象,取消当前的调水目标对象;
17、s34,当调小调水目标对象的冷却喷淋水的喷水流量后,若调水目标对象的冷却喷淋水的喷水流量小到最小需求喷水流量时,将当前调水目标对象冷却喷淋水上游侧相邻的一路冷却喷淋水作为新的调水目标对象,取消当前的调水目标对象。
18、进一步地,所述s32还包括:在调节冷却喷淋水喷水流量时,采用pi调节器来控制喷水流量的调节过程。
19、进一步地,所述s32还包括:在调节冷却喷淋水的喷水流量时,调节的量按照喷水流量调节模型来计算确定,所述喷水流量调节模型为式中,δqfb为反馈喷水流量修正值,tfd为带钢出精轧连轧机出口温度实际值,tfdaim为精轧出口温度目标值,f为带钢温度对喷水流量的感度。
20、在本发明的喷水冷却控制方法中,在带钢进入精轧连轧机轧制前,按照预先设定的上游优先控水策略来控制精轧连轧机中冷却喷淋水的喷水流量,在带钢进入精轧连轧机中轧制的过程中,按照预先设定的上游优先调水策略来调节精轧连轧机中冷却喷淋水的喷水流量,基于上述的上游优先控水策略以及上游优先调水策略,在精轧连轧机轧制带钢的过程中,在保证精轧连轧机内所有冷却喷淋水的喷水流量都不低于最小需求喷水流量的基础上,尽量使靠近上游侧的冷却喷淋水以尽量大的喷水流量来喷水,这样一来,就使得精轧连轧机中冷却喷淋水的喷水流量呈现下游侧喷水流量小,而上游侧喷水流量大的状况。
21、本发明的喷水冷却控制方法相对现有技术,其有益效果在于:一方面,带钢在最下游侧冷却喷淋水处没有受到较大喷水流量的急速冷却,由此不会导致带钢的温度不均匀、强度不均匀的状况,从而避免了带钢在经过最后一个机架轧制时发生跑偏甩尾的现象,进而防止生产事故发生;另一方面,由于带钢在精轧连轧机内较上游侧的位置处就已经实现了尽可能多的温降,精轧连轧机中上游侧的带钢的温度不高,氧化铁皮的产生量较少,从而大大降低了氧化铁皮对带钢表面质量的不利影响,轧制后的带钢的表面质量得到了提升。
- 还没有人留言评论。精彩留言会获得点赞!