一种低涡导向器安装边冷却孔的加工装置及方法与流程
1.本发明涉及航空发动机导向器加工技术领域,具体为一种低涡导向器安装边冷却孔的加工装置及方法。
背景技术:
2.目前新型航空发动机为了低压涡轮导向器气流有效循环而增大推力,在导向器的安装边都设计有均匀分布的群孔,这些群孔呈复杂空间角度与导向叶片的方向一致,需在六轴电火花机床上加工,由于导向器尺寸较大,导向器工装较复杂、不利于拆卸,因此需要设计一个简单轻便的加工装置能够使导向器快速找正。
3.导向器成本高、制造周期长、无试件,在电火花加工安装边小孔之前设计出了一个有效程序模拟方法来验证角度及尺寸无误,避免零件在加工因击伤、尺寸不对导致报废。
技术实现要素:
4.针对现有技术中存在的问题,本发明提供一种低涡导向器安装边冷却孔的加工装置及方法。
5.本发明是通过以下技术方案来实现:
6.一种低涡导向器安装边冷却孔的加工装置,包括沿加工设备底盘周向设置的多个夹具,所述夹具放置于设备底盘上,所述夹具包括安装块、第一定位销和第二定位销,所述第一定位销和第二定位销分别设置于安装块的顶部和底部,所述第一定位销与导向器的第二径向定位尺寸φb相切,所述第二定位销与设备底盘外径φa相切。
7.优选的,所述夹具至少设有三个
8.优选的,所述安装块、第一定位销和第二定位销一体成型。
9.优选的,所述第一定位销和第二定位销均与安装块可拆卸连接。
10.优选的,所述第一定位销与导向器可拆卸连接。
11.优选的,所述第二定位销与设备底盘可拆卸连接。
12.优选的,所述安装块底部设有定位条,所述定位条与设备底盘上的卡槽配合。
13.一种低涡导向器安装边冷却孔的加工方法,采用低涡导向器安装边冷却孔的加工装置,包括以下步骤:
14.s1,安装多个夹具;第一定位销与导向器径向相切,所述第二定位销与设备底盘外径相切;
15.s2,设备找正并校验;
16.s3,根据导向器加工厚度进行打孔。
17.优选的,在s2中,校验时,采用十字校验法。
18.优选的,在s3中,打孔时,每旋转1
°
打一个孔。
19.与现有技术相比,本发明具有以下有益效果:
20.本发明一种低涡导向器安装边冷却孔的加工装置通过设置轴向设置的夹具对导
向器进行快速定位,夹具简单,容易拆卸及安装,安装后能够快速找正,同时对环形件的电加工可以借鉴次装置设计方法。
21.本发明一种低涡导向器安装边冷却孔的加工方法中在零件加工前通过“十字”校验法,避免低压涡轮导向器在加工过程中因尺寸超差报废。
附图说明
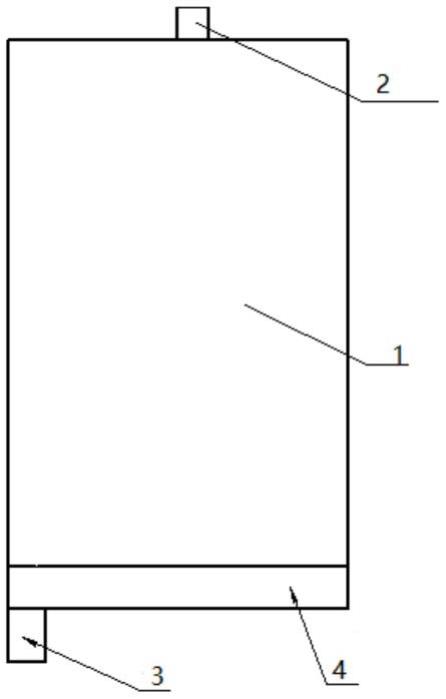
22.图1是夹具结构主视图;
23.图2是夹具结构左视图;
24.图3是夹具装置结构俯视图;
25.图4是夹具装配在设备底盘上的俯视图;
26.图5是低涡导向器俯视图;
27.图6是夹具连接机床及低压导向器图示;
28.图7是a轴电极与导向器安装边相切示意图;
29.图8是校验过程的示意图。
30.图中,1、安装块;2、第一定位销;3、第二定位销;4、定位条;5、设备底盘;6、卡槽;7、导向器。
具体实施方式
31.下面结合具体的实施例对本发明做进一步的详细说明,所述是对本发明的解释而不是限定。
32.本发明公开了一种低涡导向器安装边冷却孔的加工装置,参照图1、2和3,包括沿加工设备底盘周向设置的多个夹具,夹具放置于设备底盘上,夹具至少设有三个。
33.夹具包括安装块1、第一定位销2和第二定位销3,第一定位销2和第二定位销3分别设置于安装块1的顶部和底部,第一定位销2与导向器7的第二径向定位尺寸φb相切,第二定位销3与设备底盘5外径φa相切,即第一定位销2与第二定位销3之间的距离a=φa-φb。
34.安装块底部设有定位条4,参照图4、5和6,定位条与设备底盘5上的卡槽6配合,定位条4与设备卡槽宽度为尺寸b。
35.实施例1
36.安装块1、第一定位销2和第二定位销3一体成型。
37.实施例2
38.第一定位销2和第二定位销3均与安装块1可拆卸连接。第一定位销2与导向器7可拆卸连接。第二定位销3与设备底盘3可拆卸连接。
39.一种低涡导向器安装边冷却孔的加工方法,采用低涡导向器安装边冷却孔的加工装置,包括以下步骤:
40.s1,参照图6、7安装多个夹具;第一定位销2与导向器7径向相切,所述第二定位销与设备底盘外径相切;
41.s2,设备找正并采用十字校验法进行校验,参照图8,具体步骤为:
42.(1)找正后使机床a(带刀具电极)、b轴旋转90
°
,y轴归零,移动x轴目视至导向器7安装边,来回移动y轴,使a轴电极(电极尺寸为φe)与导向器7安装边φc相切,确认是否显
示y轴归零,旋转c轴360
°
的过程中观察a轴电极与导向器7安装边φc确认相切,如图7所示;
43.(2)再移动x轴使a轴电极向导向器7内测移动距离为:φc-φd+φe/2mm,即为安装边气膜孔位置径向尺寸φdmm;
44.(3)使a、b、x、z轴归零后,b轴先旋转20
°
,再使a轴旋转45
°
,移动x、z轴使电极移动至φd位置,最后旋转c轴4次90
°
形成360
°
,在旋转过程中确认电极在φc上,形成“十字”校验方法,如图8所示,注意:移动过程去y轴不动。
45.s3,根据导向器加工厚度进行打孔,每旋转1
°
打一个孔。
46.以上所述的仅仅是本发明的较佳实施例,并不用以对本发明的技术方案进行任何限制,本领域技术人员应当理解的是,在不脱离本发明精神和原则的前提下,该技术方案还可以进行若干简单的修改和替换,这些修改和替换也均属于权利要求书所涵盖的保护范围之内。
技术特征:
1.一种低涡导向器安装边冷却孔的加工装置,其特征在于,包括沿加工设备底盘周向设置的多个夹具,所述夹具放置于设备底盘上,所述夹具包括安装块、第一定位销和第二定位销,所述第一定位销和第二定位销分别设置于安装块的顶部和底部,所述第一定位销与导向器的第二径向定位尺寸φb相切,所述第二定位销与设备底盘外径φa相切。2.根据权利要求1所述的低涡导向器安装边冷却孔的加工装置,其特征在于,所述夹具至少设有三个。3.根据权利要求1所述的低涡导向器安装边冷却孔的加工装置,其特征在于,所述安装块、第一定位销和第二定位销一体成型。4.根据权利要求1所述的低涡导向器安装边冷却孔的加工装置,其特征在于,所述第一定位销和第二定位销均与安装块可拆卸连接。5.根据权利要求1所述的低涡导向器安装边冷却孔的加工装置,其特征在于,所述第一定位销与导向器可拆卸连接。6.根据权利要求1所述的低涡导向器安装边冷却孔的加工装置,其特征在于,所述第二定位销与设备底盘可拆卸连接。7.根据权利要求1所述的低涡导向器安装边冷却孔的加工装置,其特征在于,所述安装块底部设有定位条,所述定位条与设备底盘上的卡槽配合。8.一种低涡导向器安装边冷却孔的加工方法,采用如权利要求1~7任一项所述的低涡导向器安装边冷却孔的加工装置,其特征在于,包括以下步骤:s1,安装多个夹具;第一定位销与导向器径向相切,所述第二定位销与设备底盘外径相切;s2,设备找正并校验;s3,根据导向器加工厚度进行打孔。9.根据权利要求8所述的低涡导向器安装边冷却孔的加工装置,其特征在于,在s2中,校验时,采用十字校验法。10.根据权利要求8所述的低涡导向器安装边冷却孔的加工装置,其特征在于,在s3中,打孔时,每旋转1
°
打一个孔。
技术总结
本发明涉及航空发动机导向器加工技术领域,尤其涉及一种低涡导向器安装边冷却孔的加工装置及方法,包括沿加工设备底盘周向设置的夹具,所述夹具放置于设备底盘上,所述夹具包括安装块、第一定位销和第二定位销,所述第一定位销和第二定位销分别设置于安装块的顶部和底部,所述第一定位销与导向器的第二径向定位尺寸ΦB相切,所述第二定位销与设备底盘外径ΦA相切。本发明一种低涡导向器安装边冷却孔的加工装置通过设置轴向设置的夹具对导向器进行快速定位,夹具简单,容易拆卸及安装,安装后能够快速找正,同时对环形件的电加工可以借鉴次装置设计方法。借鉴次装置设计方法。借鉴次装置设计方法。
技术研发人员:王冬 王震 王瑞科 乔诗雨 赵耀阳 张亮 白文岗 苏鑫
受保护的技术使用者:中国航发动力股份有限公司
技术研发日:2022.06.29
技术公布日:2022/8/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1