化纤丝锭纸管端面成型用智能驱动进给机构及其工作方法与流程
1.本技术涉及自动化控制技术领域,尤其是涉及一种化纤丝锭专用纸管端面成型用智能驱动进给机构及其工作方法。
背景技术:
2.化纤丝锭专用纸管是化纤丝锭的辅助材料,对两端面的要求很高,尺寸要准确,且不能出现毛刺,如果出现了毛刺,后面丝锭卷绕和退绕都容易出问题,容易把丝刮断,所以需要对专用纸管的端面进行模压整型。
3.在化纤行业化纤丝锭专用纸管端面成型模压整型工艺中,模压需要驱动力和稳定精确的进给控制,在相关技术中,采用液压工作站和液压缸的方式提供进给控制,液压工作站噪音大、能耗高、维护成本高,进给量只能通过人工调整机械限位的方式进行控制,生产不同产品需要不同的进给量,以及相同产品水份含量不同时,都需要频繁地调整机械限位,换型效率低,调整过程还容易伤到手指,有待改进。
技术实现要素:
4.为了解决采用液压工作站和液压缸带来的换型效率低、噪音大、能耗高、维护成本高的技术问题,本发明提供了一种化纤丝锭专用纸管端面成型用智能驱动进给机构及其工作方法。
5.一方面,本技术提供的一种化纤丝锭专用纸管端面成型用智能驱动进给机构采用如下的技术方案:一种化纤丝锭专用纸管端面成型用智能驱动进给机构,包括机架、伺服电机、第一传动轮、第二传动轮、传动皮带、丝杆、丝杆螺母和进给块,所述伺服电机固定在机架上,所述丝杆旋转地设置在机架上,所述第一传动轮设置在伺服电机的电机轴上,所述第二传动轮设置在丝杆的一端,所述第一传动轮和第二传动轮通过传动皮带传动连接,所述进给块通过滑轨滑块机构设置在机架上,所述丝杆螺母固定在进给块上,并且与丝杆螺接,所述伺服电机通过第一传动轮、第二传动轮和传动皮带带动丝杆旋转,丝杆旋转带动丝杆螺母和进给块移动。
6.通过采用上述技术方案,完全舍弃了使用液压工作站和液压缸进行进给控制的方案,而是采用伺服电机作为动力源,然后通过传动皮带和丝杆这些传动机构带动进给块移动,由于进给块通过滑轨滑块机构设置在机架上,进给块的运动顺滑、方向精准,伺服电机可以直接执行设定的运动任务,调整进给只需要通过输入数据即可,包括进给速度和进给距离,不需要设置机械限位,操作和控制更加简洁,换型效率高,还能降低操作人员的劳动强度和对操作人员的操作技能要求;而且控制精度高,进给精度可达到微米级;伺服电机与液压工作站和液压缸相比,还具有噪音小、能耗小、维护成本低的优点。本技术在化纤行业化纤丝锭专用纸管端面成型加工工艺中,为专用纸管端面成型加工提供稳定精确的进给控制,保证专用纸管端面成型后的外观尺寸一致性,降低成品不良率。
7.优选地,所述进给块上还固定设有进给顶杆,所述进给顶杆用于推动外部物料移
动。
8.通过采用上述技术方案,化纤丝锭专用纸管可以套设在进给顶杆上,然后跟随进给顶杆移动,实现进给控制。
9.优选地,所述机架上固定设有轴承,所述丝杆固定在所述轴承内。
10.通过采用上述技术方案,丝杆的转动更顺畅,传动精度高。
11.优选地,所述滑轨滑块机构的数量为多个。
12.通过采用上述技术方案,能有效保证进给块的运动稳定性,承载力更大。
13.优选地,所述智能驱动进给机构还包括伺服控制模块,所述伺服控制模块包括参数设定模块、伺服定位模块、数据采集模块、数据计算模块和数据分发模块;所述参数设定模块用于设定定位参数;所述伺服定位模块用于驱动伺服电机按照设定的定位参数运动;所述数据采集模块用于采集伺服电机开始运动后返回的运动数据;所述数据计算模块用于对数据采集模块采集的运动数据进行计算,并与定位参数进行比对,输出比对结果;所述数据分发模块用于将数据计算模块做出的比对结果分发给伺服定位模块;所述伺服定位模块还用于驱动伺服电机按照数据分发模块分发的比对结果继续运动,或驱动伺服电机返回原点。
14.通过采用上述技术方案,设置的数据采集模块可以采集伺服电机运动后返回的运动数据,数据计算模块运动数据进行计算,并与定位参数进行比对,输出比对结果,如果比对结果是ok,伺服定位模块驱动伺服电机返回原点,如果比对结果是ng,伺服定位模块驱动伺服电机按照数据差值继续运动,直到比对结果ok。所以本技术能精确反馈进给数据,并能够反复纠正,保证了进给的高精度,专用纸管长度的可控性好。
15.优选地,所述伺服控制模块包括数据记录模块,所述数据记录模块用于记录伺服电机的运动数据和数据计算模块做出的比对结果。
16.通过采用上述技术方案,数据记录模块能保存历史生产数据,供管理查阅。
17.优选地,所述伺服控制模块包括通讯模块,所述通讯模块用于将数据记录模块内的数据传送给外部设备。
18.通过采用上述技术方案,所述通讯模块包括数据接口,可将历史生产数据上传到用户的生产管理系统服务器,用户通过生产管理系统就能访问历史生产数据。
19.另一方面,本技术提供的一种化纤丝锭专用纸管端面成型用智能驱动进给机构的工作方法采用如下的技术方案:一种上面所述化纤丝锭专用纸管端面成型用智能驱动进给机构的工作方法,包括以下步骤:s1, 利用参数设定模块设定定位参数;s2,当所述伺服控制模块收到上位机的启动信号后,伺服定位模块驱动伺服电机按照设定的定位参数运动;s3,在伺服电机运动的同时,数据采集模块开始采集伺服电机返回的运动数据;s4,在伺服电机完成设定的定位参数后,数据计算模块开始计算数据采集模块采集到的运动数据,并与定位参数进行比对,得到比对结果;如果数据计算模块计算得到的计算数据与定位参数相等,则输出比对结果为ok,如果数据计算模块计算得到的计算数据与定位参数不相等,则输出比对结果为ng,同时输出数据差值;s5,数据计算模块计算完成并得到比对结果后,数据分发模块把比对结果分发给伺服定位模块;s6,伺服定位模块收到比对结果后,如果比对结果为ng,则需要再次驱动伺服电机按照比对结果中的数据差值进行运动;s7,重复步骤s4至s6,直到数据计算模块输出比对结果为ok,此时伺服定位模块驱动伺服电机回到原点。
20.通过采用上述技术方案,伺服控制模块能控制伺服电机按照设定的定位参数工作,还能精确地反馈进给数据,能够反复纠正,保证了进给的高精度。
21.优选地,在步骤s7之后,还包括步骤s8,利用数据记录模块记录伺服电机的运动数据和数据计算模块做出的比对结果。
22.通过采用上述技术方案,数据记录模块能保存历史生产数据,供管理查阅。
23.优选地,在步骤s8之后,还包括步骤s9,利用通讯模块将数据保存模块保存的数据传送给外部设备。
24.通过采用上述技术方案,所述通讯模块包括数据接口,可将历史生产数据上传到用户的生产管理系统服务器,用户通过生产管理系统就能访问历史生产数据。
25.综上所述,本技术包括以下至少一种有益技术效果:1.采用伺服电机作为动力源,然后通过传动皮带和丝杆这些传动机构带动进给块移动,进给块的运动顺滑、方向精准,伺服电机可以直接执行设定的运动任务,不需要设置机械限位,操作和控制更加简洁,换型效率高,还能降低操作人员的劳动强度和对操作人员的操作技能要求;2.伺服电机控制精度高,进给精度可达到微米级;伺服电机与液压工作站和液压缸相比,还具有噪音小、能耗小、维护成本低的优点;3.本技术能精确反馈进给数据,并能够反复纠正,保证了进给的高精度,专用纸管长度的可控性好;4.数据记录模块能保存历史生产数据,供管理查阅;通讯模块包括数据接口,可将历史生产数据上传到用户的生产管理系统服务器,用户通过生产管理系统就能访问历史生产数据;5.本技术通过实时监测推力和位置变化,智能调整推出位置,能保证专用纸管长度的一致性。
附图说明
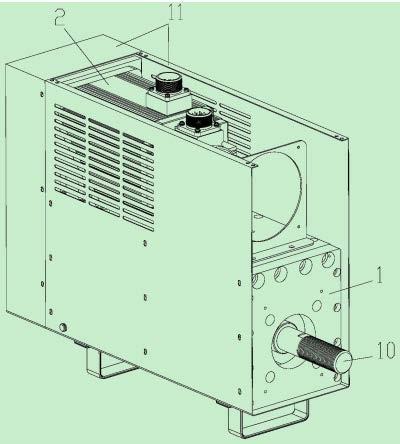
26.图1是本技术所述智能驱动进给机构实施例的立体图;图2是本技术所述智能驱动进给机构实施例隐藏保护罩后的立体图;图3是本技术所述智能驱动进给机构实施例隐藏保护罩后另一角度的立体图;图4是本技术所述智能驱动进给机构实施例的分解结构示意图;图5是本技术所述智能驱动进给机构实施例内部结构的正视图;图6是本技术所述智能驱动进给机构实施例内部结构的立体图。
27.附图标记说明:1、机架;2、伺服电机;3、第一传动轮;4、第二传动轮;5、传动皮带;6、丝杆;7、丝杆螺母;8、进给块;9、滑轨滑块机构;10、进给顶杆;11、保护罩。
具体实施方式
28.以下结合附图1-6对本技术作进一步详细说明。
29.本技术实施例公开一种化纤丝锭专用纸管端面成型用智能驱动进给机构,参照图3和图4,包括机架1、保护罩11、伺服电机2、第一传动轮3、第二传动轮4、传动皮带5、丝杆6、丝杆螺母7和进给块8,所述伺服电机2固定在机架1上,所述丝杆6旋转地设置在机架1上,所
述第一传动轮3设置在伺服电机2的电机轴上,所述第二传动轮4设置在丝杆6的一端,所述第一传动轮3和第二传动轮4通过传动皮带5传动连接,所述进给块8通过滑轨滑块机构9设置在机架1上,所述丝杆螺母7固定在进给块8上,并且与丝杆6螺接,所述伺服电机2通过第一传动轮3、第二传动轮4和传动皮带5带动丝杆6旋转,丝杆6旋转带动丝杆螺母7和进给块8移动。所述保护罩11用于遮盖和保护智能驱动进给机构的内部零件。
30.在本实施例中,所述机架1上固定设有轴承,所述丝杆6固定在所述轴承内。丝杆6的转动更顺畅,传动精度高。所述滑轨滑块机构9的数量为多个(具体为二个),能有效保证进给块8的运动稳定性,承载力更大。
31.在本实施例中,所述化纤丝锭专用纸管端面成型用智能驱动进给机构还包括伺服控制模块,所述伺服控制模块包括参数设定模块、伺服定位模块、数据采集模块、数据计算模块、数据分发模块、数据记录模块和通讯模块;所述参数设定模块用于设定定位参数;所述伺服定位模块用于驱动伺服电机按照设定的定位参数运动;所述数据采集模块用于采集伺服电机开始运动后返回的运动数据;所述数据计算模块用于对数据采集模块采集的运动数据进行计算,并与定位参数进行比对,输出比对结果;所述数据分发模块用于将数据计算模块做出的比对结果分发给伺服定位模块;所述伺服定位模块还用于驱动伺服电机按照数据分发模块分发的比对结果继续运动,或驱动伺服电机返回原点;所述数据记录模块用于记录伺服电机的运动数据和数据计算模块做出的比对结果,即数据记录模块能保存历史生产数据,供管理查阅;所述通讯模块用于将数据记录模块内的数据传送给外部设备,所述通讯模块包括数据接口,可将历史生产数据上传到用户的生产管理系统服务器,用户通过生产管理系统就能访问历史生产数据。
32.通过采用上述技术方案,设置的数据采集模块可以采集伺服电机运动后返回的运动数据,数据计算模块运动数据进行计算,并与定位参数进行比对,输出比对结果,如果比对结果是ok,伺服定位模块驱动伺服电机返回原点,如果比对结果是ng,伺服定位模块驱动伺服电机按照数据差值继续运动,直到比对结果ok。所以本技术能精确反馈进给数据,并能够反复纠正,保证了进给的高精度,专用纸管长度的可控性好。
33.本技术完全舍弃了使用液压工作站和液压缸进行进给控制的方案,而是采用伺服电机2作为动力源,然后通过传动皮带5和丝杆6这些传动机构带动进给块8移动,由于进给块8通过滑轨滑块机构9设置在机架1上,进给块8的运动顺滑、方向精准,伺服电机2可以直接执行设定的运动任务,调整进给只需要通过输入数据即可,包括进给速度和进给距离,不需要设置机械限位,操作和控制更加简洁,换型效率高,还能降低操作人员的劳动强度和对操作人员的操作技能要求;而且控制精度高,进给精度可达到微米级;伺服电机2与液压工作站和液压缸相比,还具有噪音小、能耗小、维护成本低的优点。
34.在本实施例中,所述进给块8上还固定设有进给顶杆10,所述进给顶杆10用于推动外部物料移动。当外部物料为化纤丝锭专用纸管时,专用纸管可以套设在进给顶杆10上,然后跟随进给顶杆10移动,实现进给控制。本技术在化纤行业化纤丝锭专用纸管端面成型加工工艺中,为专用纸管端面成型加工提供稳定精确的进给控制,保证专用纸管端面成型后的外观尺寸一致性,降低成品不良率。
35.上面所述化纤丝锭专用纸管端面成型用智能驱动进给机构的工作方法包括以下步骤:s1, 利用参数设定模块设定定位参数;s2,当所述伺服控制模块收到上位机的启动信
号后,伺服定位模块驱动伺服电机按照设定的定位参数运动;s3,在伺服电机运动的同时,数据采集模块开始采集伺服电机返回的运动数据;s4,在伺服电机完成设定的定位参数后,数据计算模块开始计算数据采集模块采集到的运动数据,并与定位参数进行比对,得到比对结果;如果数据计算模块计算得到的计算数据与定位参数相等,则输出比对结果为ok,如果数据计算模块计算得到的计算数据与定位参数不相等,则输出比对结果为ng,同时输出数据差值;s5,数据计算模块计算完成并得到比对结果后,数据分发模块把比对结果分发给伺服定位模块;s6,伺服定位模块收到比对结果后,如果比对结果为ng,则需要再次驱动伺服电机按照比对结果中的数据差值进行运动;s7,重复步骤s4至s6,直到数据计算模块输出比对结果为ok,此时伺服定位模块驱动伺服电机回到原点。
36.在本实施例中,在步骤s7之后,还包括步骤s8,利用数据记录模块记录伺服电机的运动数据和数据计算模块做出的比对结果。在步骤s8之后,还包括步骤s9,利用通讯模块将数据保存模块保存的数据传送给外部设备。数据记录模块能保存历史生产数据,供管理查阅。所述通讯模块包括数据接口,可将历史生产数据上传到用户的生产管理系统服务器,用户通过生产管理系统就能访问历史生产数据。
37.所述伺服控制模块能按照实际产品特性设置定位参数,并控制伺服电机按照设定的定位参数工作,能达到自动调节化纤丝锭专用纸管的长度,还能精确地反馈进给数据,能够反复纠正,保证了进给的高精度,降低成品的不良率。所述伺服控制模块采用可编程逻辑控制系统,能在复杂环境稳定运行。本技术还可以通过实时监测推力和位置变化,智能调整推出位置,进一步保证专用纸管长度的一致性。
38.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1