一种模具翻边加工部带整形机构的制作方法
1.本发明涉及汽车组件模具加工设备技术领域,具体为一种模具翻边加工部带整形机构。
背景技术:
2.在汽车加工的过程中经常会使用到冲压模具,冲压模具是在室温下利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法,其中翻边加工部指的是在坯料的平面部分或曲面部分上,利用模具的作用,使之沿封闭或不封闭的曲线边缘形成有一定角度的直壁或凸缘的成型方法,是冲压工艺的一种;在汽车生产领域模具翻边加工部的工艺使用非常的多,尤其对于车身大地板薄板料的加工过程中,翻边加工部是使用非常频繁的工艺,但是现有的翻边加工部模具不能防止翻边加工部结束后加工零件的回弹,会经常出现制件回弹大的情况出现,而为了保证制件不发生回弹,就需要在翻边加工部结束之后再增加一套整形模具,不仅增加了生产成本,而且延迟生产的时间。
技术实现要素:
3.本发明的目的在于提供一种模具翻边加工部带整形机构,以解决上述背景技术中提出模具冲压工具中不容易翻边、翻边过后容易回弹、浪费成本和延长生产时间的技术问题。
4.为实现上述目的,本发明提供如下技术方案:一种模具翻边加工部带整形机构,放置在模型台上,包括配合使用的上模座和下模座,上模座和下模座之间设置有需要进行翻边处理的加工零件,加工零件的内部设置有加工水平部和翻边加工部,翻边加工部的水平两侧分别设置有第一翻整机构镶块和第二翻整机构镶块,第一翻整机构镶块设置在翻边加工部的斜上方,第一翻整机构镶块与设置在上模座底部的上模翻整机构连接,在上模翻整机构带动下移动靠近翻边加工部并挤压翻边加工部,第二翻整机构镶块设置在加工水平部的下方,且在上模座和下模座的夹持下保持固定状态,第一翻整机构镶块的下方设置有翻边顶出装置,翻边顶出装置的顶部与翻边加工部接触,且能通过顶压翻边加工部带动加工零件向上移动。
5.进一步的,上模翻整机构与上模座的底部在竖直方向固定连接,上模翻整机构在水平方向滑动连接,上模翻整机构的下方设置有翻整机构驱动块,翻整机构驱动块的顶部设置有与上模翻整机构底部匹配连接的限位倾斜面,限位倾斜面沿着靠近翻边加工部方向倾斜向下延伸。
6.进一步的,上模翻整机构的顶部设置有带动上模翻整机构远离翻边加工部的回程氮气缸,回程氮气缸的一侧设置有限制回程氮气缸移动最大行程的机构行程限位块。
7.进一步的,上模翻整机构通过水平移动结构与上模座的底部连接,上模翻整机构的顶部设置有开口向上的矩形限位槽,上模座的底部设置有深入到矩形限位槽内部的移动
限位块,回程氮气缸设置在移动限位块和矩形限位槽的侧壁之间,通过抵压矩形限位槽的内侧壁促使上模翻整机构水平移动。
8.进一步的,上模座和翻整机构驱动块之间设置有限位腔体,限位腔体设置在上模翻整机构远离第一翻整机构镶块的一侧,机构行程限位块设置在限位腔体的内部,机构行程限位块与上模座的底部固定连接。
9.进一步的,上模座和下模座之间设置有上压料芯和下托料芯,上压料芯和下托料芯分别为设置在加工零件的水平加工部的上方和下方,上压料芯和下托料芯靠近加工零件的翻边加工部端部设置有容纳腔体,第二翻整机构镶块设置在容纳腔体的内部,上压料芯和第二翻整机构镶块顶部别挤压加工零件的水平加工部的上下两个侧壁,加工零件的翻边加工部与第二翻整机构镶块水平方向侧壁相接触。
10.进一步的,上压料芯的上方设置有上模压料板,下托料芯的下方设置有下模托料板,下托料芯的水平一端向下弯折,下模托料板的顶部与下托料芯的上表面匹配接触。
11.进一步的,第一翻整机构镶块设置在上模翻整机构的水平端部,且与上模翻整机构固定连接,第一翻整机构镶块跟随上模翻整机构沿着靠近翻边加工部的方向向斜下方移动,且在上模翻整机构的带动下挤压近翻边加工部。
12.进一步的,翻边顶出装置设置在第二翻整机构镶块下方,翻边顶出装置的顶部设置有位于加工零件的翻边加工部下方的支撑连接块,支撑连接块在翻边顶出装置内部驱动机构带动下竖直向上顶压翻边加工部。
13.进一步的,上模座和下模座之间设置有竖直向上的第一复位油缸,上模座和上模压料板之间的设置有第二复位油缸,下底座和下模压料板之间设置有第三复位油缸,通过第一复位油缸、第二复位油缸和第三复位油缸促进上模座向上复位。
14.与现有技术相比,本发明的有益效果是:1、本发明通过上模座和下模座作为支撑上模翻整机构和翻整机构驱动块的载体,通过上压料芯和下托料芯来固定加工零件,通过上模压料板和下模托料板来挤压上压料芯和下托料芯,通过第一翻整机构镶块和第二翻整机构镶块来进行加工零件的翻边加工,同时通过上模翻整机构和翻整机构驱动块的相互接触,能够在翻整机构驱动块的限制下使上模翻整机构跟随上模座的竖向移动转变为水平移动,然后挤压第一翻整机构镶块,从而使第一翻整机构镶块保持对翻边加工部的挤压,防止翻边加工部的回弹,从而精简后续的整形工序,节省成本,缩短生产时间。
15.2、本发明通过第一复位油缸、第二复位油缸和第三复位油缸促进上模座向上复位,在上模座的向上移动过程中通过矩形限位槽和回程氮气缸促进上模翻整机构在水平方向复位,通过机构行程限位块限位上模翻整机构的水平移动范围,通过翻边顶出装置带动加工好的加工零件的底部,方便通过顶压翻边加工部来向上取出加工零件,方便上模座、上压料芯和上模翻整机构的复位,节省生产时间,降低成本。
附图说明
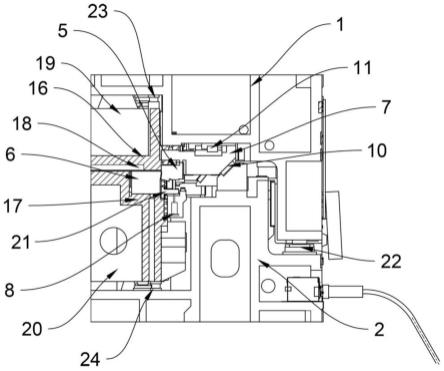
16.图1为本发明的结构示意图;图2为本发明中图1中a-a中的刨视图图;图3为本发明中上模翻整机构和翻整机构驱动块的连接示意图;
图4为本发明中翻边加工部和第二翻整机构镶块的连接示意图;图5为本发明中上模座和上模翻整机构的连接示意图。
17.图中:1、上模座;2、下模座;3、加工水平部;4、翻边加工部;5、第一翻整机构镶块;6、第二翻整机构镶块;7、上模翻整机构;8、翻边顶出装置;9、翻整机构驱动块;10、限位倾斜面;11、回程氮气缸;12、机构行程限位块;13、矩形限位槽;14、移动限位块;15、限位腔体;16、上压料芯;17、下托料芯;18、容纳腔体;19、上模压料板;20、下模托料板;21、支撑连接块;22、第一复位油缸;23、第二复位油缸;24、第三复位油缸。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
19.实施例1如图1至图5所示,一种模具翻边加工部带整形机构,放置在模型台上,其特征在于:包括配合使用的上模座1和下模座2,上模座1和下模座2之间设置有需要进行翻边处理的加工零件,加工零件的内部设置有加工水平部3和翻边加工部4,翻边加工部4的水平两侧分别设置有第一翻整机构镶块5和第二翻整机构镶块6,第一翻整机构镶块5设置在翻边加工部4的斜上方,第一翻整机构镶块5与设置在上模座1底部的上模翻整机构7连接,在上模翻整机构7带动下移动靠近翻边加工部4并挤压翻边加工部4。第一翻整机构镶块5设置在上模翻整机构7的水平端部,且与上模翻整机构7固定连接,第一翻整机构镶块5跟随上模翻整机构7沿着靠近翻边加工部4的方向向斜下方移动,且在上模翻整机构7的带动下挤压近翻边加工部4。第二翻整机构镶块6设置在加工水平部3的下方,且在上模座1和下模座2的夹持下保持固定状态。
20.上模座1和下模座2之间设置有上压料芯16和下托料芯17,上压料芯16和下托料芯17分别为设置在加工零件的水平加工部的上方和下方,上压料芯16和下托料芯17靠近加工零件的翻边加工部4端部设置有容纳腔体18,第二翻整机构镶块6设置在容纳腔体18的内部,上压料芯16和第二翻整机构镶块6顶部别挤压加工零件的水平加工部的上下两个侧壁,加工零件的翻边加工部4与第二翻整机构镶块6水平方向侧壁相接触。上压料芯16的上方设置有上模压料板19,下托料芯17的下方设置有下模托料板20,下托料芯17的水平一端向下弯折,下模托料板20的顶部与下托料芯17的上表面匹配接触。
21.第一翻整机构镶块5的下方设置有翻边顶出装置8,翻边顶出装置8的顶部与翻边加工部4接触,且能通过顶压翻边加工部4带动加工零件向上移动。翻边顶出装置8设置在第二翻整机构镶块6下方,翻边顶出装置8的顶部设置有位于加工零件的翻边加工部4下方的支撑连接块21,支撑连接块21在翻边顶出装置8内部驱动机构带动下竖直向上顶压翻边加工部4。
22.上模翻整机构7与上模座1的底部在竖直方向固定连接,上模翻整机构7在水平方向滑动连接,上模翻整机构7的下方设置有翻整机构驱动块9,翻整机构驱动块9的顶部设置有与上模翻整机构7底部匹配连接的限位倾斜面10,限位倾斜面10沿着靠近翻边加工部4方向倾斜向下延伸。上模翻整机构7的顶部设置有带动上模翻整机构7远离翻边加工部4的回程氮气缸11,回程氮气缸11的一侧设置有限制回程氮气缸11移动最大行程的机构行程限位
块12。上模翻整机构7通过水平移动结构与上模座1的底部连接,上模翻整机构7的顶部设置有开口向上的矩形限位槽13,上模座1的底部设置有深入到矩形限位槽13内部的移动限位块14,回程氮气缸11设置在移动限位块14和矩形限位槽13的侧壁之间,通过抵压矩形限位槽13的内侧壁促使上模翻整机构7水平移动。上模座1和翻整机构驱动块9之间设置有限位腔体15,限位腔体15设置在上模翻整机构7远离第一翻整机构镶块5的一侧,机构行程限位块12设置在限位腔体15的内部,机构行程限位块12与上模座1的底部固定连接。
23.上模座1和下模座2之间设置有竖直向上的第一复位油缸22,上模座1和上模压料板19之间的设置有第二复位油缸23,下底座和下模压料板之间设置有第三复位油缸24,通过第一复位油缸22、第二复位油缸23和第三复位油缸24促进上模座1向上复位。
24.本发明中上模座1在模具闭合的过程中逐渐靠近下模座2,上模压料板19与下模托料板20开始接触,上模压料板19压着下模托料板20开始向下移动,直至下模托料板20移动到模型台上,此时上压料芯16和下托料芯17在上模压料板19与下模托料板20的作用下压紧加工零件,而此时上模翻整机构7继续向下移动,在上模翻整机构7向下移动的过程中,第一翻整机构镶块5开始与加工零件接触,进行加工零件的翻边工作,直持续到模具闭合3mm前停止,最后3mm此时上模翻整机构7在翻整机构驱动块9的限位倾斜面10的限制下不断靠进翻边加工部4,从而使第一翻整机构镶块5挤压翻边加工部4,完成最后的成型工作;翻边成型工作完成后,进入复位阶段,上模座1、上压料芯16和上模翻整机构7均向上移动进行复位,同时回程氮气缸11抵靠矩形限位槽13的内侧壁,推动上模翻整机构7在水平方向复位,最后翻边顶出装置8通过支撑连接块21,带动加工零件的翻边加工部4,辅助把加工零件顶出,总之本发明能够得到节省一套整形模具的效果,大大缩减了模具制造成本以及模具制造周期,同时还能方便车间后期零件整改,大大降低后期由于模具整改而造成的材料成本和人工消耗,也避免了后期可能出现的机床调试等各种损失,具有方便加工零件翻边、翻边过后不容易回弹、节省成本和缩短生产时间的优点。
25.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1