钟表部件、钟表以及钟表部件的制造方法与流程
1.本发明涉及钟表部件、钟表以及钟表部件的制造方法。
背景技术:
2.使用对金属表面照射激光而形成有文字、标记等花纹的钟表部件。在专利文献1中,激光使用飞秒激光。通过对钟表部件照射飞秒激光来进行使金属表面的固体瞬间气化分散的消融加工。通过消融加工形成表面粗糙度大且光泽度低的面。在照射飞秒激光的位置形成有底部的光泽度低的槽。利用该槽在钟表部件上形成有花纹、文字、标记等图案。
3.专利文献1:日本特开2018-20378号公报
4.在专利文献1的加工中使用飞秒激光,因此在钟表部件上形成有槽底的光泽度低的面。在钟表部件的加工中,存在想要使通过飞秒激光加工而形成的微小的切削面具有光泽的情况,此时需要设置与飞秒激光加工不同的工序。但是,难以对利用飞秒激光形成的细小的切削面进行光泽加工,设置其他工序也有可能使生产率降低。因此,期望使利用飞秒激光的加工面的任意部位具有光泽而成为具有设计性的外观的制造方法。
技术实现要素:
5.钟表部件的制造方法包括如下工序:对金属部件的表面照射飞秒的脉冲宽度的第一激光,从而形成具有规定图案的第一加工面;以及对所述第一加工面的至少一部分照射飞秒以上的脉冲宽度的第二激光,从而形成表面粗糙度比所述第一加工面小的第二加工面。
6.钟表部件具有:金属制的基材;第一加工面,其是通过对所述基材照射飞秒的脉冲宽度的第一激光而形成的,具有规定图案,且表面粗糙度为第一表面粗糙度;以及第二加工面,其是通过对所述第一加工面的至少一部分照射飞秒以上的脉冲宽度的第二激光而形成的,表面粗糙度为小于所述第一表面粗糙度的第二表面粗糙度。
7.钟表具备上述记载的钟表部件。
附图说明
8.图1为第一实施方式的钟表的后视图。
9.图2是示出第一加工面的表面形状的测定例的图。
10.图3是示出第二加工面的表面形状的测定例的图。
11.图4是激光装饰方法的流程图。
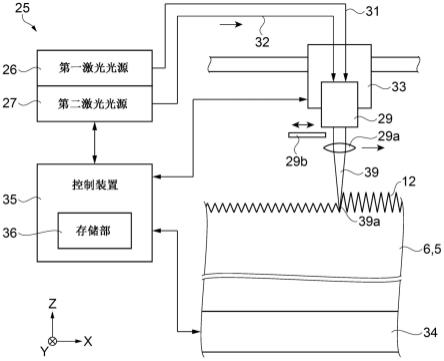
12.图5是用于说明第一加工工序的示意图。
13.图6是用于说明第一加工工序的示意图。
14.图7是用于说明第一加工工序的示意图。
15.图8是用于说明第二加工工序的示意图。
16.图9是用于说明第二加工工序的示意图。
17.图10是示出第一加工面的示意侧剖视图。
18.图11是示出第二加工面的示意侧剖视图。
19.图12为第二实施方式的钟表的后视图。
20.图13是用于说明第三实施方式的氧化膜的膜厚与颜色之间的关系的图。
21.标号说明
22.1、45:钟表;5、46:作为钟表部件和金属部件的夹板(受
け
板);6、47:基材;12:第一加工面;13:作为图案的第一图案;14:第二加工面;15:作为图案的第二图案;16:作为图案的第三图案;17:作为图案的第四图案;18:作为图案的第五图案;28:飞秒激光;39:作为第二激光的纳秒激光;42:氧化膜。
具体实施方式
23.第一实施方式
24.在图1中,本实施方式的钟表1是3针式的模拟式手表。图1是从背面侧观察钟表1的图。钟表1并不限定于模拟钟表,只要是具有金属部件的钟表即可,例如,也可以是数字钟表、组合钟表、智能手表或健康手表。
25.钟表1是透视后盖的手表。由于在主体2上安装有透明的后盖3,因此成为能够观察内部的机构的结构。主体2作为壳体发挥功能。主体2的材质为钛、不锈钢等硬质金属。主体2为大致圆形。在主体2的环状的壁的内周嵌合有后盖3。后盖3的材质为蓝宝石玻璃。
26.在主体2的内部收纳有用于驱动指针的机芯4。在图1中,经由后盖3观察机芯4的钟表部件和作为金属部件的夹板5。夹板5具备金属制的基材6。在基材6上设置有多个齿轮的轴承7。基材6的材质为钛、钛合金或不锈钢。此外,基材6的材质也可以使用锌白铜、黄铜、硬铝、含铁的合金等金属。
27.基材6具有第一区域8、第二区域9和第三区域11。第一区域8中的基材6的面为第一加工面12。第一区域8及第一加工面12的形状成为作为图案的第一图案13。换言之,第一加工面12具有第一图案13。第一加工面12的表面粗糙度为第一表面粗糙度。第一加工面12和第一图案13是通过对基材6照射飞秒的脉冲宽度的第一激光而形成的。第一激光例如为飞秒激光,脉冲宽度的范围优选为100fs~900fs。
28.第二区域9中的基材6的面为第二加工面14。第二区域9的第二加工面14由4个部分构成。4个部分的形状是作为图案的第二图案15、作为图案的第三图案16、作为图案的第四图案17和作为图案的第五图案18。第二加工面14的表面粗糙度为第二表面粗糙度。第二表面粗糙度小于第一表面粗糙度。第二加工面14是通过对第一加工面12照射飞秒以上的脉冲宽度的第二激光而形成的。因此,第二加工面14是覆盖第一加工面12的一部分的面。在本实施方式中,第一加工面12具有第一图案13和第二图案15~第五图案18。第二加工面14具有第二图案15~第五图案18。
29.第一加工面12的表面粗糙度为第一表面粗糙度。第二加工面14的表面粗糙度为第二表面粗糙度。表面粗糙度基于测定的面的表面形状。表面粗糙度为算术平均粗糙度sa。第一表面粗糙度和第二表面粗糙度通过形状分析激光显微镜进行测定。形状解析激光显微镜为keyence公司制的vk-x250(注册商标)。测定时的形状解析激光显微镜的倍率为150倍。
30.第三区域11中的基材6的面为非加工面19。第三区域11的非加工面19由4个部分构
成。4个部分的形状为第六图案21、第七图案22、第八图案23、第九图案24。非加工面19是既未被照射飞秒激光也未被照射第二激光的面。
31.图2和图3是沿着规定的线测定表面粗糙度的线粗糙度测定中的粗糙度曲线的例子。横轴表示测定表面粗糙度的测定位置。详细而言,以距测定开始点的距离来表示。纵轴表示基材6的厚度方向上的表面形状的位置。测定结果的平均位置为0。+方向是表面形状突出的方向,-方向是表面形状凹陷的方向。
32.如图2所示,在第一加工面12的表面形状的例子中,表面的凹凸在-0.897μm~+0.897μm之间变化。
33.如图3所示,在第二加工面14的表面形状的例子中,表面的凹凸在-0.295μm~+0.295μm之间变化。第二加工面14的表面粗糙度比第一加工面12的表面粗糙度小。
34.表面粗糙度是指表面粗糙度测定,是将线粗糙度测定扩展为2维的测定。与线粗糙度测定同样地,在表面粗糙度测定中,第二加工面14的表面粗糙度也比第一加工面12的表面粗糙度小。因此,第二表面粗糙度小于第一表面粗糙度。第二表面粗糙度优选为0.1μm以上且0.3μm以下。
35.根据该结构,基材6的表面具备第一加工面12和第二加工面14。第一加工面12的表面粗糙度比第二加工面14的表面粗糙度大,因此第一加工面12成为光泽度低的所谓亚光的面。光泽度用光泽计测定。由于第二加工面14的表面粗糙度比第一加工面12的表面粗糙度小,因此第二加工面14成为光泽度高的面。基材6的表面具备光泽度低的第一加工面12和光泽度高的第二加工面14,因此与仅由光泽度低的第一加工面12构成时相比,能够使基材6的表面成为具有设计性的外观。
36.接下来,对上述的夹板5的第一加工面12以及第二加工面14的制造方法进行说明。在图4的流程图中,步骤s1是第一加工工序。在该工序中,通过对夹板5的基材6的表面照射飞秒激光,形成具有第一图案13以及第二图案15~第五图案18的第一加工面12。接着,转移到步骤s2。
37.步骤s2是第二加工工序。在该工序中,通过对第一加工面12的一部分照射飞秒以上的脉冲宽度的第二激光,形成表面粗糙度比第一加工面12小且氧化膜比第一加工面12厚的第二加工面14。通过以上的工序,完成第一加工面12以及第二加工面14。在此,飞秒以上的脉冲宽度例如优选为100fs以上,进一步优选为1ns以上且200ns以下。
38.接着,与图4所示的步骤对应地详细说明制造方法。
39.图5至图7是与步骤s1的第一加工工序对应的图。如图5所示,准备激光加工装置25。激光加工装置25具有第一激光光源26和第二激光光源27。第一激光光源26是发出飞秒激光28的光源。第二激光光源27是发出纳秒激光的光源。第二激光光源27只要能够发出飞秒以上的脉冲宽度的激光即可。第二激光光源27发出的激光不限定于纳秒激光。第二激光光源27也用作发出皮秒激光的光源。
40.激光加工装置25具备向基材6照射飞秒激光28或纳秒激光的照射部29。第一激光光源26与照射部29通过第一光纤31连接起来。由第一激光光源26发出的飞秒激光28通过第一光纤31供给至照射部29。第二激光源27与照射部29通过第二光纤32连接起来。由第二激光光源27发出的纳秒激光通过第二光纤32供给至照射部29。
41.照射部29具备聚光透镜29a以及快门29b。聚光透镜29a使飞秒激光28和纳秒激光
会聚到基材6的表面。飞秒激光28和纳秒激光会聚而成的第一聚光部28a的直径没有限定,在本实施方式中例如为25μm。快门29b在飞秒激光28以及纳秒激光的照射与非照射之间进行切换。
42.激光加工装置25具有使照射部29在x方向上移动的x工作台33。激光加工装置25具备使基材6在y方向上移动的y工作台34。x工作台33和y工作台34具有未图示的伺服电机。
43.激光加工装置25具备控制装置35。控制装置35控制x工作台33和y工作台34的移动速度和移动量。控制装置35具备存储部36。在存储部36中存储有对基材6照射飞秒激光28的路径的坐标数据。控制装置35能够基于路径的坐标数据在规定的图案内扫描飞秒激光28或纳秒激光。
44.控制装置35与第一激光光源26、第二激光光源27以及照射部29电连接。控制装置35控制第一激光光源26、第二激光光源27的发光开始和发光停止。控制装置35控制照射部29的快门29b的开闭。
45.在步骤s1中,第一激光光源26发出飞秒激光28,第二激光光源27停止发光。对基材6照射飞秒激光28。沿着照射飞秒激光28的轨迹在基材6的表面上形成凹凸37。通过照射飞秒激光28,进行使基材6表面的金属分子瞬间气化分散的消融加工。通过消融加工形成表面粗糙度大且光泽度低的面。
46.如图6所示,作为照射飞秒激光28的轨迹的第一轨迹38并行地配置有多个。第一轨迹38可以是曲线,也可以是直线。第一轨迹38也可以是将曲线和直线组合而成的花纹。其结果是,在规定的图案内无间隙地设置有凹凸37。
47.照射飞秒激光28的条件没有特别限定。在本实施方式中,例如飞秒激光28的第一聚光部28a的激光能量密度为2600mj/cm2~2700mj/cm2。激光脉冲的频率约为505khz。扫描速度为1300mm/s。照射激光脉冲的位置的间距为2.6μm。
48.如图7所示,在夹板5的基材6上形成了第一图案13、第二图案15、第三图案16、第四图案17、第五图案18的第一加工面12。
49.图8和图9是与步骤s2的第二加工工序对应的图。如图8所示,使用激光加工装置25。在步骤s2中,第一激光光源26停止发光,第二激光光源27发出作为第二激光的纳秒激光39。对基材6照射纳秒激光39。纳秒激光39会聚而成的第二聚光部39a的直径为25μm。纳秒激光39的第二聚光部39a的激光能量密度为350mj/cm2~450mj/cm2。激光脉冲的频率约为100khz。扫描速度为400mm/s。照射激光脉冲的位置的间距为4μm。照射激光脉冲的位置的间距没有特别限定,但在第二聚光部39a的直径为25μm时,间距优选为3μm以上且10μm以下。间距除以第二聚光部39a的直径而得到的值优选为0.12以上且0.4以下。当间距小于3μm时,生产率低。当间距超过10μm时,外观的均匀性受损。通过使间距固定而等间隔地照射纳秒激光39,能够使氧化膜的膜厚接近固定。
50.在每隔4μm照射直径为25μm的第二聚光部39a时,第二聚光部39a的一部分重叠。将该重叠的面积除以第二聚光部39a的面积而得到的重叠率优选为50%以上且90%以下。当重叠率小于50%时,外观的均匀性受损。当重叠率超过90%时,生产率降低。
51.凹凸37沿着照射纳秒激光39的轨迹被氧化。通过照射纳秒激光39,基材6的表面被加热。由于基材6在大气中被加热,因此金属分子与氧结合而被氧化。另外,在凹凸37的突出的部分,热量难以散发,因此推测为进行熔融。因此,通过加热进行熔融和氧化,形成表面粗
糙度小且光泽度高的面。
52.如图9所示,作为照射纳秒激光39的轨迹的第二轨迹41并行地配置有多个。第二轨迹41可以是曲线,也可以是直线。其结果是,规定的图案内的表面的凹凸37被无间隙地氧化。在图9中,第一轨迹38与第二轨迹41交叉地配置。不限于此,第一轨迹38和第二轨迹41可以平行,也可以重叠。第一轨迹38和第二轨迹41也可以是无关的轨迹。
53.如图1所示,对第二图案15、第三图案16、第四图案17、第五图案18的第一加工面12照射纳秒激光39。其结果是,在第二图案15、第三图案16、第四图案17、第五图案18处以覆盖第一加工面12的方式形成第二加工面14。
54.第一加工面12的表面是通过飞秒激光28的照射而形成的面。因此,如图10所示,第一加工面12的凹凸37大,第一表面粗糙度大。第一加工面12的表面是通过消融加工而形成的面。因此,金属分子不与氧键合,氧化膜42的膜厚较薄。
55.第二加工面14的表面是对第一加工面12照射纳秒激光39而形成的面。因此,如图11所示,第二加工面14的凹凸37小,第二表面粗糙度小。第二加工面14的表面是在大气中被加热的面,因此氧化膜42的膜厚比第一加工面12厚。
56.氧化膜的厚度例如通过以下的方法来测定。利用树脂固定夹板5。接着,将固化后的树脂和夹板5切断,对固化后的树脂的截面进行研磨。通过扫描电子显微镜观察树脂及夹板5的截面,测定氧化膜42的厚度。
57.根据该制造方法,在步骤s1中,向作为金属部件的夹板5的基材6的表面照射飞秒激光28。飞秒激光28是脉冲宽度为飞秒级的激光。由飞秒激光28的第一轨迹38形成规定的图案。该图案包括花纹、文字、图形等。利用飞秒激光28进行使金属瞬间气化分散的消融加工。通过消融加工而形成有图案的面为第一加工面12。对第一加工面12的一部分照射第二激光的纳秒激光39。第二激光的脉冲宽度为飞秒激光28的脉冲宽度以上。因此,在被照射了第二激光的部位形成氧化膜42。形成有该氧化膜42的面为第二加工面14。第二加工面14的氧化膜42比第一加工面12的氧化膜42厚。氧化膜42厚的一方与薄的时候相比,表面粗糙度变小,成为有光泽的面。因此,与第一加工面12相比,能够使第二加工面14成为具有光泽的面。其结果是,第二加工面14是比第一加工面12具有光泽的面,因此能够成为具有设计性的外观。
58.根据该制造方法,在步骤s2中使用的第二激光为纳秒激光39。纳秒激光39是脉冲宽度为纳秒级的激光。纳秒激光39能够在不破坏由飞秒激光28形成的图案的情况下使第一加工面12成为具有光泽的第二加工面14。
59.在第二加工面14中,氧化膜42的膜厚大于0nm且为10nm以下。根据该制造方法,第二加工面14的氧化膜42的膜厚大于0nm,因此能够成为具有光泽的面。由于第二加工面14的氧化膜42的膜厚为10nm以下,因此能够使照射飞秒激光28而形成的图案看起来不被破坏。由于第二加工面14的氧化膜42的膜厚为10nm以下,因此氧化膜42是透明的。
60.根据该结构,通过对钛、钛合金或不锈钢的基材6照射飞秒激光28而形成第一加工面12。进而,通过对基材6照射纳秒激光39而形成第二加工面14。钛、钛合金和不锈钢难以镀敷,因此难以实施镀敷而使外观发生变化。因此,即使钟表部件的材质为难以实施电镀的钛、钛合金或不锈钢,也能够在外观上增加多种变化。
61.钟表1具有上述的夹板5。根据该结构,钟表1所具备的上述夹板5具有富有设计性
的外观。因此,钟表1能够成为具备富有设计性的外观的钟表部件的钟表。
62.第二实施方式
63.本实施方式与第一实施方式的不同之处在于,图1所示的第一区域8的第一图案13成为第二加工面14。此外,对与第一实施方式相同的结构标注相同的附图标记,并省略重复的说明。
64.如图12所示,钟表45具有作为钟表部件和金属部件的夹板46。夹板46具备金属制的基材47。基材47的材质与第一实施方式的基材6相同。
65.基材47具有第一区域8、第二区域9以及第三区域11。第一区域8和第二区域9中的基材47的面为第二加工面14。第一区域8的形状为第一图案13。第二区域9的第二加工面14由4个部分构成。4个部分的形状是第二图案15、第三图案16、第四图案17、第五图案18。
66.第二加工面14是通过对第一加工面12照射飞秒激光28的脉冲宽度以上的脉冲宽度的第二激光而形成的。因此,第二加工面14是覆盖整个第一加工面12的面。
67.第一加工面12的表面粗糙度为第一表面粗糙度。第二加工面14的表面粗糙度为第二表面粗糙度。第二表面粗糙度为0.1μm以上且0.3μm以下。第二表面粗糙度小于第一表面粗糙度。夹板46具备第一加工面12和第二加工面14,第二加工面14覆盖整个第一加工面12。
68.根据该结构,基材47的表面具备第二加工面14。第二加工面14是覆盖第一加工面12的面。第一加工面12是表面粗糙度比第二加工面14大且光泽度低的面。第二加工面14成为表面粗糙度比第一加工面12小且光泽度高的面。第二加工面14是光泽度高的面,与光泽度低的第一加工面12相比,能够成为具有设计性的外观。
69.接着,使用图4对上述的夹板46的制造方法进行说明。在图4的流程图中,步骤s1的第一加工工序与第一实施方式相同。
70.在步骤s2的第二加工工序中,通过对所有的第一加工面12照射飞秒以上的脉冲宽度的第二激光,形成表面粗糙度比第一加工面12小且氧化膜42比第一加工面12厚的第二加工面14。通过以上的工序,完成覆盖第一加工面12的第二加工面14。
71.根据该制造方法,对第一加工面12的所有部位照射第二激光。在被照射了第二激光的部位形成氧化膜42。形成有该氧化膜42的面为第二加工面14。第二加工面14的氧化膜42比第一加工面12的氧化膜厚。氧化膜42厚的一方与薄的时候相比,表面粗糙度变小,成为有光泽的面。因此,与第一加工面12相比,能够使第二加工面14成为具有光泽的面。其结果是,第二加工面14是比第一加工面12具有光泽的面,因此能够成为具有设计性的外观。
72.第三实施方式
73.在上述第一实施方式中,将第二加工面14的氧化膜42的厚度设为10nm以下。氧化膜42的厚度也可以超过10nm。如图13所示,当氧化膜42的厚度超过10nm时,观察到着色的表面。通过调整色调,能够成为具有设计性的外观。
74.能够通过纳秒激光39增减基材6所接收的能量来控制氧化膜42的膜厚。在由能量引起的参数中,存在扫描速度、频率、第二聚光部39a的激光能量密度。频率表示从照射部29射出的纳秒激光39的频率。例如设频率以外的参数是固定的。在想要使膜厚变厚的情况下,提高频率而缩短第二聚光部39a的间距。此外,例如设扫描速度以外的参数是固定的。在想要使膜厚变厚的情况下,降低扫描速度而缩短第二聚光部39a的间距。这样,通过控制基材6接收到的能量,能够控制氧化膜42的厚度。
75.第四实施方式
76.在所述第一实施方式中,在照射第二激光而形成了第二加工面14时,制造工序结束。此外,也可以对第二加工面14实施各种金属的镀敷。通过调整色调,能够成为具有设计性的外观。
77.第五实施方式
78.在上述第一实施方式中,使间距固定而等间隔地照射纳秒激光39。也可以逐渐切换间距而照射纳秒激光39。由于氧化膜42的膜厚逐渐变化,因此能够对光泽度赋予渐变。通过使氧化膜42的膜厚逐渐变厚,能够对色调赋予渐变。将第二聚光部39a移动的轨迹设为扫描线。能够对扫描线的方向赋予渐变。
79.通过逐渐改变扫描线的间隔,氧化膜42的膜厚逐渐改变,因此能够对光泽度赋予渐变。能够在与扫描线交叉的方向上赋予渐变。
80.第六实施方式
81.在所述第一实施方式中,在夹板5上形成有第一加工面12和第二加工面14。在所述第二实施方式中,在夹板46上形成有第一加工面12和第二加工面14。此外,形成有第一加工面12和第二加工面14的钟表部件也可以是夹板5和夹板46等支承部件、电路罩、摆锤(回転錘)、底板、后盖、表盘、指针和摆轮(
てんぷ
)中的任意部件。
82.根据该结构,支承部件、电路罩、摆锤、底板、后盖、表盘、指针以及摆轮中的任意部件具备第一加工面12和第二加工面14。第二加工面14是对第一加工面12的图案附加了光泽的面。因此,具有第二加工面14的支承部件、电路罩、摆锤、底板、后盖、表盘、指针和摆轮能够提高钟表的装饰性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1