一种脉冲电流辅助异温轧制复合送料装置及复合方法
1.本发明涉及异温轧制技术领域,具体而言,尤其涉及一种脉冲电流辅助异温轧制复合送料装置及复合方法。
背景技术:
2.随着工业的发展,单金属板由于成本、结构、性能等因素,逐渐不能满足制造业的需求。双金属复合板是利用各种复合技术将性能不同的金属在界面上实现冶金结合而形成的复合材料。通过合适的材料选择及合理的结构设计,金属复合板能够极大地改善单一金属材料的热膨胀性、强度、韧性、耐磨损性、耐腐蚀性、电性能、磁性能等诸多性能,因而被广泛地应用到石油、化工、船舶、冶金、电力、水利、交通、环保、食品、制药等工业领域。金属复合板除了具有结构性和功能性的特征之外,还可以节省贵金属的使用,显著降低各种装备材料的成本。
3.目前,金属复合板的制备方法主有爆炸复合法、爆炸-轧制复合法、轧制复合法等。虽然其中爆炸复合法、爆炸-轧制复合法两种制备方法广泛应用于金属组合且其生产方式灵活,但是在具体加工制造时对技术要求高,难于进行精确控制,且受外界环境影响大、生产效率低。传统的轧制复合法虽然可进行高效率连续生产,但对于难/易变形金属复合板,两种金属间的变形协调能力差,复合板翘曲严重,残余应力大,难以实现高强度复合。而普通的热轧金属复合板的工艺采用普通平辊热轧,轧制温度高,界面处极易生成脆性化合物,导致结合强度低,同样解决不了异种金属间变形协调性差的问题。
技术实现要素:
4.有鉴于此,本发明的目的在于提出一种脉冲电流辅助异温轧制复合送料装置及复合方法,本发明的送料装置在脉冲电流的辅助下,使难变形金属产生热塑性和电塑性效应,使难变形金属的变形抗力降低,塑性增强,以解决现有不同延伸率金属板之间协调变形和冶金结合难的技术问题。
5.本发明采用的技术手段如下:
6.一种脉冲电流辅助异温轧制复合送料装置,包括装置本体,所述装置本体包括相连的上层料箱和下层料箱,所述上层料箱和下层料箱的一侧通过密封盖密封,所述密封盖上设置有进气口,所述上层料箱和下层料箱中间设置有隔热板,所述上层料箱内设置有易变形金属板,所述易变形金属板靠近密封盖侧设置有上推杆,所述上推杆贯穿密封盖设置,所述下层料箱内设置有难变形金属板,所述难变形金属板靠近密封盖侧设置有下推杆,所述下推杆贯穿密封盖设置,所述下推杆内部设置有下推杆电极,所述下推杆电极的一端与难变形金属板相接触,所述下推杆电极的另一端与电源装置相连,所述电源装置的另一端与轧辊端电极相连,所述轧辊端电极与下轧辊相连,所述下轧辊的上方设置有上轧辊。
7.本发明还提供了一种脉冲电流辅助异温轧制复合方法,基于上述脉冲电流辅助异温轧制复合送料装置实现,包括如下步骤:
8.准备易变形金属板和难变形金属板,将所述易变形金属板和难变形金属板去除表面氧化层并对表面进行清洗,得到预处理后的易变形金属板和预处理后的难变形金属板;
9.打开密封盖,将所述预处理后的易变形金属板放入上层料箱,将所述预处理后的难变形金属板放入下层料箱,用所述下推杆将难变形金属板向下轧辊方向推进,直至所述难变形金属板的一端与下轧辊完全接触,关闭所述密封盖;
10.保持下推杆电极与难变形金属板接触,由进气口处向下层料箱通入氩气,启动电源装置向难变形金属板通入脉冲电流从而对难变形金属板进行预加热;
11.设定轧辊的压下率和轧制速度,保持向难变形金属板通入脉冲电流,所述上推杆与下推杆以同步速度将易变形金属板和难变形金属板推入上轧辊与下轧辊中进行复合板轧制,得到难/易变形金属复合板。
12.进一步地,预加热后的所述难变形金属板的延伸率与易变性金属板的延伸率相同。
13.进一步地,所述易变形金属板的长度小于难变形金属板的长度。
14.进一步地,将所述易变形金属板和难变形金属板去除表面氧化层并对表面进行清洗包括如下步骤:将所述易变形金属板和难变形金属板用细砂纸打磨后进行抛光处理后用无水乙醇或丙酮搽拭干净。
15.进一步地,所述易变形金属板在上层料箱中的温度与室温相同,所述难变形金属板的预加热后温度为—℃,所述易变形金属板和难变形金属板间保持距离以避免难变形金属板在预加热过程中对易变形金属板传递热量。
16.进一步地,所述预加热的温度与难变形金属板的轧制温度相同。
17.进一步地,在复合板轧制过程中,所述下层料箱内持续通满惰性气体。
18.较现有技术相比,本发明具有以下优点:
19.本发明公开了一种脉冲电流辅助异温轧制复合送料装置及复合方法,本发明的送料装置在脉冲电流的辅助下,使难变形金属产生热塑性和电塑性效应,因此难变形金属的变形抗力降低,塑性增强,使不同延伸率的金属板之间实现协调变形和冶金结合。利用本送料装置轧制难/易变形金属复合板,能够获得良好的板型、提高复合强度和界面结合性能,同时能够提高各项力学性能,满足加工标准及要求,且得到的复合板兼具两种金属的优点。本发明装置清洁、高效,对外界环境、设备要求较低,可靠性高,可规模化量产。本发明可解决难/易变形金属变形不协调和界面结合强度低的问题,能适用于多种难/易变形金属复合板的轧制制备。
附图说明
20.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
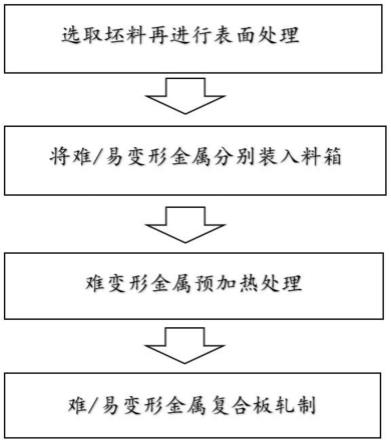
21.图1为本发明异温轧制复合板流程图。
22.图2为本发明送料装置主视图。
23.图3为本发明送料装置电脉冲加热电路示意图。
24.图4为本发明轧制过程示意图。
25.图中:1、上推杆;2、密封盖;3、上层料箱;4、易变形金属板;5、上轧辊;6、下轧辊;7、轧辊端电极;8、隔热板;9、下层料箱;10、难变形金属板;11、下推杆电极;12、进气口;13、下推杆;14、电源装置。
具体实施方式
26.为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
27.需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
28.易变形金属板和难变形金属板是相对而言的,在复合板的轧制过程中,由于两种材料的属性不同,导致轧制出的复合板产生变形不协调,经过同一道轧制工序后,变形量大的为易变形金属,变形量小的为难变形金属。例如:钛铝板复合轧制,其中铝的变形大,为易变形金属;钛的变形小,为难变形金属。铜钼复合板轧制中,铜的变形量大,为易变形金属;钼的变形量小,为难变形金属。
29.如图2所示,本发明提供了一种脉冲电流辅助异温轧制复合送料装置,包括装置本体,所述装置本体包括相连的上层料箱3和下层料箱9,所述上层料箱3和下层料箱9的一侧通过密封盖2密封,所述密封盖2上设置有进气口12,所述上层料箱3和下层料箱9中间设置有隔热板8,所述上层料箱3内设置有易变形金属板4,所述易变形金属板4靠近密封盖2侧设置有上推杆1,所述上推杆1贯穿密封盖2设置,所述下层料箱9内设置有难变形金属板10,所述难变形金属板10靠近密封盖2侧设置有下推杆13,所述下推杆13贯穿密封盖2设置,所述下推杆13内部设置有下推杆电极11,所述下推杆电极11的一端与难变形金属板10相接触,所述下推杆电极11的另一端与电源装置14相连,所述电源装置14的另一端与轧辊端电极7相连,所述轧辊端电极7与下轧辊6相连,所述下轧辊6的上方设置有上轧辊5。
30.本发明还提供了一种脉冲电流辅助异温轧制复合方法,如图1、图3、图4所示,包括如下步骤:
31.s1、准备坯料:选取150mm
×
30mm
×
2mm的铜板、200mm
×
30mm
×
2mm的钼板,依次用400目、800目、1200目砂纸对铜板和钼板的待结合界面进行打磨处理,清除待结合金属界面上的油污和氧化膜,之后使用抛光机进行抛光处理,消除铜板和钼板待结合界面上的粗糙划痕,再用无水乙醇和丙酮将抛光过的板材表面进行充分清洗;
32.s2、坯料装箱:用上推杆1把准备好的铜板从进料口推入上层料箱3,用下推杆13将
钼板从进料口推入下层料箱9,再将钼板推至轧辊处,直至钼板右端与下轧辊6完全接触,封上料箱左侧的密封盖2,阻止轧制过程中下层料箱9中流入空气;
33.s3、钼板加热:保持下推杆13顶端处的电极11与钼板接触,保持钼板与下轧辊6之间的接触,从密封盖2进气口处向下层料箱9通入氩气,使下层料箱9中充满惰性气体,防止钼板在加热过程中氧化,将脉冲电流参数设置范围为:脉冲电流密度100~1000a/mm2,频率500~3000hz,脉冲宽度30~100μm,在上、下层料箱之间采用隔热板8将难、易变形金属板隔离,接通电源,对下层料箱9中的钼板进行预加热,加热到满足钼板轧制变形的温度;
34.s4、复合板轧制:设定轧制压下率为60%、轧制速度为25r/min,继续通入脉冲电流,保持轧制过程中钼板的温度稳定,保持轧制过程中下层料箱9始终通入氩气,保持上推杆1和下推杆13之间同步进给,将铜板和钼板推入轧辊,进行钼铜复合板的轧制,得到难/易变形金属的复合板。
35.本专利的工作原理为利用脉冲电流辅助加热,通过温度和电流作用,改变难变形金属板的塑性,使难变形金属版和易变形金属板的轧制变形一致,从而实现难易变形金属板的良好复合。
36.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1