一种机械去除热轧钢板表面氧化铁的装置及去除方法与流程
1.本发明属于钢板热轧技术领域,具体涉及一种机械去除热轧钢板表面氧化铁的装置及去除方法。
背景技术:
2.在钢板热轧过程中,坯料经过加热炉加热后,其表面在高温状态下被迅速氧化,形成附着在表面难以剥落的氧化铁皮,加热时间越长,氧化铁皮越厚。氧化铁皮俗称鳞皮,在轧制前如果不能将这层氧化铁皮去除,在轧制过程中会被轧辊压入钢板表面,使钢坯表面形成麻点、凹坑等缺陷,影响其质量。另外,残留的氧化铁皮也会加速轧辊的磨损,导致轧辊寿命缩短。所以,钢坯轧制前,必须除去表面的氧化铁皮。
3.现有技术中常常采用高压水的方式对红热钢板表面氧化铁皮进行去除。但采用此种方式,需要配备高压泵、高压蓄势罐、高压控制阀、高压管道等设备,不仅设备成本较高,且有对水资源的依赖。
技术实现要素:
4.本发明提供了一种机械去除热轧钢板表面氧化铁的装置及去除方法,其目的在于提供一种能够既节水又节约成本的轧钢板表面氧化铁的去除装置及去除方法。
5.为了实现上述目的,本发明采用的技术方案是:
6.一种机械去除热轧钢板表面氧化铁的装置,包括
7.机架;
8.带滑块座轴承,带滑块座轴承设置有四个,每个带滑块座轴承上设置有滑槽;
9.除磷辊组,除磷辊组至少包括两个上下设置的上除磷辊和下除磷辊,每个除磷辊的两端分别通过带滑块座轴承上的滑槽滑动连接在机架上;
10.调整装置,调整装置设置四套,其中两套调整装置分别固定在机架的上顶面,另外两套分别固定在机架的下部;固定在机架上顶面的两套调整装置分别与上除磷辊两端的带滑块座轴承连接,固定在机架下部的两套调整装置分别与下除磷辊两端的带滑块座轴承连接;
11.驱动机构,驱动机构分别与上除磷辊和下除磷辊连接。
12.所述的机架包括两个相对设置的框架,框架底部固定连接有底座,底座固定在操作场地上;两个相对设置的框架的相对内侧面上沿竖向分别可拆卸地连接有一套滑轨;每套滑轨的上部和下部均卡接有一个带滑块座轴承,每个带滑块座轴承均与一套调整装置连接。
13.所述的框架为长方形钢板,长方形钢板上开有多个螺纹孔;所述滑轨采用淬火高碳钢制成,滑轨利用螺钉经螺纹孔连接在框架上。
14.所述的上除磷辊和下除磷辊结构相同,均由辊体和硬质合金块组成;所述的辊体为一厚壁钢筒,辊体表面沿周向辐射状开有多个矩形沟槽,每个沟槽内镶嵌有一个硬质合
金块。
15.所述的驱动机构包括两套万向联轴器和两套减速电机;其中一套减速电机通过一套万向联轴器与上除磷辊连接,另一套减速电机通过另一套万向联轴器与下除磷辊连接。
16.所述的调整装置包括调整电机减速机、蜗杆、导向键、丝杠、涡轮、螺母、盖板、弹簧导柱、弹簧、平键和压盖;所述的调整电机减速机通过蜗杆与涡轮连接;螺母螺纹连接在丝杠外;涡轮套接在螺母外,涡轮与螺母的接触面上通过平键连接固定;所述丝杠为中空圆柱体,其内侧壁上开有竖向键槽;弹簧导柱上设置有导向键,弹簧导柱通过导向键可上下移动的卡接在丝杠的竖向键槽内,丝杠的下部与带滑块座轴承连接;带滑块座轴承与丝杠之间的弹簧导柱上套接有弹簧;所述压盖套在丝杠上部外侧,并可拆卸的连接在涡轮上;所述盖板套接在涡轮下方的螺母上,并与机架可拆卸连接。
17.所述的上除磷辊和下除磷辊的转向对向设置。
18.所述的机架包括两个相对设置的框架,框架底部固定连接有底座,底座固定在操作场地上;两个相对设置的框架的相对内侧面上沿竖向分别可拆卸地连接有一套滑轨;所述四个带滑块座轴承通过其上的滑槽卡接在滑轨上;所述的框架为长方形钢板,长方形钢板上开有多个螺纹孔;所述滑轨采用淬火高碳钢制成,滑轨利用螺钉经螺纹孔连接在框架上;所述的上除磷辊和下除磷辊结构相同,均由辊体和硬质合金块组成;所述的辊体为一厚壁钢筒,辊体表面沿周向辐射状开有多个矩形沟槽,每个沟槽内镶嵌有一个硬质合金块;所述的驱动机构包括两套万向联轴器和两套减速电机;其中一套减速电机通过一套万向联轴器与上除磷辊连接,另一套减速电机通过另一套万向联轴器与下除磷辊连接;所述的调整装置包括调整电机减速机、蜗杆、导向键、丝杠、涡轮、螺母、盖板、弹簧导柱、弹簧、平键和压盖;所述的调整电机减速机通过蜗杆与涡轮连接;螺母螺纹连接在丝杠外;涡轮与螺母通过平键连接为一体;丝杠内侧壁上设置有导向键;所述弹簧导柱的上部可上下滑动的置于丝杠内,丝杠的下部与带滑块座轴承连接;带滑块座轴承与丝杠之间的弹簧导柱上套接有弹簧;所述压盖套在丝杠上部外侧,并可拆卸的连接在涡轮上;所述盖板套接在涡轮下方的螺母上,并与机架可拆卸连接;所述的上除磷辊和下除磷辊的转向对向设置。
19.一种机械去除热轧钢板表面氧化铁的方法,采用一种去除热轧钢板表面氧化铁的装置,包括如下步骤,
20.步骤一:对调整装置进行调整
21.启动调整电机减速机,调整电机减速机驱动蜗杆带动涡轮旋转,同时驱动丝杠和螺母运动,使得丝杠做上下平移运动,上除磷辊和下除磷辊的间距得到调整,从而调整上除磷辊和下除磷辊对红热钢板的压力;
22.步骤二:驱动机构启动
23.驱动机构中的两套减速电机启动,分别通过两套万向联轴器带动上除磷辊和下除磷辊对向旋转,红热钢板在上除磷辊和下除磷辊之间逆向平移;
24.步骤三:上除磷辊和下除磷辊上设置的硬质合金块对红热钢板进行挤压、刮削,即可完成红热钢板表面氧化铁皮的去除。
25.有益效果:
26.(1)本发明通过机架、四个带滑块座轴承、除磷辊组、四套调整装置和驱动机构有机构成去除热轧钢板表面氧化铁的装置,能够有效去除钢坯表面氧化铁皮,满足生产需要。
27.(2)本发明由调整电机减速机、蜗杆、导向键、丝杠、涡轮、螺母、盖板、弹簧导柱、弹簧、平键和压盖有机构成调整装置,通过调整电机减速机驱动蜗杆、涡轮旋转,同时驱动丝杠和螺母运动,最终使丝杠做上下运动,调整弹簧的压力,从而方便、有效的调节上除磷辊和下除磷辊对热钢板压力的作用,取得了较好的去除红热钢板表面氧化铁皮的效果。
28.(3)本发明与现有技术中的高压水除氧化铁皮相比,不需要高压泵、高压蓄势罐、高压控制阀等设备,对红热钢板表面去除氧化铁皮的成本较低。
29.(4)本发明与现有技术中的高压水除氧化铁皮相比,不需布置高压管道,节省厂房空间,且不依赖水资源,节能环保。
30.上述说明仅是本发明技术方案的概述,为了能够更清楚的了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例进行详细说明。
附图说明
31.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
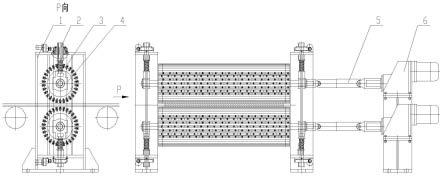
32.图1为本发明的总装图;
33.图2为本发明的机架结构图;
34.图3为本发明的调整装置结构示意图;
35.图4为本发明的除磷辊的剖视图;
36.图5为本发明的机械除氧化铁皮的原理图。
37.图中:
38.1、机架;2、调整装置;3、除磷辊组;4、带滑块座轴承;5、万向联轴器;6、减速电机;7、氧化铁皮;8、红热钢板;1-1、框架;1-2、导轨;2-1、调整电机减速机;2-2、蜗杆;2-3、导向键;2-4、丝杠;2-5、涡轮;2-6、螺母;2-7、盖板;2-8、弹簧导柱;2-9、弹簧;2-10、平键;2-11、压盖;3-1、辊体;3-2、硬质合金块。
39.上述说明仅是本发明技术方案的概述,为了能够更清楚的了解本发明的技术手段,并可依照说明书的内容予以实施,以下通过本发明的较佳实施例进行详细说明。
具体实施方式
40.下面将结合实施例,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.实施例一:
42.参照图1-图4所示的一种机械去除热轧钢板表面氧化铁的装置,包括机架1;
43.带滑块座轴承4,带滑块座轴承4设置有四个,每个带滑块座轴承4上设置有滑槽;
44.除磷辊组3,除磷辊组3至少包括两个上下设置的上除磷辊和下除磷辊,每个除磷辊的两端分别通过带滑块座轴承4上的滑槽滑动连接在机架1上;
45.调整装置2,调整装置2设置四套,其中两套调整装置2分别固定在机架1的上顶面,另外两套分别固定在机架1的下部;固定在机架1上顶面的两套调整装置2分别与上除磷辊两端的带滑块座轴承4连接,固定在机架1下部的两套调整装置2分别与下除磷辊两端的带滑块座轴承4连接;
46.驱动机构,驱动机构分别与上除磷辊和下除磷辊连接。
47.在实际使用时,启动调整装置2,调整上除磷辊和下除磷辊的间距,从而调整上除磷辊和下除磷辊对红热钢板8的压力;之后,启动驱动机构,驱动机构带动上除磷辊和下除磷辊旋转,红热钢板8在上除磷辊和下除磷辊之间平移通过,通过上除磷辊和下除磷辊时,上除磷辊和下除磷辊对红热钢板进行挤压、刮削,即可完成红热钢板表面氧化铁皮7的去除。
48.本发明能够有效去除钢坯表面氧化铁皮,满足生产需要;相比高压水除氧化铁皮的方式,本发明不需要高压泵、高压蓄势罐、高压控制阀等设备,设备成本较低;本发明不需布置高压管道,节省了厂房空间,且没有对水资源的依赖。
49.本实施例中的带滑块座轴承4为现有技术中的标准部件,上除磷辊和下除磷辊与其配合安装,其两侧的滑槽卡在机架的导轨上,能够上下滑动。
50.实施例二:
51.参照图1和图2所示的一种机械去除热轧钢板表面氧化铁的装置,在实施例一的基础上,所述的机架1包括两个相对设置的框架1-1,框架1-1底部固定连接有底座,底座固定在操作场地上;两个相对设置的框架1-1的相对内侧面上沿竖向分别可拆卸地连接有一套滑轨;每套滑轨的上部和下部均卡接有一个带滑块座轴承4,每个带滑块座轴承4均与一套调整装置2连接。
52.进一步的,所述的框架1-1为长方形钢板,长方形钢板上开有多个螺纹孔;所述滑轨采用淬火高碳钢制成,滑轨利用螺钉经螺纹孔连接在框架1-1上。
53.在实际使用时,框架1-1采用钢板焊接而成,导轨1-2采用淬火高碳钢,通过螺钉与框架1-1连接在一起,具有耐磨,易更换的特点。
54.机架1采用本技术方案,能够将上除磷辊和下除磷辊方便的进行连接,且保证了在调整装置2的作用下,上除磷辊和下除磷辊间距的调节,从而达到调节上除磷辊和下除磷辊对红热钢板压力的作用,取得了较好的去除红热钢板表面氧化铁皮7的效果。
55.实施例三:
56.参照图1、图4和图5所示的一种机械去除热轧钢板表面氧化铁的装置,在实施例一的基础上,所述的上除磷辊和下除磷辊结构相同,均由辊体3-1和硬质合金块3-2组成;所述的辊体3-1为一厚壁钢筒,辊体3-1表面沿周向辐射状开有多个矩形沟槽,每个沟槽内镶嵌有一个硬质合金块3-2。
57.在实际使用时,硬质合金块3-2镶嵌在辊体3-1的矩形槽内通过螺钉连接固定。
58.上除磷辊和下除磷辊采用本技术方案,使得在红热钢板通过上除磷辊和下除磷辊时,硬质合金块3-2对红热钢板表面的氧化铁皮7起到挤压、刮削的作用,从而使得去除氧化铁皮7的效果更好。
59.实施例四:
60.参照图1所示的一种机械去除热轧钢板表面氧化铁的装置,在实施例一的基础上,
所述的驱动机构包括两套万向联轴器5和两套减速电机6;其中一套减速电机6通过一套万向联轴器5与上除磷辊连接,另一套减速电机6通过另一套万向联轴器5与下除磷辊连接。
61.实际使用时,驱动机构采用本技术方案,能够方便的实现对上除磷辊和下除磷辊的驱动,达到去除氧化铁皮7的目的。
62.本实施例中的万向联轴器5为现有技术中的标准部件,其将减速电机6和除磷辊组3中的上除磷辊和下除磷辊进行连接,传递动力并补偿被链接轴之间的错位。
63.本实施例中的减速电机6采用的是变频调速,以适应不同材料的钢板。
64.实施例五:
65.参照图1和图3所示的一种机械去除热轧钢板表面氧化铁的装置,在实施例一的基础上,所述的调整装置2包括调整电机减速机2-1、蜗杆2-2、导向键2-3、丝杠2-4、涡轮2-5、螺母2-6、盖板2-7、弹簧导柱2-8、弹簧2-9、平键2-10和压盖2-11;所述的调整电机减速机2-1通过蜗杆2-2与涡轮2-5连接;螺母2-6螺纹连接在丝杠2-4外;涡轮2-5套接在螺母2-6外,涡轮2-5与螺母2-6的接触面上通过平键2-10连接固定;所述丝杠2-4为中空圆柱体,其内侧壁上开有竖向键槽;弹簧导柱2-8上设置有导向键2-3,弹簧导柱2-8通过导向键2-3可上下移动的卡接在丝杠2-4的竖向键槽内,丝杠2-4的下部与带滑块座轴承4连接;带滑块座轴承4与丝杠2-4之间的弹簧导柱2-8上套接有弹簧2-9;所述压盖2-11套在丝杠2-4上部外侧,并可拆卸的连接在涡轮2-5上;所述盖板2-7套接在涡轮2-5下方的螺母2-6上,并与机架1可拆卸连接。
66.实际使用时,涡轮2-5和蜗杆2-2组成一对运动副,丝杠2-4和螺母2-6组成一对运动副,丝杠2-4通过导向键2-3与弹簧导柱2-8配合,涡轮2-5在与螺母2-6的圆柱配合面上连接有平键2-10,通过平键2-10将涡轮2-5和螺母2-6进行固定。调整电机减速机2-1驱动涡轮2-5、蜗杆2-2旋转,同时驱动丝杠2-4、螺母2-6运动,最终使丝杠2-4做上下平移运动。当丝杠2-4向红热钢板方向运动时压进弹簧2-9,弹簧2-9再将压紧力传给除磷辊组3,增加除磷辊组3与热轧钢板之间的压力,反之,则减小压力。弹簧2-9在除氧化铁皮7过程中起缓冲和减震作用,否则除磷辊和钢板之间就成了刚性配合,会产生卡死或除氧化铁皮7不到位的现象。
67.实施例六:
68.参照图1和图5所示的一种机械去除热轧钢板表面氧化铁的装置,在实施例一的基础上,所述的上除磷辊和下除磷辊的转向对向设置。
69.实际使用时,上除磷辊和下除磷辊的转向对向设置,使得红热钢板能够在上除磷辊和下除磷辊的作用下向前输送,且在输送同时对红热钢板表面的氧化铁皮7进行去除。
70.实施例七:
71.参照图1-图4所示的一种机械去除热轧钢板表面氧化铁的装置,在实施例一的基础上,所述的机架1包括两个相对设置的框架1-1,框架1-1底部固定连接有底座,底座固定在操作场地上;两个相对设置的框架1-1的相对内侧面上沿竖向分别可拆卸地连接有一套滑轨;所述四个带滑块座轴承4通过其上的滑槽卡接在滑轨上;所述的框架1-1为长方形钢板,长方形钢板上开有多个螺纹孔;所述滑轨采用淬火高碳钢制成,滑轨利用螺钉经螺纹孔连接在框架1-1上;所述的上除磷辊和下除磷辊结构相同,均由辊体3-1和硬质合金块3-2组成;所述的辊体3-1为一厚壁钢筒,辊体3-1表面沿周向辐射状开有多个矩形沟槽,每个沟槽
内镶嵌有一个硬质合金块3-2;所述的驱动机构包括两套万向联轴器5和两套减速电机6;其中一套减速电机6通过一套万向联轴器5与上除磷辊连接,另一套减速电机6通过另一套万向联轴器5与下除磷辊连接;所述的调整装置2包括调整电机减速机2-1、蜗杆2-2、导向键2-3、丝杠2-4、涡轮2-5、螺母2-6、盖板2-7、弹簧导柱2-8、弹簧2-9、平键2-10和压盖2-11;所述的调整电机减速机2-1通过蜗杆2-2与涡轮2-5连接;螺母2-6螺纹连接在丝杠2-4外;涡轮2-5套接在螺母2-6外,涡轮2-5与螺母2-6的接触面上通过平键2-10连接固定;所述丝杠2-4为中空圆柱体,其内侧壁上开有竖向键槽;弹簧导柱2-8上设置有导向键2-3,弹簧导柱2-8通过导向键2-3可上下移动的卡接在丝杠2-4的竖向键槽内,丝杠2-4的下部与带滑块座轴承4连接;带滑块座轴承4与丝杠2-4之间的弹簧导柱2-8上套接有弹簧2-9;所述压盖2-11套在丝杠2-4上部外侧,并可拆卸的连接在涡轮2-5上;所述盖板2-7套接在涡轮2-5下方的螺母2-6上,并与机架1可拆卸连接;所述的上除磷辊和下除磷辊的转向对向设置。
72.实际使用时,本发明中的上除磷辊和下除磷辊的两端分别与四个带滑块座轴承4配合安装,带滑块座轴承4的滑槽卡在机架1的导轨上,能够上下滑动,减速电机6通过万向联轴器5驱动两个除磷辊3快速对向旋转,通过除磷辊上的硬质合金块,刮削掉板坯表面的氧化铁皮7。通过调整装置2,调节两个除磷辊的间距,以适应不同厚度的坯料,同时可以调节除磷辊和板坯之间的正压力,以获得最佳的去除氧化铁皮的效果,
73.实施例八:
74.参照图1-图5所示,一种机械去除热轧钢板表面氧化铁的方法,采用一装置去除热轧钢板表面氧化铁的装置,包括如下步骤,
75.步骤一:对调整装置2进行调整
76.启动调整电机减速机2-1,调整电机减速机2-1驱动蜗杆2-2带动涡轮2-5旋转,同时驱动丝杠2-4和螺母2-6运动,使得丝杠2-4做上下平移运动,上除磷辊和下除磷辊的间距得到调整,从而调整上除磷辊和下除磷辊对红热钢板8的压力;
77.步骤二:驱动机构启动
78.驱动机构中的两套减速电机6启动,分别通过两套万向联轴器5带动上除磷辊和下除磷辊对向旋转,红热钢板8在上除磷辊和下除磷辊之间逆向平移;
79.步骤三:上除磷辊和下除磷辊上设置的硬质合金块3-2对红热钢板进行挤压、刮削,即可完成红热钢板表面氧化铁皮7的去除。
80.本技术方案采用机械方式有效去除钢坯表面氧化铁皮,满足了生产的需要。与高压水除氧化铁皮相比,本发明不需要高压泵、高压蓄势罐、高压控制阀等设备,设备成本低,且不需布置高压管道,节省了厂房空间。本发明技术方案的采用,避免了对水资源的依赖。
81.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
82.在不冲突的情况下,本领域的技术人员可以根据实际情况将上述各示例中相关的技术特征相互组合,以达到相应的技术效果,具体对于各种组合情况在此不一一赘述。
83.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
84.以上所述,只是本发明的较佳实施例而已,本发明将不会被限制于本文所示的这
些实施例,而是要符合与本文所公开的原理和新颖性特点相一致的最宽的范围。依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1