一种MIG焊机及其引弧控制方法、装置和驱动电路与流程
一种mig焊机及其引弧控制方法、装置和驱动电路
技术领域
1.本发明实施例涉及焊接技术,尤其涉及一种mig焊机及其引弧控制方法、装置和驱动电路。
背景技术:
2.市面上的焊机种类繁多,更新换代也较为迅速。mig焊机由于其焊接成本低,生产效率高和焊接质量高等优点,市场占有率长期处于较为优势的地位。
3.目前mig焊机的驱动电路如图1所示。在开始引弧时为电压pi调节模块101接入引弧空载电压,结合反馈电压uf和设定电压us计算电压误差信号,并在检测到电流有无信号iy为有电流后则撤去引弧空载电压uk,以结束引弧过程。在引弧过程中电弧特性控制模块102电压误差信号生成电弧特性信号,电流pi调节模块103根据电弧特性信号和反馈电流if生成电流误差信号,pwm调节器104根据电流误差信号调节焊接电压和电流,实现对引弧过程的控制。
4.但现有的引弧方法的成功率低,引弧效果不理想,不能满足市场的需求。
技术实现要素:
5.本发明提供一种mig焊机及其引弧控制方法、装置和驱动电路,以实现提高引弧成功率和速度,提供更加理想的引弧效果。
6.第一方面,本发明实施例提供了一种mig焊机的引弧控制方法。所述mig焊机包括焊枪、驱动电路和与所述焊枪和所述驱动电路连接并输出可调驱动电流的电源电路;
7.所述mig焊机的引弧控制方法,包括:
8.响应引弧开始信号,为所述驱动电路接入引弧设定电压;
9.检测所述电源电路的输出电流;
10.在初始检测到所述电源电路的输出电流时,将所述驱动电路的响应频率由第一响应频率提高至第二响应频率,以使所述电源电路的输出电流的增长速率由第一速率提高至第二速率;
11.判断所述输出电流是否达到电流设定峰值;
12.若所述输出电流达到所述电流设定峰值,则撤去所述驱动电路接入的引弧设定电压并恢复所述驱动电路的响应频率。
13.可选地,所述驱动电路包括电压pi调节模块和电流特性控制模块;
14.将所述驱动电路的响应频率由第一响应频率提高至第二响应频率,包括:
15.将所述电压pi调节模块和所述电流特性控制模块的响应频率由第三响应频率提高至第四响应频率,其中,所述第三响应频率小于所述第四响应频率。
16.可选地,判断所述输出电流是否达到电流设定峰值之前,还包括:
17.将所述电流设定峰值由第一预设值增加至第二预设值;
18.撤去所述驱动电路的接入引弧设定电压并恢复所述驱动电路的响应频率的同时,
还包括:
19.将所述电流设定峰值由所述第二预设值恢复至所述第一预设值。
20.第二方面,本发明实施例还提供了一种mig焊机的引弧控制装置,mig焊机的引弧控制装置包括:电压引入模块、电流检测模块、速率调节模块、判断模块和恢复模块,电压引入模块用于响应引弧开始信号,为驱动电路接入引弧设定电压;电流检测模块用于检测电源电路的输出电流;
21.速率调节模块,用于在初始检测到所述电源电路的输出电流时,将所述驱动电路的响应频率由第一响应频率提高至第二响应频率,以使所述电源电路的输出电流的增长速率由第一速率提高至第二速率;判断模块用于判断所述输出电流是否达到电流设定峰值;恢复模块用于若所述输出电流达到所述电流设定峰值,则撤去所述驱动电路的所述引弧设定电压并恢复所述驱动电路的响应频率。
22.可选地,所述速率调节模块包括响应频率调节单元,响应频率调节单元用于将电压pi调节模块和电流特性控制模块的响应频率由第三响应频率提高至第四响应频率,其中,所述第三响应频率小于所述第四响应频率。
23.可选地,引弧控制装置还包括峰值调节模块,峰值调节模块用于将所述电流设定峰值的值由第一预设值增加至第二预设值;所述恢复模块还用于将所述电流设定峰值的值由所述第二预设值恢复至所述第一预设值。
24.第三方面,本发明实施例还提供了一种mig焊机的驱动电路,mig焊机的驱动电路包括:电流检测电路、电压pi调节电路、电弧特性控制电路、电流pi调节电路和pwm调节电路;
25.所述电流检测电路用于检测输出电流并生成输出电流有无信号和电流反馈信号;
26.所述电压pi调节电路与所述电流检测电路连接,用于在引弧过程中根据引弧设定电压和实时的焊接反馈电压确定第一电压误差信号,并在焊接过程中根据焊接设定电压和所述焊接反馈电压确定第二电压误差信号;其中,所述引弧过程中,在存在输出电流的情况下所述电压pi调节电路的响应频率为第四响应频率,在无输出电流的情况下所述电压pi调节电路的响应频率为第三响应频率,所述第三响应频率低于所述第四响应频率;
27.所述电弧特性控制电路分别与所述电压pi调节电路和所述电流检测电路连接,用于根据第一电压误差信号生成第一电弧特性信号,或,根据第二电压误差信号生成第二电弧特性信号;其中,所述引弧过程中,在存在输出电流的情况下所述电弧特性控制电路的响应频率为所述第四响应频率,在无输出电流的情况下所述电弧特性控制电路的响应频率为所述第三响应频率;
28.所述电流pi调节电路分别与所述电弧特性控制电路和所述电流检测电路连接,用于根据电弧特性信号和所述电流反馈信号确定电流误差信号,其中,所述电弧特性信号包括第一电弧特性信号或第二电弧特性信号;
29.所述pwm调节电路与所述电流pi调节电路连接,用于根据所述电流误差信号向电源电路输出pwm调节信号,以调节输出电流和焊接电压。
30.可选地,所述第一电弧特性信号包括电流设定峰值;
31.所述电弧特性控制电路还用于在所述引弧过程中若无输出电流,将所述电流设定峰值设置为第二预设值;若有输出电流,将所述电流设定峰值设置为第一预设值,其中,所
述第一预设值小于所述第二预设值。
32.第四方面,本发明还提供了一种mig焊机,mig焊机包括:焊枪、权利要求第三方面任一所述的驱动电路、电源电路和第二方面任一所述的引弧控制装置。
33.可选地所述引弧控制装置集成于一处理器中。
34.本发明实施例提供的mig焊机及其引弧控制方法、装置和驱动电路,响应引弧开始信号为驱动电路接入引弧设定电压,以启动引弧程序。在初始检测到电源电路的输出电流时,提高驱动电路的响应频率,以使电源电路的输出电流的增长速率随之提高,在短时间内提高焊枪输出的能量,起到快速引弧的作用。在输出电流达到电流设定峰值时撤去驱动电路接入的引弧设定电压并恢复驱动电路的响应频率,恢复驱动电路的响应频率可以保证在焊接过程中电流的稳定变化,提高焊接过程中电流变化的可控性。本实施例提供的引弧控制方法采用增加电源电路的输出电流的增长速率的方式,提高了引弧成功率和速度,提供更加理想的引弧效果。
附图说明
35.图1为现有技术中一种mig焊机的驱动电路的示意图;
36.图2为本发明实施例提供的一种mig焊机的结构示意图;
37.图3为本发明实施例提供的一种mig焊机的引弧控制方法的流程示意图;
38.图4为本发明实施例提供的一种mig焊机的引弧控制方法的流程示意图;
39.图5为本发明实施例提供的一种mig焊机的引弧控制装置的结构示意图;
40.图6为本发明实施例提供的一种mig焊机的引弧控制装置的结构示意图;
41.图7为本发明实施例提供的一种mig焊机的驱动电路的结构示意图;
42.图8为本发明实施例提供的一种mig焊机的结构示意图;
43.图9为一种现有mig焊机在开始引弧后的焊接电压和输出电流的仿真示意图;
44.图10为本发明实施例提供的一种mig焊机在开始引弧后的焊接电压和输出电流的仿真示意图;
45.图11为另一种现有mig焊机在开始引弧后的焊接电压和输出电流的仿真示意图;
46.图12为本发明实施例提供的另一种mig焊机在开始引弧后的焊接电压和输出电流的仿真示意图。
具体实施方式
47.下面结合附图和实施例对本发明作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
48.本发明实施例的第一方面提供了一种mig焊机的引弧控制方法,该方法适用于mig焊机。图2为本发明实施例提供的一种mig焊机的结构示意图,参照图2,mig焊机200包括焊枪201、驱动电路203和与焊枪201和驱动电路203连接并输出可调驱动电流的电源电路202。焊枪201是指mig焊机200上输出焊丝和保护气的装置,示例性地,焊枪201可以包括夹具,夹具能够固定夹持焊接材料。驱动电路203分别与焊枪201和电源电路202连接,驱动电路203能够根据焊枪201输出的电信号控制电源电路202输出的电源。电源电路202能够根据驱动
电路203的控制信号向焊枪201输出可调的电流。在焊接过程中,焊枪201将电源电路202的输出电流的能量转换为焊接热,并不断传输至被焊材料。
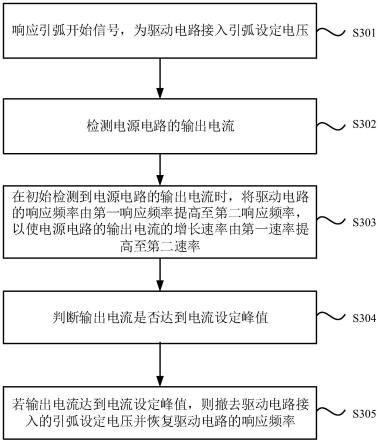
49.图3为本发明实施例提供的一种mig焊机的引弧控制方法的流程示意图,参照图3,mig焊机的引弧控制方法,包括:
50.s301、响应引弧开始信号,为驱动电路接入引弧设定电压。
51.其中,引弧开始信号是指用于启动mig焊机的引弧过程的信号,可以由用户输入也可以由传感信号触发。驱动电路是指mig焊机中为电源电路提供pwm调节信号的电路,可以调节电源电路的输出电流和焊接电压。引弧设定电压是指引弧过程中电源电路需要向焊枪提供的预设电压值。
52.具体地,在检测到引弧开始信号后,为驱动电路接入引弧设定电压,焊接的引弧过程开始。示例性地,引弧开始信号可以由mig焊机的焊枪移动到预设位置而触发。在检测到引弧开始信号后,驱动电路能够根据焊接反馈电压、焊接预设电压、引弧设定电压、电流有无信号和电流反馈信号实时生成pwm调节信号,pwm调节信号能够控制电源电路提供的输出电流和焊接电压。焊接反馈电压是指传感装置检测到的电源电路为焊枪提供的实时电压反馈值。焊接预设电压是指焊接过程中电源电路需要向焊枪提供的预设电压值。电流有无信号是指可以反应焊枪与被焊物体之间是否产生电弧的信号。电流反馈信号是指传感装置检测到的电源电路为焊枪提供的实时电流反馈信号。
53.s302、检测电源电路的输出电流。
54.其中,电源电路是指为焊枪提供输出电流和焊接电压的电路,其提供的输出电流和焊接电压根据pwm调节信号来调整。
55.具体地,检测电源电路的输出电流可以包括检测输出电流的具体值和检测焊枪与被焊物体之间是否存在输出电流。示例性地,可以在电源电路与焊枪的连接线路上设置电流传感器,利用电流传感器采集输出电流,进而根据输出电流生成电流有无信号和电流反馈信号,电流有无信号可以反应焊枪与被焊物体之间是否产生电弧,电流反馈信号可以反应焊枪与被焊物体之间形成的电流值。
56.s303、在初始检测到电源电路的输出电流时,将驱动电路的响应频率由第一响应频率提高至第二响应频率,以使电源电路的输出电流的增长速率由第一速率提高至第二速率。
57.其中,驱动电路的响应频率是指驱动电路的根据实时接入的焊接反馈电压、焊接预设电压、引弧设定电压、电流有无信号和电流反馈信号生成pwm调节信号的频率,该响应频率影响电源电路输出电流的变化速率。初始检测到是指电流有无信号由无电流转变为有电流的瞬间。
58.具体地,对电源电路的输出电流的检测可以采用设置于电源电路线路上的电流传感器。调整驱动电路的响应频率可以通过调节驱动电路中的电感参数来实现。在初始检测到电源电路的输出电流时,电源电路的输出电流正在上升阶段。此时,将驱动电路的响应频率由第一响应频率提高至第二响应频率,可以提高电源电路输出的电流的上升斜率,使得在短时间内输出电流大幅上升,以减小引弧失败的概率。
59.s304、判断输出电流是否达到电流设定峰值。
60.其中,电流设定峰值是指电源电路的输出电流的预设最大值,一旦电源电路的输
出电流超出电流设定峰值则确定引弧成功。
61.具体地,电流传感器可以实时采集电源电路的输出电流。判断处理可以利用与电流传感器连接的信号处理芯片、电路或者单片机来实现。信号处理芯片、电路或者单片机可以对比电流传感器采集到的实时输出电流的值和电流设定峰值的相对关系。电流设定峰值可以根据焊机引弧实验获得,可以将引弧实验过程中引弧成功率最高的电流峰值设置为电流设定峰值。电源电路的输出电流达到该电流设定峰值再撤去驱动电路的引弧设定电压,引弧成功率接近100%。在引弧过程中,电源电路的输出电流有上升阶段,在此阶段中实时判断输出电流与电流设定峰值的相对关系,一旦输出电流达到电流设定峰值,则确定此时引弧成功。
62.s305、若输出电流达到电流设定峰值,则撤去驱动电路接入的引弧设定电压并恢复驱动电路的响应频率。
63.具体地,在检测到电源电路的输出电流达到电流设定峰值的情况下,可以确定焊机已引弧成功,此时可以停止引弧并进入焊接流程。撤去驱动电路接入引弧设定电压采用关断驱动电路的引弧设定电压输入通道的方式。恢复驱动电路的响应频率可以将驱动电路中的电感参数恢复至预设值,以保证在焊接过程中电流的稳定变化,提高焊接过程中电流变化的可控性。
64.本发明实施例提供的mig焊机的引弧控制方法,响应引弧开始信号为驱动电路接入引弧设定电压,以启动引弧程序。在初始检测到电源电路的输出电流时,提高驱动电路的响应频率,以使电源电路的输出电流的增长速率随之提高,在短时间内提高焊枪输出的能量,起到快速引弧的作用。在输出电流达到电流设定峰值时撤去驱动电路接入的引弧设定电压并恢复驱动电路的响应频率,恢复驱动电路的响应频率可以保证在焊接过程中电流的稳定变化,提高焊接过程中电流变化的可控性。本实施例提供的引弧控制方法采用增加电源电路的输出电流的增长速率的方式,提高了引弧成功率和速度,提供更加理想的引弧效果。
65.图4为本发明实施例提供的一种mig焊机的引弧控制方法的流程示意图,参照图4,mig焊机的引弧控制方法,包括:
66.s401、响应引弧开始信号,为驱动电路接入引弧设定电压。
67.s402、检测电源电路的输出电流。
68.其中,步骤s401和s402分别与前述步骤s301和s302一一对应内容相同,此处不再赘述。
69.s403、在初始检测到电源电路的输出电流时,将电压pi调节模块和电流特性控制模块的响应频率由第三响应频率提高至第四响应频率,以使电源电路的输出电流的增长速率由第一速率提高至第二速率。
70.具体地,驱动电路可以包括电流检测电路、电压pi调节模块、电流特性控制模块、电流pi调节电路和pwm调节电路。电流检测电路用于检测输出电流并生成输出电流有无信号和电流反馈信号;电压pi调节电路与电流检测电路连接,用于在引弧过程中根据引弧设定电压和实时的焊接反馈电压确定第一电压误差信号,并在焊接过程中根据焊接设定电压和焊接反馈电压确定第二电压误差信号;其中,引弧过程中,在存在输出电流的情况下电压pi调节电路的响应频率为第四响应频率,在无输出电流的情况下电压pi调节电路的响应频
率为第三响应频率,第三响应频率低于第四响应频率;电弧特性控制电路分别与电压pi调节电路和电流检测电路连接,用于对第一电压误差信号进行rc滤波,并根据滤波后的第一电压误差信号生成第一电弧特性信号,或,对第二电压误差信号进行rc滤波,并根据滤波后的第二电压误差信号生成第二电弧特性信号;其中,引弧过程中,在存在输出电流的情况下电弧特性控制电路的响应频率为第四响应频率,在无输出电流的情况下电弧特性控制电路的响应频率为第三响应频率,第三响应频率低于第四响应频率;电流pi调节电路分别与电弧特性控制电路和电流检测电路连接,用于根据电弧特性信号和电流反馈信号确定电流误差信号,其中,电弧特性信号包括第一电弧特性信号或第二电弧特性信号;pwm调节电路与电流pi调节电路连接,用于根据电流误差信号向电源电路输出pwm调节信号,以调节输出电流和焊接电压。
71.调节电压pi调节电路和电弧特性控制电路的响应频率可以根据电流有无信号控制电压pi调节电路和电弧特性控制电路中光耦继电器的通断,以调节电路中的设定电感参数,从而达到调节电压pi调节电路和电弧特性控制电路的响应频率的目的。在初始检测到电源电路的输出电流时,将电压pi调节电路和电弧特性控制电路的响应频率由第三响应频率提升为第四响应频率,从而提高了第一电弧特性信号的更新频率,也就提高了电源电路的输出电流的升高速度。
72.s404、将电流设定峰值由第一预设值增加至第二预设值。
73.具体地,判断输出电流是否达到电流设定峰值之前,还可以将电流设定峰值由第一预设值增加至第二预设值,以提高引弧过程中电源电路输出的最大能量值。示例性地,调整电流设定峰值的方式可以为在初始检测到电源电路的输出电流时,调整电弧特性控制电路所连可变电阻的阻值。第一预设值小于第二预设值。第一预设值是焊机焊接过程中电源电路输出电流的设定最大值,第二预设值是引弧过程中,在检测到输出电流的情况下电源电路输出电流的设定最大值。
74.s405、判断输出电流是否达到电流设定峰值。
75.s406、若输出电流达到电流设定峰值,则撤去驱动电路接入的引弧设定电压并恢复驱动电路的响应频率。
76.其中,步骤s405和s406分别与前述步骤s304和s305一一对应内容相同,此处不再赘述。
77.s407、将电流设定峰值由第二预设值恢复至第一预设值。
78.具体地,输出电流达到电流设定峰值可以表明焊机引弧已成功。在输出电流达到电流设定峰值后,可以将电流设定峰值由第二预设值恢复至第一预设值。第一预设值可以是根据焊机的焊接试验得到的,在焊接过程中,输出电流控制在第一预设值以下,可以使得焊接温度稳定且减小电源压力,起到提高焊接稳定性的效果。示例性地,与增加电流预设峰值的方式相似,减小电流预设峰值的方式可以为在输出电流达到电流设定峰值后,调整电弧特性控制电路所连可变电阻的阻值。
79.本实施例提供的mig焊机的引弧控制方法,在引弧初期通过调整电压pi调节模块和电流特性控制模块的响应频率的方式提高输出电流的上升速度,还通过提高电流设定峰值的方式增加引弧过程中电源电路输出的最大能量,以提高引弧的成功率,从而提高mig焊机的可靠性。
80.本发明实施例还提供了一种mig焊机的引弧控制装置。图5为本发明实施例提供的一种mig焊机的引弧控制装置的结构示意图,参照图5,mig焊机的引弧控制装置500包括:电压引入模块501、电流检测模块502、速率调节模块503、判断模块504和恢复模块505,电压引入模块501用于响应引弧开始信号,为驱动电路接入引弧设定电压;电流检测模块502用于检测电源电路的输出电流;速率调节模块503用于在初始检测到电源电路的输出电流时,将驱动电路的响应频率由第一响应频率提高至第二响应频率,以使电源电路的输出电流的增长速率由第一速率提高至第二速率;判断模块504用于判断输出电流是否达到电流设定峰值;恢复模块505用于若输出电流达到电流设定峰值,则撤去驱动电路的引弧设定电压并恢复驱动电路的响应频率。
81.本实施例提供的mig焊机的引弧控制装置,响应引弧开始信号为驱动电路接入引弧设定电压,以启动引弧程序。在初始检测到电源电路的输出电流时,提高驱动电路的响应频率,以使电源电路的输出电流的增长速率随之提高,在短时间内提高焊枪输出的能量,起到快速引弧的作用。在输出电流达到电流设定峰值时撤去驱动电路接入的引弧设定电压并恢复驱动电路的响应频率,恢复驱动电路的响应频率可以保证在焊接过程中电流的稳定变化,提高焊接过程中电流变化的可控性。本实施例提供的引弧控制装置采用增加电源电路的输出电流的增长速率的方式,提高了引弧成功率和速度,提供更加理想的引弧效果。
82.图6为本发明实施例提供的一种mig焊机的引弧控制装置的结构示意图,参照图6,在前述实施例的基础上,mig焊机的引弧控制装置500中的速率调节模块503包括响应频率调节单元601,响应频率调节单元601用于将电压pi调节模块和电流特性控制模块的响应频率由第三响应频率提高至第四响应频率,其中,第三响应频率小于第四响应频率。mig焊机的引弧控制装置500还包括峰值调节模块602,峰值调节模块602用于将电流设定峰值的值由第一预设值增加至第二预设值;恢复模块505还用于将电流设定峰值的值由第二预设值恢复至第一预设值。
83.本实施例提供的mig焊机的引弧控制装置,在引弧初期通过调整电压pi调节模块和电流特性控制模块的响应频率的方式提高输出电流的上升速度,还通过提高电流设定峰值的方式增加引弧过程中电源电路输出的最大能量,以提高引弧的成功率,从而提高mig焊机的可靠性。
84.本发明实施例还提供了一种mig焊机的驱动电路。图7为本发明实施例提供的一种mig焊机的驱动电路的结构示意图,参照图7,mig焊机的驱动电路203包括:电流检测电路705、电压pi调节电路701、电弧特性控制电路702、电流pi调节电路703和pwm调节电路704;电流检测电路705用于检测输出电流并生成输出电流有无信号i1和电流反馈信号i2;电压pi调节电路701与电流检测电路705连接,用于在引弧过程中根据引弧设定电压u3和实时的焊接反馈电压u2确定第一电压误差信号,并在焊接过程中根据焊接设定电压u1和焊接反馈电压u2确定第二电压误差信号;其中,引弧过程中,在存在输出电流的情况下电压pi调节电路701的响应频率为第四响应频率,在无输出电流的情况下电压pi调节电路701的响应频率为第三响应频率,第四响应频率高于第三响应频率。电弧特性控制电路702分别与电压pi调节电路701和电流检测电路705连接,用于根据第一电压误差信号生成第一电弧特性信号,或,根据第二电压误差信号生成第二电弧特性信号;其中,引弧过程中,在存在输出电流的情况下电弧特性控制电路702的响应频率为第四响应频率,在无输出电流的情况下电弧特性控
制电路702的响应频率为第三响应频率。电流pi调节电路703分别与电弧特性控制电路702和电流检测电路705连接,用于根据电弧特性信号和电流反馈信号i2确定电流误差信号,其中,电弧特性信号包括第一电弧特性信号或第二电弧特性信号。pwm调节电路704与电流pi调节电路703连接,用于根据电流误差信号向电源电路输出pwm调节信号,以调节输出电流和焊接电压。
85.本实施例提供的mig焊机的驱动电路,响应引弧开始信号为驱动电路接入引弧设定电压,以启动引弧程序。在初始检测到电源电路的输出电流时,提高驱动电路的响应频率,以使电源电路的输出电流的增长速率随之提高,在短时间内提高焊枪输出的能量,起到快速引弧的作用。在输出电流达到电流设定峰值时撤去驱动电路接入的引弧设定电压并恢复驱动电路的响应频率,恢复驱动电路的响应频率可以保证在焊接过程中电流的稳定变化,提高焊接过程中电流变化的可控性。本实施例提供的驱动电路采用增加电源电路的输出电流的增长速率的方式,提高了引弧成功率和速度,提供更加理想的引弧效果。
86.继续参照图7,在前述实施例的基础上,mig焊机的驱动电路203中电弧特性控制电路702输出的第一电弧特性信号包括电流设定峰值;电弧特性控制电路702还用于在引弧过程中若无输出电流,将电流设定峰值设置为第二预设值;若有输出电流,将电流设定峰值设置为第一预设值,其中,第一预设值小于第二预设值。
87.本实施例提供的mig焊机的驱动电路,在引弧初期通过调整电压pi调节模块和电流特性控制模块的响应频率的方式提高输出电流的上升速度,还通过提高电流设定峰值的方式增加引弧过程中电源电路输出的最大能量,以提高引弧的成功率,从而提高mig焊机的可靠性。
88.本发明实施例提供了一种mig焊机。图8为本发明实施例提供的一种mig焊机的结构示意图,参照图8,mig焊机200包括:焊枪201、前述任一驱动电路203、电源电路202和前述任一引弧控制装置500。其中,引弧控制装置500集成于一处理器中。
89.图9为一种现有mig焊机在开始引弧后的焊接电压和输出电流的仿真示意图。图10为本发明实施例提供的一种mig焊机在开始引弧后的焊接电压和输出电流的仿真示意图。结合图9和图10,两图的坐标轴刻度值一致,两个焊机提供的引弧设定电压值相同,图9采用背景技术中所述的引弧控制方法来实施引弧,图10中焊机采用图3中引弧控制方法来实施引弧。由图9和图10对比可见,背景技术中的引弧方法使得焊机的焊接电压u和输出电流i的变化缓慢,容易造成引弧失败,而本技术中的引弧方法使得焊机的焊接电压u和输出电流i的变化速度较快,引弧成功率高。
90.图11为另一种现有mig焊机在开始引弧后的焊接电压和输出电流的仿真示意图。图12为本发明实施例提供的另一种mig焊机在开始引弧后的焊接电压和输出电流的仿真示意图。结合图11和图12,两图的坐标轴刻度值一致,两个焊机提供的引弧设定电压值相同,图11采用背景技术中所述的引弧控制方法来实施引弧,图12中焊机采用图4中引弧控制方法来实施引弧。由图11和图12对比可见,背景技术中的引弧方法使得焊机的焊接电压u和输出电流i的变化缓慢,引弧时间持续较长,而本技术中的引弧方法使得焊机的焊接电压u和输出电流i的变化速度较快,电流设定峰值高,在较高的引弧成功率的基础上提高了引弧速度。
91.本发明提供的mig焊机及其引弧控制方法、装置和驱动电路,响应引弧开始信号为
驱动电路接入引弧设定电压,以启动引弧程序。在初始检测到电源电路的输出电流时,提高驱动电路的响应频率,以使电源电路的输出电流的增长速率随之提高,在短时间内提高焊枪输出的能量,起到快速引弧的作用。在输出电流达到电流设定峰值时撤去驱动电路接入的引弧设定电压并恢复驱动电路的响应频率,恢复驱动电路的响应频率可以保证在焊接过程中电流的稳定变化,提高焊接过程中电流变化的可控性。本实施例提供的mig焊机采用增加电源电路的输出电流的增长速率的方式,提高了引弧成功率和速度,提供更加理想的引弧效果。
92.上述产品可执行本发明任意实施例所提供的方法,具备执行方法相应的功能模块和有益效果。
93.注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整、结合和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1