一种获取激光-金属作用小孔壁面微观形貌的方法与装置
1.本发明涉及激光加工领域,尤其涉及一种获取激光-金属作用小孔壁面微观形貌的方法与装置。
背景技术:
2.小孔效应是激光深熔焊接模式的本质特征,也是金属激光增材制造过程中常见的特征。小孔的形成将会极大地促进工件材料对激光的吸收效果,进入小孔的激光能量几乎被全部吸收,在小孔的侧壁和底部产生剧烈的蒸发,小孔依靠材料汽化压力与表面张力、熔化金属静态压力之间的压力平衡而存在。小孔壁面是激光束能量耦合吸收的重要区域,直接影响激光加工过程稳定性。
3.但是,小孔只存在于熔融的液态金属中,随着熔池金属的凝固,小孔也随之消失,因此难以监测出小孔的形状和尺寸。现有方法主要是采用x射线透射系统获得小孔形状,但小孔壁面形貌尚不能获得。此外,建立金属与玻璃的复合接头(即“三明治”方法)在特定条件下可以获得小孔壁面形貌,普适性较差。
技术实现要素:
4.本发明针对激光与金属作用时小孔壁面形貌难以准确获得的问题,提出一种获取激光-金属作用小孔壁面微观形貌的方法与装置。
5.本发明提供一种获取激光-金属作用小孔壁面微观形貌的方法,包括以下步骤。
6.步骤1:提供待加工材料,对待加工材料进行预处理。
7.步骤2:提供低温环境系统,低温环境系统包括工作舱、冷却舱、液氮罐、液氮入口、热电偶、激光透射窗口、可调加工平台。
8.步骤3:提供激光加工系统,激光加工系统包括光纤激光器、传输光纤、激光加工头。
9.步骤4:将待加工材料置于可调加工平台,然后放入工作舱,关闭舱门。
10.步骤5:启动低温环境系统,液氮罐中液氮经液氮入口进入冷却舱,当工作舱内温度达到设定值,启动激光加工系统,激光加工头输出聚焦激光束,辐照待加工材料上表面,并沿加工方向移动。
11.步骤6:加工完成后,关闭激光加工系统,关闭低温环境系统。
12.步骤7:当工作舱内温度达到室温,将试样取出,采用光学显微镜观察激光与金属作用小孔壁面形貌。
13.进一步地,在步骤1中,待加工材料可以是铝合金、碳钢、不锈钢、镁合金等。
14.进一步地,待加工材料可以是板材或粉末。
15.进一步地,在步骤2中,可调加工平台包括载物平台、可调移动底座。
16.进一步地,在步骤5中,工作舱内温度设定值t为-50~0℃。
17.进一步地,在步骤5中,激光束与代加工材料表面的角度α为75~90
°
。
18.进一步地,在步骤5中,激光束维持时间t为0~300 ms。
19.进一步地,激光功率为2~10 kw,激光扫描速度为0.5~15 m/min。
20.本发明还提供一种获取激光-金属作用小孔壁面微观形貌的装置,包括激光加工系统,低温环境系统,控制柜,光学显微镜。所述激光加工系统包括光纤激光器、传输光纤、激光加工头。所述低温环境系统包括工作舱、冷却舱、液氮罐、液氮入口、热电偶、激光透射窗口、可调加工平台。
21.本发明设计专门低温环境系统,改善激光与金属材料作用过程的散热效果,使得激光加工过程中激光与金属作用小孔壁面快速冷冻,从而获得激光与金属作用小孔壁面真实形态,为准确分析激光与金属作用过程中能量耦合吸收提供保障。
附图说明
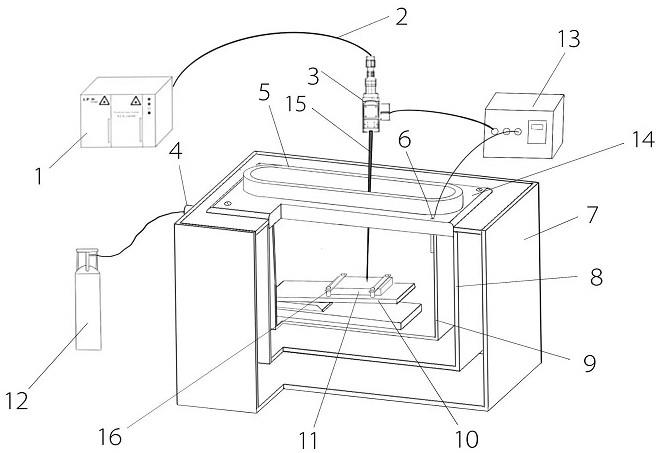
22.图1为本发明装置总体示意图。
23.图2为本发明低温环境系统的结构示意图。
24.图3为本发明激光出光时序图。
25.其中,1-光纤激光器,2-传输光纤,3-激光加工头,4-液氮入口,5-激光透射窗口,6-热电偶,7-绝热容器,8-冷却舱,9-工作舱,10-可调加工平台,11-待加工材料,12-液氮罐,13-控制柜,14-舱门,15-激光束,16-夹具。
具体实施方案
26.以下将结合附图1-3对本发明的具体实施方式进行详细说明。
27.如图1所示,本发明实施例提供一种基于液氮快速冷却观察激光-金属作用强区微观形貌的方法,包括如下步骤。
28.步骤1:提供5mm厚待加工材料11,对待加工材料11进行预处理,除去待加工材料11上下表面的杂质,这些杂质包括水渍、油污等对实验有影响的杂物。
29.步骤2:将待加工材料11置于工作舱内可调加工平台10上,并用夹具16对待加工材料11进行装夹,并将可调加工平台调整至所需的角度,关闭舱门14。
30.步骤3:提供低温环境系统,低温环境系统包括液氮入口4、热电偶6、激光透射窗口5、冷却舱8、工作舱9、可调加工平台10。
31.步骤4:提供光纤激光系统,光纤激光系统包括光纤激光器1、传输光纤2、激光加工头3。
32.步骤5:启动低温环境系统,液氮经液氮入口进入冷却舱与工作舱之间的夹层,如图2阴影区所示。
33.步骤6:当热电偶6的信号显示工作舱内温度达到设定值,启动光纤激光系统,光纤激光器1出光,经激光加工头3聚焦后穿过激光透射窗口5,辐照待加工材料表面,并沿焊接方向移动。
34.步骤7:加工完成后,关闭激光加工系统,关闭低温环境系统。
35.步骤8:当工作舱10内温度达到室温时,打开舱门14将试待加工材料11取出,采用光学显微镜观察激光与金属作用时小孔壁面形貌。
36.在该实施例中,激光束为光纤激光,激光功率为2~6 kw,焊接速度为1.5~5 m/min,
出光时间为50~200 ms。
37.本发明设计专门低温环境系统,改善激光与金属材料作用过程的散热效果,使得激光加工过程中激光与金属作用小孔壁面快速冷冻,从而获得激光与金属作用小孔壁面真实形态,为准确分析激光与金属作用过程中能量耦合吸收提供保障。
38.尽管参考附图详细地公开了本发明,但应理解的是,这些描述仅仅是示例性的,并非来限制本发明的应用。本发明的保护范围由附加权利要求限定,并可包括在不脱离本发明保护范围和精神的情况下针对发明所作的各种变型、改型及等效方案。
技术特征:
1.一种获取激光-金属作用小孔壁面微观形貌的方法,包括如下步骤:步骤1:提供待加工材料,对待加工材料进行预处理;步骤2:提供低温环境系统,低温环境系统包括工作舱、冷却舱、液氮罐、液氮入口、热电偶、激光透射窗口、可调加工平台;步骤3:提供激光加工系统,激光加工系统包括光纤激光器、传输光纤、激光加工头;步骤4:将待加工材料置于可调加工平台,然后放入工作舱,关闭舱门;步骤5:启动低温环境系统,液氮罐中液氮经液氮入口进入冷却舱,当工作舱内温度达到设定值,启动激光加工系统,激光加工头输出聚焦激光束,辐照待加工材料上表面,并沿加工方向移动;步骤6:加工完成后,关闭激光加工系统,关闭低温环境系统;步骤7:当工作舱内温度达到室温,将试样取出,采用光学显微镜观察激光与金属作用小孔壁面形貌。2.根据权力要求1所述的一种获取激光-金属作用小孔壁面微观形貌的方法,其特征在于,步骤5中,工作舱内温度设定值t为-50~0℃。3.根据权力要求1所述的一种获取激光-金属作用小孔壁面微观形貌的方法,其特征在于,步骤5中,激光束与代加工材料表面的角度α为75~90
°
。4.根据权力要求1所述的一种获取激光-金属作用小孔壁面微观形貌的方法,其特征在于,在步骤5中,激光束维持时间t为0~300 ms。5.根据权力要求1所述的一种获取激光-金属作用小孔壁面微观形貌的方法,其特征在于,激光功率为2~10 kw,激光扫描速度为0.5~15 m/min。6.一种获取激光-金属作用小孔壁面微观形貌的装置,其特征在于,包括激光加工系统,低温环境系统,控制柜,光学显微镜。所述激光加工系统包括光纤激光器、传输光纤、激光加工头。所述低温环境系统包括工作舱、冷却舱、液氮罐、液氮入口、热电偶、激光透射窗口、可调加工平台。
技术总结
本发明涉及一种获取激光-金属作用小孔壁面微观形貌的方法与装置,其特征在于:步骤1:提供待加工材料并进行预处理;步骤2:提供低温环境系统;步骤3:提供激光加工系统;步骤4:将待加工材料置于可调加工平台,然后放入工作舱,关闭舱门;步骤5:启动低温环境系统,当工作舱内温度达到设定值,启动激光加工系统;步骤6:加工完成后,关闭激光加工系统,关闭低温环境系统;步骤7:当工作舱内温度达到室温,将试样取出,采用光学显微镜观察激光与金属作用小孔壁面形貌。本发明设计专门低温环境系统,改善激光与金属材料作用过程的散热效果,从而获得激光与金属作用小孔壁面真实形态,为准确分析激光与金属作用过程中能量耦合吸收提供保障。障。障。
技术研发人员:张宇轩 张明军 邹江林 仝永刚 程波 王开明 毛聪
受保护的技术使用者:长沙理工大学
技术研发日:2022.07.21
技术公布日:2022/9/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1