一种电动车控制器组装用工装平台的制作方法
1.本发明涉及电动车生产技术领域,具体为一种电动车控制器组装用工装平台。
背景技术:
2.电动车控制器是用来控制电动车电机的启动、运行、进退、速度、停止以及电动车的其它电子器件的核心控制器件,它就像是电动车的大脑,是电动车上重要的部件。电动车就来看主要包括电动自行车、电动二轮摩托车、电动三轮车、电动三轮摩托车、电动四轮车、电瓶车等,电动车控制器也因为不同的车型而有不同的性能和特点。
3.现有电动车控制器的生产一般采用人工在组装流水线上进行半自动组装,但这样不仅效率低,而且人工劳动量大,成本高,因此我们提出了一种可以对电动车控制器进行自动化组装的工装平台。
技术实现要素:
4.本发明旨在解决现有技术或相关技术中存在的技术问题之一。
5.为此,本发明所采用的技术方案为:
6.一种电动车控制器组装用工装平台,包括:机体组件、输送机构和组装机构;其中,所述机体组件包括作业台、安装于所述作业台上的安装架和开设于所述安装架底部的通孔;所述输送机构设置于所述作业台上,所述输送机构包括设置于所述作业台上用于输送控制器壳的输送线一、设置于所述输送线一侧用于输送控制器后端盖的输送线二、设置于所述输送线一另一侧用于输送控制器前端盖的输送线三、安装于所述安装架且位于所述输送线一两侧的限位板、连接于所述限位板且位于所述输送线一上方的挡料板、固定于所述输送线二与输送线三上的固定带、安装于所述作业台且位于所述输送线一与输送线二之间的扭转弹簧轴、连接于所述扭转弹簧轴上的活动板、设置于输送线二上方且固定在所述固定带上的另一组扭转弹簧轴和连接于另一组所述扭转弹簧轴上的支固板;所述组装机构设置于所述作业台上,所述组装机构包括安装于所述作业台两侧的电动推杆、固定于所述电动推杆驱动端的安装板、环绕安装于所述安装板上的螺丝枪、管道连接于所述螺丝枪进料口且安装在所述安装架上的螺丝箱、安装于所述安装板内侧的电动伸缩杆、固定于所述电动伸缩杆端部的吸盘和管道连接所述吸盘且安装在所述电动推杆驱动端上的气泵;所述输送线二侧的安装板上还安装有套筒,所述套筒的内部连接有弹簧,所述弹簧的外侧端连接有套接于所述套筒内的收纳筒。
7.本发明在一较佳示例中可以进一步配置为:所述输送线一、输送线二和输送线三通过传动轴同轴驱动,且所述传动轴的一端连接有伺服电机,所述传动轴上还设有联轴器。
8.本发明在一较佳示例中可以进一步配置为:所述作业台的正面设有位于输送线一侧的输出线,且所述作业台的背面设有输入线。
9.本发明在一较佳示例中可以进一步配置为:所述固定带的内部开设有卡装控制器端盖的凹槽,且所述固定带环绕设置在所述输送线三上。
10.本发明在一较佳示例中可以进一步配置为:所述输送线一上设有用于稳固控制器壳的限位条。
11.本发明在一较佳示例中可以进一步配置为:所述支固板的中部开设有用于托起控制器输出线的支固槽。
12.本发明在一较佳示例中可以进一步配置为:所述限位板上开设有位于所述安装板侧的侧开槽。
13.本发明在一较佳示例中可以进一步配置为:所述挡料板位于所述输送线一、输送线二和输送线三正面端的上方,用于将控制器壳、控制器前端盖和控制器后端盖阻挡至组装机构之间平移组装。
14.本发明的上述技术方案具有如下有益的技术效果:
15.1.本发明通过输送机构和组装机构,可以通过输送机构实现对控制器壳、控制器前端盖和控制器后端盖的自动化上料,再通过挡料板阻挡至同一直线上,配合组装机构将控制器前端盖和控制器后端盖推向控制器壳的两侧,最后通过螺丝枪进行自动化打钉组装,不仅提高了效率,而且降低了成本,便于推广使用。
16.2.本发明通过支固板可以将控制器前端盖上的控制线收拢起来,便于螺丝枪和电动伸缩杆接触控制器前端盖,正常作业,再配合套筒、弹簧和收纳筒,可以使得组装机构在推动控制器前端盖时,收拢起来的控制线进入收纳筒内,而后将支固板平推略过,进行组装。
附图说明
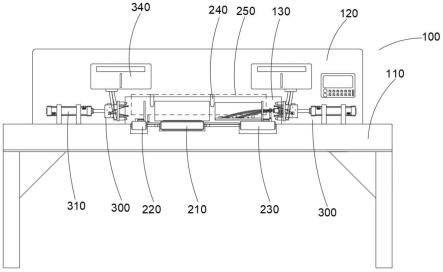
17.图1为本发明一个实施例的工装平台正视图;
18.图2为本发明一个实施例的工装平台局部放大图;
19.图3为本发明一个实施例的工装平台俯视图;
20.图4为本发明一个实施例的组装机构示意图;
21.图5为本发明一个实施例的收纳筒示意图;
22.图6为本发明一个实施例的支固板示意图;
23.图7为本发明一个实施例的限位板示意图。
24.附图标记:
25.100、机体组件;110、作业台;111、输出线;112、输入线;120、安装架;130、通孔;
26.200、输送机构;210、输送线一;211、传动轴;212、伺服电机;213、联轴器;214、限位条;220、输送线二;230、输送线三;240、限位板;241、侧开槽;250、挡料板;260、固定带;270、扭转弹簧轴;280、活动板;290、支固板;291、支固槽;
27.300、组装机构;310、电动推杆;320、安装板;321、套筒;322、弹簧;323、收纳筒;330、螺丝枪;340、螺丝箱;350、电动伸缩杆;360、吸盘;370、气泵。
具体实施方式
28.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。需要说明的是,在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合。
29.下面结合附图描述本发明的一些实施例提供的一种电动车控制器组装用工装平台。
30.结合图1-7所示,本发明提供的一种电动车控制器组装用工装平台,包括:机体组件100、输送机构200和组装机构300;
31.其中,所述机体组件100包括作业台110、安装于作业台110上的安装架120和开设于安装架120底部的通孔130,通过通孔130方便输送线一210等输送结构的穿过,在安装架120的正面进行加工作业,在背面不断上料。
32.具体的,所述作业台110的正面设有位于输送线一210侧的输出线111,且作业台110的背面设有输入线112,输出线111可以为单独的输送带,可以将组装成品输送至下一工序,也可以为滑仓,便于成品控制器排出即可,而输入线112为分别连接输送线一210、输送线二220和输送线三230的上料输送线,当然,也可以配合人工将零部件不断放置在输送线一210、输送线二220和输送线三230上,按需使用即可。
33.其中,所述输送机构200设置于作业台110上,输送机构200包括设置于作业台110上用于输送控制器壳的输送线一210、设置于输送线一210侧用于输送控制器后端盖的输送线二220、设置于输送线一210另一侧用于输送控制器前端盖的输送线三230、安装于安装架120且位于输送线一210两侧的限位板240、连接于限位板240且位于输送线一210上方的挡料板250、固定于输送线二220与输送线三230上的固定带260、安装于作业台110且位于输送线一210与输送线二220之间的扭转弹簧轴270、连接于扭转弹簧轴270上的活动板280、设置于输送线二220上方且固定在固定带260上的另一组扭转弹簧轴270和连接于另一组扭转弹簧轴270上的支固板290,通过支固板290可以将控制器前端盖上的控制线收拢起来,便于螺丝枪330和电动伸缩杆350接触控制器前端盖,正常作业,再配合套筒321、弹簧322和收纳筒323,可以使得组装机构300在推动控制器前端盖时,收拢起来的控制线进入收纳筒323内,而后将支固板290平推略过,进行组装。
34.具体的,所述固定带260的内部开设有卡装控制器端盖的凹槽,且固定带260环绕设置在输送线三230上,控制器壳是一个矩形的筒状结构,而前端盖为固定电路板和外延控制线的端盖,后端盖仅为单独端盖,而端盖的底部向外都有安装边,该安装边可以放置在凹槽内,实现对组装配件的固定,再配合活动板280和支固板290的侧位支撑,使得配件输送的稳定性较高,另外输送线一210上设有用于稳固控制器壳的限位条214,控制器可上一般都设置有散热槽,当控制器壳放置到输送线一210上后,限位条214会进入散热槽内,提高对控制器壳输送的稳定性。
35.进一步的,所述输送线一210、输送线二220和输送线三230通过传动轴211同轴驱动,且传动轴211的一端连接有伺服电机212,传动轴211上还设有联轴器213,通过伺服电机212可以同步带动输送线一210、输送线二220和输送线三230驱动,而联轴器213可以单独控制输送线一210或输送线三230的停止作业,便于调整各组装配件的位置。
36.需要说明的是,所述限位板240上开设有位于安装板320侧的侧开槽241,通过侧开槽241方便侧边的组装机构300穿过进行组装,同时限位板240设置在输送线一210的两侧,可以对输送线一210上的控制器壳进行限位,防止侧向掉落。
37.另一方面,所述支固板290的中部开设有用于托起控制器输出线的支固槽291,可以在将配件放置到输送线三230上后收拢至支固槽291内,防止控制线散乱影响组装的进
行。
38.进一步的,所述挡料板250位于输送线一210、输送线二220和输送线三230正面端的上方,用于将控制器壳、控制器前端盖和控制器后端盖阻挡至组装机构300之间平移组装,通过挡料板250将需要组装的配件挡下来,并且使其位于同于组装线上才方便组装机构300的推动组装,另外挡料板250的为伸缩板结构,下半部分可以向上移动,使得组装完成后的产品可以通过。
39.其中,所述组装机构300设置于作业台110上,组装机构300包括安装于作业台110两侧的电动推杆310、固定于电动推杆310驱动端的安装板320、环绕安装于安装板320上的螺丝枪330、管道连接于螺丝枪330进料口且安装在安装架120上的螺丝箱340、安装于安装板320内侧的电动伸缩杆350、固定于电动伸缩杆350端部的吸盘360和管道连接吸盘360且安装在电动推杆310驱动端上的气泵370,通过输送机构200和组装机构300,可以通过输送机构200实现对控制器壳、控制器前端盖和控制器后端盖的自动化上料,再通过挡料板250阻挡至同一直线上,配合组装机构300将控制器前端盖和控制器后端盖推向控制器壳的两侧,最后通过螺丝枪330进行自动化打钉组装,不仅提高了效率,而且降低了成本,便于推广使用。
40.具体的,所述螺丝枪330采用可以自动补料全自动螺丝枪,根据需要组装的孔位将螺丝枪330固定在安装板320上,在吸盘360接触端盖后配合气泵370吸附固定,而后电动伸缩杆350带动在前进时带动吸盘360适当缩回,使得螺丝枪330在最前方接触端盖,进行打钉组装。
41.进一步的,所述输送线二220侧的安装板320上还安装有套筒321,套筒321的内部连接有弹簧322,弹簧322的外侧端连接有套接于套筒321内的收纳筒323,可以使得组装机构300在推动控制器前端盖时,收拢起来的控制线进入收纳筒323内,而后将支固板290平推略过,进行组装。
42.本发明的工作原理及使用流程:首先在输入线112范围内将控制器组装配件分别放在输送线一210、输送线二220和输送线三230上,端盖分别卡入固定带260的内部,然后输送线一210、输送线二220和输送线三230在伺服电机212的驱动下输送组装配件,直至被挡下,此时配件位于同一横向位置上,然后电动推杆310带动安装板320上的螺丝枪330和电动伸缩杆350移动,在吸盘360接触控制器端盖时,气泵370利用吸盘360对端盖进行吸附固定,而后持续推动端盖靠近控制器壳,移动过程中分别将活动板280和支固板290平推,推平活动板280可以为端盖提供底部支撑面,推平支固板290可以使得控制线进入收纳筒323的内部,过程中适当收缩电动伸缩杆350和挤压收纳筒323,直至端盖完全压固在控制器壳上,然后螺丝枪330将螺钉搭在对应孔位上,螺丝箱340不断补料,组装完成后挡料板250的下半部分向上移动,使得成品移到输出线111上排出,同时再落下挡料板250,重复组装即可。
43.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解,在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1