定位安装装置的制作方法
1.本技术涉及定位安装设备技术领域,具体涉及一种定位安装装置及供电装置。
背景技术:
2.电子产品的壳体的内腔内壁上通常设置有内置件,而壳体的内腔结构通常较为复杂且安装空间狭小,内置件的尺寸较小(通常为1~4mm),加之内置件与壳体内腔的内壁上相应的安装位的贴合精度要求较高(贴合间隙仅0.05mm),而且内置件通常为精密器件,如果用镊子夹取会损坏内置件的外表面,影响内置件性能,而手动安装操作难度大,批量组装对技术要求较高,而且会影响组装效率。
技术实现要素:
3.本技术实施例提供一种定位安装装置,可以解决小尺寸内置件与壳体内腔的安装位无法准确装配的问题。
4.本技术实施例提供一种定位安装装置,用于待装配件与壳体内腔的安装位之间的组装,所述定位安装装置包括:调节件,包括沿x轴方向依次设置的固定部和调节部,所述调节部被布置成沿y轴方向和/或z轴方向相对于所述固定部移动;支撑件,设置于所述调节部远离所述固定部一面,所述支撑件朝向所述调节部一面设置有用以容纳所述待装配件的容纳部;以及定位件,设置于所述支撑件远离所述调节件一侧,所述定位件可沿x轴方向移动,所述定位件包括与所述壳体的内腔形状相匹配的型芯,所述型芯的侧面设置有用于至少容纳所述容纳部的容纳腔;其中,所述定位件沿x轴方向向靠近所述调节件的方向移动,至所述容纳部容纳于所述容纳腔,调节所述调节部至所述待装配件与所述壳体的内腔的安装位沿x轴方向对正,所述定位件沿x轴方向向远离所述调节件的方向移动,至所述待装配件与所述安装位相组配。
5.可选的,所述调节部设置有沿y轴方向布置的第一调节旋钮,以驱动所述调节部沿y轴方向移动;和/或,所述调节部设置有沿z轴方向布置的第二调节旋钮,以驱动所述调节部沿z轴方向移动。
6.可选的,所述支撑件包括沿z轴方向依次设置连接部和支撑部,所述支撑件通过所述连接部与所述调节部远离所述固定部一面连接,所述容纳部设置于所述支撑部远离所述连接部一端。
7.可选的,所述定位件还包括底座,所述型芯凸出设置于底座表面,所述容纳腔为槽孔,所述容纳腔开设于所述底座远离所述型芯一面,所述容纳腔沿z轴方向贯穿所述底座并贯穿部分所述型芯。
8.可选的,还包括支撑板,沿x轴方向布置,所述支撑板架设于所述调节部远离所述固定部一侧,所述支撑板朝向所述调节部一端沿x轴方向开设有豁口;所述支撑部靠近所述连接部一端容纳于所述豁口内,所述定位件设置于所述支撑板的上表面,所述容纳腔用于容纳位于所述支撑板上方的所述支撑部。
9.可选的,所述支撑板的上表面远离所述支撑件一端凸出设置有限位件,所述定位件设置于所述限位件与所述支撑件之间。
10.可选的,所述型芯远离所述底座一面凸出设置有至少一定位柱,所述定位柱与所述壳体表面的开孔相对应。
11.可选的,所述调节部上设置有沿y轴方向布置的第一锁定件,形成对所述调节部沿y轴方向移动的锁定;和/或,所述调节部上设置有沿z轴方向布置的第二锁定件,形成对所述调节部沿z轴方向移动的锁定。
12.可选的,所述支撑板的上沿x轴方向设置有导轨,所述定位件通过滑块滑动设置于所述导轨上。
13.可选的,还包括底板,所述支撑板通过支杆架设于所述底板上,所述固定部远离所述调节部一面连接有固定板,所述固定板沿z轴方向设置于所述底板上。
14.本技术的有益效果在于,提供一种定位安装装置,通过设置调节件,调节件包括调节部和固定部,将支撑件设置于调节部远离固定部一面,支撑件设置有用以容纳待装配件的容纳部,定位件设置于支撑件远离调节件一侧,定位件用以支撑、定位壳体,定位件可沿x轴方向移动,定位件带动壳体向靠近支撑件的方向移动,直至定位件的容纳腔容纳支撑件,微调调节部,使得调节部带动支撑件在容纳腔内沿y轴方向和/或z轴方向移动,直至待装配件与壳体内腔的安装位沿x轴方向对正,将定位件沿x轴方向向远离支撑件的方向移动,直至定位件上的壳体内腔的安装位与待装配件完成组配,以交错互动的方式,将支撑件与定位件按照需求控制,通过定位件沿x轴方向的移动,形成支撑件与定位件之间分离、重叠、包含等多种状态,满足小尺寸内置件与壳体内腔的安装位之间的装配需求,内置件的外表面没有破损风险,提升装配效率。
附图说明
15.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
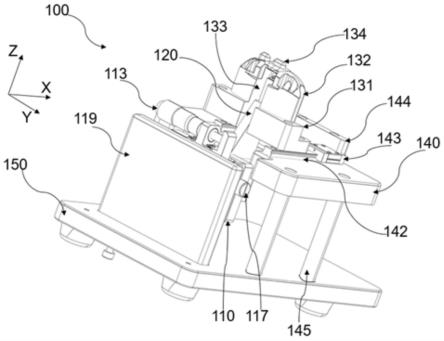
16.图1是本技术一实施例提供的定位安装装置的结构示意图;
17.图2是本技术一实施例提供的定位安装装置去除定位件的结构示意图;
18.图3是本技术一实施例提供的定位安装装置中调节件与支撑件的组装的第一角度结构示意图;
19.图4是本技术一实施例提供的定位安装装置中调节件与支撑件的组装的第二角度结构示意图;
20.图5是本技术一实施例提供的定位安装装置中调节件的结构示意图;
21.图6是本技术一实施例提供的定位安装装置中调节件的分体结构的第一角度结构示意图;
22.图7是本技术一实施例提供的定位安装装置中调节件的分体结构的第二角度结构示意图;
23.图8是本技术一实施例提供的定位安装装置中支撑件的结构示意图;
24.图9是本技术一实施例提供的定位安装装置中定位件的结构示意图;
25.图10是本技术一实施例提供的定位安装装置与壳体的组装的第一角度的结构示意图;
26.图11是本技术一实施例提供的定位安装装置与壳体的组装的第二角度的结构示意图;
27.图12是图11的a-a向剖视图;
28.图13是图12的b处放大结构示意图;
29.图14是壳体的第一角度的结构示意图;
30.图15是壳体的第二角度的结构示意图;
31.图16是导光灯的结构示意图。
32.附图标记说明:
33.100、定位安装装置,110、调节件,111、固定部,112、调节部,1121、第一调节板,1122、第二调节板,1123、第三调节板,1124、连接板,113、第一调节旋钮,114、第二调节旋钮,115、第一滑轨,116、第二滑轨,117、第一锁定件,118、第二锁定件,119、固定板,120、支撑件,121、连接部,122、支撑部,123、容纳部,130、定位件,131、底座,132、型芯,133、容纳腔,134、定位柱,140、支撑板,141、豁口,1411、第一豁口,1412、第二豁口,142、导轨,143、滑块,144、限位件,145、支杆。150、底板;
34.200、壳体,201、内腔,202、开孔,203、安装位,204、安装孔;
35.300、待装配件,301、主体,302、插接件。
具体实施方式
36.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。此外,应当理解的是,此处所描述的具体实施方式仅用于说明和解释本技术,并不用于限制本技术。在本技术中,在未作相反说明的情况下,使用的方位词如“上”和“下”通常是指装置实际使用或工作状态下的上和下,具体为附图中的图面方向;而“内”和“外”则是针对装置的轮廓而言的。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个所述特征。
37.本技术实施例提供一种定位安装装置,通过设置调节件,调节件包括调节部和固定部,将支撑件设置于调节部远离固定部一面,支撑件设置有用以容纳待装配件的容纳部,定位件设置于支撑件远离调节件一侧,定位件用以支撑、定位壳体,定位件可沿x轴方向移动,定位件带动壳体向靠近支撑件的方向移动,直至定位件的容纳腔容纳支撑件,微调调节部,使得调节部带动支撑件在容纳腔内沿y轴方向和/或z轴方向移动,直至待装配件与壳体内腔的安装位沿x轴方向对正,将定位件沿x轴方向向远离支撑件的方向移动,直至定位件上的壳体内腔的安装位与待装配件完成组配,以交错互动的方式,将支撑件与定位件按照需求控制,通过定位件沿x轴方向的移动,形成支撑件与定位件之间分离、重叠、包含等多种状态,满足小尺寸内置件与壳体内腔的安装位之间的装配需求,内置件的外表面没有破损
风险,提升装配效率。作为典型应用,所述定位安装装置用于小尺寸内置件与电子产品的壳体内腔的组装、装配。
38.本技术一实施例中,参照图1~图9,所述定位安装装置100包括:调节件110、支撑件120和定位件130。
39.参照图1~图7,调节件110包括沿x轴方向依次设置的固定部111和调节部112,固定部111固定设置,调节部112可沿y轴方向和/或z轴方向相对于固定部111移动,调节部112可沿y轴方向和z轴方向相对于固定部111移动,具体地,在本实施例中,参照图1~图5,通过在调节部112上设置第一调节旋钮113,第一调节旋钮113沿y轴方向布置以驱动调节部112沿y轴方向移动,通过在调节部112上设置第二调节旋钮114,第二调节旋钮114沿z轴方向布置以驱动调节部112沿z轴方向移动。
40.更具体地,参照图6~图7,调节部112包括沿x轴方向依次连接的第一调节板1121、第二调节板1122、第三调节板1123以及连接板1124,固定部111与第一调节板1121的相对面分别凸出设置有沿y轴方向布置的第一滑轨115,多条第一滑轨115沿z轴方向间隔排布,所述第一调节板1121通过第一滑轨115与固定部111滑动连接,第二调节板1122与第一调节板1121连接,第二调节板1122与第三调节板1123的相对面分别凸出设置由沿z轴方向布置的第二滑轨116,多条第二滑轨116沿y轴方向间隔排布,所述第三调节板1123通过第二滑轨116与第二调节板1122滑动连接,连接板1124与第三调节板1123远离第二调节板1122一面连接。
41.第一调节旋钮113设置于第一调节板1121上,旋转第一调节旋钮113带动第一调节板1121、第二调节板1122、第三调节板1123以及连接板1124同步沿y轴方向移动。第二调节旋钮114设置于第三调节板1123上,旋转第二调节旋钮114,带动第一调节板1121、第二调节板1122、第三调节板1123以及连接板1124同步沿z轴方向移动。另外,所述调节件110可选用千分尺云台进行调节。
42.另外,参照图1~图3以及图5,调节件110还包括第一锁定件117和第二锁定件118,第一锁定件117沿y轴方向布置于第三调节板1123侧壁,以形成对调节部112沿y轴方向移动的锁定;第二锁定件118沿z轴方向布置于第一调节板1121侧壁,以形成对调节部112沿z轴方向移动的锁定,从而使得在调节到位后,对调节部112的整体进行锁定,避免其他操作人员误触而影响定位准确度。
43.此外,参照图1、图2以及图6和图7,调节件110还包括固定板119,固定部111远离第一调节板1121一面与该固定板119固定连接。
44.参照图1~图4以及图8,支撑件120包括依次设置的连接部121和支撑部122,所述连接部121和支撑部122沿z轴方向布置,支撑件120通过连接部121与连接板1124远离第三调节板1123一面连接,具体地,连接板1124远离第三调节板1123一面设置有定位销(图中未示出),连接部121通过定位销与连接板1124装配,支撑部122远离连接部121一端设置有用以容纳待装配件300的容纳部123,容纳部123设置于支撑部122朝向调节件110一面上部,容纳部123的形状为与待装配件300形状相匹配的槽体。
45.参照图1和图9,定位件130包括底座131和凸出设置于底座131表面的型芯132,底座131和型芯132沿z轴方向布置,型芯132与壳体200的内腔201的形状相匹配,形成对壳体200的仿形支撑,底座131远离型芯132一面沿z轴方向开设有一容纳腔133,容纳腔133为槽
体,容纳腔133沿z轴方向贯穿底座131并贯穿部分型芯132,在本实施例中,容纳腔133用以容纳支撑件120的支撑部122。定位件130可沿x轴方向移动。
46.另外,型芯132远离底座131一面凸出设置有两定位柱134,定位柱134与壳体200上的开孔202相对应,当壳体200套设于型芯132时,定位柱134插设于对应的开孔202,结合型芯132对壳体200内腔201的仿形支撑,可保证对壳体200的稳定支撑,避免壳体200掉落。
47.此外,参照图1和图2,所述定位安装装置100还包括支撑板140,支撑板140沿x轴方向布置,支撑板140设施置于调节部112远离固定部111一侧,支撑板140靠近调节部112一端设置有豁口141,在本实施例中,豁口141包括第一豁口1411以及设置于第一豁口1411内侧底面的第二豁口1412,第一豁口1411与第二豁口1412沿x轴方向依次设置,第一豁口1411的开口度大于第二豁口1412的开口度,第一豁口1411用以容纳支撑件120的连接部121靠近支撑部122一端,第二豁口1412用以容纳支撑部122靠近连接部121一端,容纳部123位于支撑板140上方。支撑板140上表面设置有两导轨142,导轨142沿x轴方向布置,两导轨142沿y轴方向间隔排布,两导轨142分布于第二豁口1412两侧,导轨142上设置有滑块143,定位件130的底座131通过滑块143滑动设置于导轨142上,以实现定位件130沿x轴方向移动。
48.另外,支撑板140上表面远离调节件110一端凸出设置有限位件144,两导轨142远离调节件110一端与限位件144相抵接,限位件144用以形成对定位件130沿x轴方向移动的止挡。
49.此外,所述定位安装装置100还包括底板150,支撑板140通过支杆145架设于底板150上,调节件110通过固定板119架设于底板150上。
50.以图14和图15所示的壳体200以及图16所示的待装配件300为例,对本技术实施例提供的定位安装装置100的使用方式做出如下说明:
51.参照图14和图15,壳体200的内腔201设置有与待装配件300相匹配的安装位203,安装位203为槽位,与安装位203相对应的壳体200表面开设有安装孔204,壳体200表面还开设有两间隔设置的开孔202,待装配件300为导光灯,包括主体301和插接件302,主体301与安装位203相匹配,插接件302与安装孔204相匹配,其中,待装配件300尺寸较小,主体301的长度大约4mm,导光灯因性能要求,外表面镜片设计,镊子类夹具不可触碰,否则将影响透光性,而壳体200的内腔201的安装位203尺寸较小,安装位203与主体301的贴合精度要求较高(贴合间隙仅0.05mm),导致手动装配难度大,技术要求高。
52.本技术实施例提供的定位安装装置100便用于待装配件300与壳体200内的安装位203之间的装配,具体装配方法如下:
53.先将定位件130沿导轨142向靠近限位件144的方向移动,将壳体200套设于定位件130的型芯132,壳体200的内腔201与型芯132相匹配,型芯132形成对壳体200的仿形支撑,型芯132上的定位柱134插设于壳体200的开孔202,壳体200设置安装位203一面朝向支撑件120,将待装配件300的主体301装设于支撑件120的容纳部123内,插接件302朝向调节件110,驱动定位件130沿导轨142向靠近支撑件120的方向移动,直至定位件130的容纳腔133容纳、包含支撑件120的支撑部122及其上的容纳部123,此时待装配件300位于壳体200的内腔201内,插接件302朝向安装位203的安装孔204,但插接件302未与安装孔204对正;
54.调节所述调节件110的调节部112沿y轴方向和z轴方向相对于固定部111移动,调节部112带动支撑件120及其上的待装配件300在容纳腔133内沿y轴方向和z轴方向移动,直
至待装配件300的插接件302与安装位203内的安装孔204沿x轴方向对正。其中,调节方式为:旋转第一调节旋钮113带动第一调节板1121、第二调节板1122、第三调节板1123以及连接板1124同步沿y轴方向移动,旋转第二调节旋钮114,带动第一调节板1121、第二调节板1122、第三调节板1123以及连接板1124同步沿z轴方向移动,连接板1124带动支撑件120沿y轴方向和z轴方向移动。更具体地,第一调节旋钮113顺时针转动一圈,支撑件120沿y轴方向向前移动0.1mm,第一调节旋钮113逆时针转动一圈,支撑件120沿y轴方向向后移动0.1mm。第二调节旋钮114顺时针旋钮一圈,支撑件120沿y轴方向向上移动0.1mm;第二调节旋钮114逆时针旋钮一圈,支撑件120沿z轴方向向下移动0.1mm。
55.将定位件130及其上的壳体200沿导轨142向远离调节件110的方向移动,由于安装位203的安装孔204已经与插接件302对正,主体301也与安装位203对正,定位件130带动壳体200沿x轴方向向远离调节件110的方向移动,安装位203向待装配件300靠近,直至插接件302插入安装孔204,主体301与安装位203贴合,完成待装配件300(导光灯)与安装位203之间的精准装配。
56.其中,通过调节件110调整支撑件120沿y轴方向或沿z轴方向移动使得待装配件300的插接件302与安装孔204对正,可使用预先调试的方式,在调试完成后,通过旋转第一锁定件117和旋转第二锁定件118锁定调节部112,使得支撑件120保持在现有位置,便于后续待装配件300与壳体200的装配,并可防止因误触而影响定位精准度。
57.以上对本技术实施例所提供的一种定位安装装置进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1