一种增压器铸造涡轮加工方法与流程
1.本发明涉及机械加工技术领域,尤其涉及一种增压器铸造涡轮加工方法。
背景技术:
2.涡轮作为船舶主要动力装置的船用柴油机的重要部件,增压器铸造涡轮的技术水平直接影响船用柴油机的工作效率。
3.现有涡轮加工非焊接面时,涡轮焊接面端没有装夹,导致涡轮中心与后续摩擦焊接时的中心不一致。
技术实现要素:
4.本发明的目的在于提供一种增压器铸造涡轮加工方法,旨在解决涡轮加工时,焊接端没有装夹,导致涡轮中心与后续摩擦焊接时的中心不一致的问题。
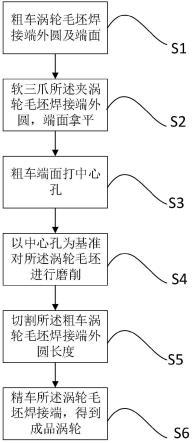
5.为实现上述目的,本发明提供了一种增压器铸造涡轮加工方法,包括以下步骤:
6.粗车涡轮毛坯焊接端外圆及端面;
7.软三爪夹所述涡轮毛坯焊接端外圆;
8.在粗车后的所述端面上顶中心孔;
9.以所述中心孔为基准对所述涡轮毛坯进行磨削;
10.切割所述粗车涡轮毛坯焊接端外圆长度;
11.精车所述涡轮毛坯焊接端,得到成品涡轮。
12.其中,在步骤精车所述涡轮毛坯焊接端,得到成品涡轮之后,所述方法还包括:所述将主轴与所述成品涡轮焊接端焊接,并做动平衡处理。
13.其中,所述粗车涡轮毛坯焊接端外圆及端面的具体方式:
14.三爪夹所述涡轮毛坯焊接端外圆,找正外圆及端面;
15.光出端面打中心孔,粗车涡轮毛坯。
16.其中,所述在粗车后的所述端面上顶中心孔的具体方式:
17.顶出中心孔,光出端面高点;
18.光出外圆及端面。
19.其中,所述精车涡轮毛坯焊接端,得到成品涡轮的具体方式:
20.软三爪夹所述涡轮毛坯焊接端外圆;
21.找正非焊接端外圆和端面,精车。
22.本发明的一种增压器铸造涡轮加工方法,粗车涡轮毛坯焊接端外圆及端面;软三爪夹所述涡轮毛坯焊接端外圆;在粗车后的所述端面上顶中心孔;以所述中心孔为基准对所述涡轮毛坯进行磨削;切割所述粗车涡轮毛坯焊接端外圆长度;精车所述涡轮毛坯焊接端,得到成品涡轮,该涡轮加工方法,采用软三爪装夹涡轮毛坯焊接端,并采用与粗车焊接面外圆同样的要求,对加工非焊接端的外圆及端面粗车加工,同时在非焊接端的端面上加工出中心孔,并以中心孔为基准进行后续的加工操作,保证涡轮的中心与后续摩擦焊接时
的中心一致,解决涡轮加工时,焊接端没有装夹,导致涡轮中心与后续摩擦焊接时的中心不一致的问题。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
24.图1是本发明提供的一种增压器铸造涡轮加工方法的流程图。
25.图2是粗车涡轮毛坯焊接端外圆及端面的示意图。
26.图3是软三爪夹所述涡轮毛坯焊接端外圆和在粗车后的所述端面上顶中心孔的示意图。
27.图4是以所述中心孔为基准对所述涡轮毛坯进行磨削的示意图。
28.图5是精车所述涡轮毛坯焊接端,得到成品涡轮的示意图。
29.图6是涡轮加工示意图。
30.图7是将主轴与所述成品涡轮焊接端焊接,并做动平衡处理的示意图。
31.图8是机械加工工艺过程卡片。
具体实施方式
32.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
33.请参阅图1至图8,本发明提供一种增压器铸造涡轮加工方法,包括以下步骤:
34.s1粗车涡轮毛坯焊接端外圆及端面;
35.具体的,为控制涡轮旋转中心与涡轮质量中心的偏差,减小焊接后涡轮轴的残余不平衡量,加工所述涡轮毛坯外圆时主要找正流道处外圆,即以流道为找正基准(主要原因为根据涡轮结构分析,涡轮大部分质量均在流道以内的实体部分,以流道为找正基准能尽量减小涡轮旋转中心与质量中心的偏差),同时在所述涡轮毛坯端面上加工出中心孔。
36.具体方式:
37.s11三爪夹所述涡轮毛坯焊接端外圆,找正外圆及端面;
38.s12光出端面打中心孔,粗车所述涡轮毛坯。
39.具体的,光出:采用机械加工的方式将需加工的面或外圆全部加工出,加工后整个端面或外圆不允许有未加工前的原始痕迹。
40.s2软三爪夹所述涡轮毛坯焊接端外圆;
41.s3在粗车后的所述端面上顶中心孔;
42.具体方式:
43.s31顶出中心孔,光出端面高点;
44.s32光出外圆及端面。
45.s4以所述中心孔为基准对涡轮毛坯进行磨削;
46.具体的,以粗车加工出的所述中心孔为装夹定位基准,顶两端中心孔,磨非焊接端外圆、叶片处大外圆及焊接端叶片端面。磨非焊接端外圆主要用于后续精车焊接端时装夹基准;磨焊接端叶片端面主要用于后续精车焊接端时找正基准;磨叶片处大外圆主要用于后续精车焊接面时找正基准以及摩擦焊接时工装定位用(保证焊接时涡轮与光轴同心,以减小焊接后涡轮轴的不平衡量。此外圆涡轮加工图纸要求加工,但作为精车的加工基准以及后续涡轮与光轴摩擦焊接定位基准需要,此外圆需进行加工)。
47.s5切割粗车涡轮毛坯焊接端外圆长度;
48.具体的,采用线切割方式割去所述涡轮毛坯焊接端外圆多余长度(即割去铸造时预留的工艺夹头,工艺夹头约20mm长)。预留此工艺夹头的主要目的时用于车削非焊接端外圆及端面的装夹用,按照涡轮加工图要求,焊接端外圆最终长度只有1mm长,而在加工非焊接端外圆及端面时只能装夹焊接端,叶片由于不连续且为毛坯状态,无法装夹,故只能夹持焊接面处外圆,但按图纸尺寸来说夹持长度是不够的,故铸造时将焊接面处外圆进行加长,预留工艺夹头来夹持。同时,由于涡轮为高温合金材质,车削时加工效率很低,为生产周期及加工成本考虑,采用线切割的方式来去掉工艺夹头,只留1mm余量来精车。
49.s6精车涡轮毛坯焊接端,得到成品涡轮。
50.具体的,将主轴与所述成品涡轮焊接端焊接,并做动平衡处理,具体操作为,把主轴放置于支承位置上,在tt和v平面做动平衡,去重位置为x所指处,去重范围见机械加工工艺过程卡片,已做过动平衡的主轴用彩笔标明,加工时采用软三爪夹持已磨非焊接端外圆,靠平已磨非焊接端端面,精车焊接面外圆、端面及内孔,同时精车后续涡轮与光轴摩擦焊接所定位用的台阶平面,加工时复校找正叶片处已磨外圆,保证涡轮加工时的中心与后续摩擦焊接时的中心一致,减小摩擦焊接时涡轮与光轴不同心造成涡轮轴的不平衡量。
51.具体方式:
52.s61软三爪夹所述涡轮毛坯焊接端外圆;
53.s62找正非焊接端外圆和端面,精车。
54.以上所揭露的仅为本发明一种专利名称较佳实施例而已,当然不能以此来限定本发明之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本发明权利要求所作的等同变化,仍属于发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1