一种线材粗中轧轧机错辊检查卡板及调整方法与流程
1.本发明涉及线材轧钢技术领域,具体是一种线材粗中轧轧机错辊检查卡板及调整方法。
背景技术:
2.钢厂线材轧钢车间粗中轧区域通常采用闭口式或短应力轧机,每台轧机牌坊内安装上、下轧辊,上下轧辊上加工相同的孔槽,上下孔槽及辊缝形成孔型,通常采用“箱-箱-椭圆-圆”孔型系统。轧机是否错辊关系孔型是否错位,进而影响轧制稳定性及成品表面质量。
3.轧机错辊常规检查方法是通过肉眼观察凭经验判断或生产时通过烧木印的方法,即将木板压在高温行走的轧件上长时间摩擦燃烧,最终在木板上形成轧件的单侧外形轮廓进行模糊判断,存在判断准确性差、费时费力效率低、安全性及环保性较差等缺点,甚至会产生向相反的方向调整加剧错辊程度,以及产生烫伤事故。
技术实现要素:
4.针对上述技术问题,本发明提出一种线材粗中轧轧机错辊检查卡板及调整方法,可快速检查判断轧机是否错辊,并指导操作工精确调整直至完全消除错辊,此检查方法具有高效、精准、易操作、安全环保等特点。短应力轧机可离线操作。
5.为了实现上述技术目的,本发明采用如下技术手段:一种线材粗中轧轧机错辊检查卡板,包括:孔型卡板,与粗中轧各道次轧件标准外形尺寸一致;手柄,与所述孔型卡板一侧固定连接。
6.所述孔型卡板的中心开设有螺纹孔,所述手柄与孔型卡板连接的一端设有与所述螺纹孔螺纹配合的外螺纹段。
7.所述孔型卡板由厚度是3mm~8mm厚的钢板制作。
8.本发明进一步公开了一种线材粗中轧轧机错辊检查及调整方法,采用所述的线材粗中轧轧机错辊检查卡板,包括以下步骤:s1、检查轧辊阻尼,保证轧机过载与空载条件下弹跳一致;s2、保证轧机牌坊上的错辊调节装置可正常调节;s3、将轧辊安装在牌坊内并紧固到位;s4、将轧辊辊缝或轧件尺寸调整到标准值;s5、手握检查卡板上的手柄,以下辊孔槽为基点先将检查卡板上孔型卡板垂直卡入下孔槽中,然后抬起手柄,根据孔型卡板与上孔槽轮廓的匹配情况调整错辊装置,抬起手柄的过程中,如果卡板左侧受阻,则上辊向左侧移动,如果卡板右侧受阻,则上辊向右侧移动,直至检查卡板与上孔槽轮廓完全匹配,如果抬起手柄的过程中卡板不受阻就能轻松与上孔槽轮廓完全匹配,则说明不错辊,无需调整。
9.进一步的,所述轧机为闭口式轧机。
10.进一步的,所述轧机为短应力轧机。
11.有益效果:本发明通过制作与粗中轧各道次轧件标准外形尺寸一致的孔型卡板并安装手柄,在生产前卡入孔型中,通过卡板轮廓与上、下孔槽的匹配情况可快速检查判断轧机是否错辊,并指导操作工精确调整直至完全消除错辊,此检查方法具有高效、精准、易操作、安全环保等特点。短应力轧机可离线操作。
附图说明
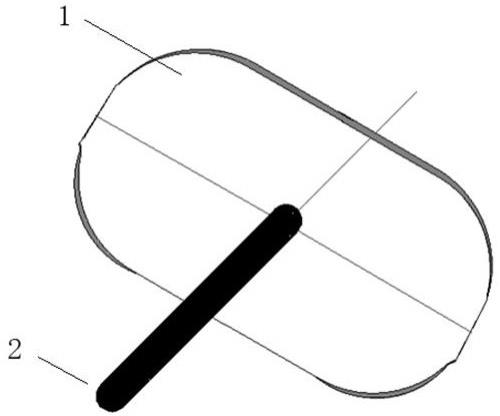
12.图1为箱型孔型卡板结构示意图;图2为椭圆孔型卡板结构示意图;图3为圆孔型孔型卡板结构示意图;其中,1为孔型卡板;2为手柄。
具体实施方式
13.下面结合说明书附图以及具体实施例对本发明的技术方案做进一步详细说明。
14.如图1~图3所示,一种线材粗中轧轧机错辊检查卡板,包括:孔型卡板,与粗中轧各道次轧件标准外形尺寸一致;手柄,与所述孔型卡板一侧固定连接。
15.作为本发明孔型卡板的进一步优选,所述孔型卡板的中心开设有螺纹孔,所述手柄与孔型卡板连接的一端设有与所述螺纹孔螺纹配合的外螺纹段。
16.作为本发明孔型卡板的进一步优选,如果卡板材料较软,则在与孔槽轮廓相接触时容易发生变形,进而导致小距离错辊检测不到的情况,为了保证检测精度,卡板需具有一定的刚度,所述孔型卡板由厚度是3mm~8mm厚的钢板制作。
17.本发明进一步公开了一种线材粗中轧轧机错辊检查及调整方法,采用所述的线材粗中轧轧机错辊检查卡板,包括以下步骤:s1、检查轧辊阻尼,保证轧机过载与空载条件下弹跳一致;s2、保证轧机牌坊上的错辊调节装置可正常调节;s3、将轧辊安装在牌坊内并紧固到位;s4、将轧辊辊缝或轧件尺寸调整到标准值;s5、手握检查卡板上的手柄,以下辊孔槽为基点先将检查卡板上孔型卡板垂直卡入下孔槽中,然后抬起手柄,根据孔型卡板与上孔槽轮廓的匹配情况调整错辊装置,抬起手柄的过程中,如果卡板左侧受阻,则上辊向左侧移动,如果卡板右侧受阻,则上辊向右侧移动,直至检查卡板与上孔槽轮廓完全匹配,如果抬起手柄的过程中卡板不受阻就能轻松与上孔槽轮廓完全匹配,则说明不错辊,无需调整。
18.优选的,所述轧机为闭口式轧机或短应力轧机。
19.实施例:检查卡板制作:1、按各道次孔型尺寸加工孔型卡板;2、在孔型卡板的中心位置钻孔;
3、将手柄与孔型卡板连接固定,形成检查卡板。
20.闭口式轧机在线错辊检查及调整方法:1、检查闭口式轧辊阻尼,保证轧机过载与空载条件下弹跳一致;2、保证轧机牌坊上的错辊调节装置可正常调节;3、将轧辊安装在牌坊内并紧固到位;3、将轧辊辊缝或轧件尺寸调整到标准值;4、手握检查卡板上的手柄,以下辊孔槽为基点先将检查卡板垂直卡入下孔槽中,然后抬起手柄,根据卡板与上孔槽轮廓的匹配情况调整错辊装置,抬起手柄的过程中,如果卡板左侧受阻,则上辊向左侧移动,如果卡板右侧受阻,则上辊向右侧移动,直至检查卡板与上孔槽轮廓完全匹配,如果抬起手柄的过程中卡板不受阻就能轻松与上孔槽轮廓完全匹配,则说明不错辊,无需调整。
21.短应力轧机错辊检查及调整方法:因短应力轧机可以离线装配、调整辊缝及错辊,因此可以按上述方法离线开展错辊检查及调整。
技术特征:
1.一种线材粗中轧轧机错辊检查卡板,其特征在于,包括:孔型卡板,与粗中轧各道次轧件标准外形尺寸一致;手柄,与所述孔型卡板一侧固定连接。2.根据权利要求1所述的线材粗中轧轧机在线错辊检查卡板,其特征在于,所述孔型卡板的中心开设有螺纹孔,所述手柄与孔型卡板连接的一端设有与所述螺纹孔螺纹配合的外螺纹段。3.根据权利要求1所述的线材粗中轧轧机在线错辊检查卡板,其特征在于,所述孔型卡板由厚度是3mm~8mm厚的钢板制作。4.一种线材粗中轧轧机错辊检查及调整方法,采用如权利要求1~3中任一所述的线材粗中轧轧机错辊检查卡板,其特征在于,包括以下步骤:s1、检查轧辊阻尼,保证轧机过载与空载条件下弹跳一致;s2、保证轧机牌坊上的错辊调节装置可正常调节;s3、将轧辊安装在牌坊内并紧固到位;s4、将轧辊辊缝或轧件尺寸调整到标准值;s5、手握检查卡板上的手柄,以下辊孔槽为基点先将检查卡板上孔型卡板垂直卡入下孔槽中,然后抬起手柄,根据孔型卡板与上孔槽轮廓的匹配情况调整错辊装置,抬起手柄的过程中,如果卡板左侧受阻,则上辊向左侧移动,如果卡板右侧受阻,则上辊向右侧移动,直至检查卡板与上孔槽轮廓完全匹配,如果抬起手柄的过程中卡板不受阻就能轻松与上孔槽轮廓完全匹配,则说明不错辊,无需调整。5.根据权利要求4所述的线材粗中轧轧机错辊检查及调整方法,其特征在于,所述轧机为闭口式轧机。6.根据权利要求4所述的线材粗中轧轧机错辊检查及调整方法,其特征在于,所述轧机为短应力轧机。
技术总结
本发明公开了一种线材粗中轧轧机错辊检查卡板及调整方法。检查卡板包括:孔型卡板,与粗中轧各道次轧件标准外形尺寸一致;手柄,与所述孔型卡板一侧固定连接。包括以下步骤:S1、检查轧辊阻尼,保证轧机过载与空载条件下弹跳一致;S2、保证轧机牌坊上的错辊调节装置可正常调节;S3、将轧辊安装在牌坊内并紧固到位;S4、将轧辊辊缝或轧件尺寸调整到标准值;S5、手握检查卡板上的手柄,以下辊孔槽为基点先将检查卡板上孔型卡板垂直卡入下孔槽中,然后抬起手柄,根据孔型卡板与上孔槽轮廓的匹配情况调整错辊装置。本发明可快速检查判断轧机是否错辊,并指导操作工精确调整直至完全消除错辊。并指导操作工精确调整直至完全消除错辊。并指导操作工精确调整直至完全消除错辊。
技术研发人员:金玉静 朱海涛 王珍传 张磊 余凌锋 徐志平 陈志亮 赵建权
受保护的技术使用者:张家港宏昌钢板有限公司 江苏省沙钢钢铁研究院有限公司
技术研发日:2022.07.30
技术公布日:2022/11/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1