一种焊接工艺参数优化方法和装置与流程
1.本发明实施例涉及焊接技术领域,尤其涉及一种焊接工艺参数优化方法和装置。
背景技术:
2.随着焊接工艺的发展,焊机焊接设备逐渐被应用到各个领域,但由于焊机的焊接工作环境恶劣,且存在着电磁干扰、辐射高、元器件易老化、接插件的接触老化及电缆线的老化等问题,往往会造成焊机的焊接工艺参数不一致,导致焊接工艺品质不一致、良品率差等,且难于对焊机的焊接设备的管理。
3.现有技术往往是焊接技术人员去检查并判断每台焊机的输出参数指标、焊接的工件来分析这台焊机的焊接工艺参数是否达到焊接工艺标准、是否符合品质要求,但这种方式不仅费时费力、对操作技术人员的要求高,也无法保证每台焊接工艺参数一致。
技术实现要素:
4.针对上述问题,本发明实施例提供了一种焊接工艺参数优化方法和装置。
5.第一方面,本发明实施例提供的焊接工艺参数优化方法,包括:获取焊接设备的输入检测数据;根据输入检测数据,输出焊接工艺参数数据;将焊接工艺参数数据传输至服务器,服务器实时监控焊接工艺参数数据,并对焊接工艺参数数据进行分析以判断存在的参数设定错误以及每台焊机的输出情况;服务器根据存在的参数设定错误以及每台焊机的输出情况生成数据修改指令,并发送数据修改指令至物联网焊接设备,从而使物联网焊接设备根据数据修改指令对焊接工艺参数进行自动优化。
6.进一步地,根据输入检测数据,输出焊接工艺参数数据,包括:将输入检测数据进行一次整流滤波、逆变、降压和二次整流滤波等操作,以形成输出焊接工艺参数数据。
7.优选地,将焊接工艺参数数据传输至服务器,服务器实时监控焊接工艺参数数据,并对焊接工艺参数数据进行分析以判断存在的参数设定错误以及每台焊机的输出情况,包括:通过4g通信模块、5g通信模块或wifi将焊接工艺参数数据传输至服务器。优选地,将焊接工艺参数数据传输至服务器,服务器实时监控焊接工艺参数数据,并对焊接工艺参数数据进行分析以判断存在的参数设定错误以及每台焊机的输出情况,还包括:通过系统逻辑对焊接工艺参数进行数据分析,并参考物联网焊接设备的历史总体运行数据,自动判断存在的参数设定错误以及每台焊机的输出情况。
8.进一步地,在在服务器根据存在的参数设定错误以及每台焊机的输出情况生成数据修改指令,并发送数据修改指令至物联网焊接设备,从而使物联网焊接设备根据数据修改指令对焊接工艺参数进行自动优化之后,还包括:
将输入检测数据、焊接工艺参数数据以及优化后的焊接工艺参数数据实时发送到移动端和/或电脑端。
9.第二方面,本发明实施例还提供一种焊接工艺参数优化装置,包括:输入检测数据获取模块,输入检测数据获取模块用于获取焊接设备的输入检测数据;焊接工艺参数数据输出模块,焊接工艺参数数据输出模块用于根据输入检测数据,输出焊接工艺参数数据;第一处理模块,第一处理模块用于将焊接工艺参数数据传输至服务器,服务器实时监控焊接工艺参数数据,并对焊接工艺参数数据进行分析以判断存在的参数设定错误以及每台焊机的输出情况;第二处理模块,第二处理模块用于服务器根据存在的参数设定错误以及每台焊机的输出情况生成数据修改指令,并发送数据修改指令至物联网焊接设备,从而使物联网焊接设备根据存在的参数设定错误以及每台焊机的输出情况数据修改指令对焊接工艺参数进行自动优化。其中,焊接工艺参数数据输出模块,具体用于:将输入检测数据进行一次整流滤波、逆变、降压和二次整流滤波等操作,以形成输出焊接工艺参数数据。
10.优选地, 通过4g通信模块、5g通信模块或wifi将焊接工艺参数数据传输至服务器。
11.优选地,第一处理模块还包括第一处理单元,第一处理单元用于通过系统逻辑对焊接工艺参数进行数据分析,并参考物联网焊接设备的历史总体运行数据,自动判断存在的参数设定错误以及每台焊机的输出情况。
12.进一步地,还包括:第二处理模块,第二处理模块用于将输入检测数据、焊接工艺参数数据以及优化后的焊接工艺参数数据实时发送到移动端和/或电脑端。
13.本发明实施例通过上述方案,可实时监控并分析所述输入检测数据以及输出焊接工艺参数从而判断用户可能的参数设定错误及每台焊机的输出情况,并发送数据修改指令至物联网焊接设备,从而使所述物联网焊接设备根据存在的参数设定错误以及每台焊机的输出情况对焊接工艺参数进行自动优化;实现了焊接工艺参数的自动优化,大大的节约了人力资源和时间成本,提高了加工效率。
附图说明
14.图1是本发明一个实施例提供的一种焊接工艺参数优化方法的流程示意图;图2是本发明一个实施例提供的一种焊接工艺参数优化方法的流程示意图;图3是本发明一个实施例提供的一种焊接工艺参数优化装置的结构示意图。
具体实施方式
15.下面结合附图和实施例对本发明作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
16.在更加详细地讨论示例性实施例之前应当提到的是,一些示例性实施例被描述成作为流程图描绘的处理或方法。虽然流程图将各步骤描述成顺序的处理,但是其中的许多步骤可以被并行地、并发地或者同时实施。此外,各步骤的顺序可以被重新安排。当其操作完成时处理可以被终止,但是还可以具有未包括在附图中的附加步骤。处理可以对应于方法、函数、规程、子例程、子程序等等。
17.此外,术语“第一”、“第二”等可在本文中用于描述各种方向、动作、步骤或元件等,但这些方向、动作、步骤或元件不受这些术语限制。这些术语仅用于将第一个方向、动作、步骤或元件与另一个方向、动作、步骤或元件区分。举例来说,在不脱离本技术的范围的情况下,可以将第一处理模块为第二处理模块,且类似地,可将第二处理模块称为第一处理模块。第一处理模块和第二处理模块两者都是处理模块,但其不是同一处理模块。术语“第一”、“第二”等而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
18.图1为本发明实施例提供的焊接工艺参数优化方法的流程示意图,可适用于焊接工艺参数自动优化的场景,该方法可以由焊接工艺参数优化装置来执行,该装置可以采用软件和/或硬件的方式实现,并可集成在服务器上。
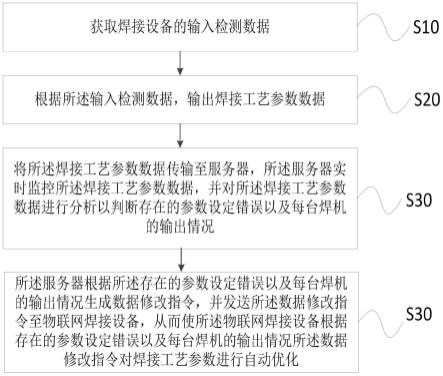
19.如图1所示,本发明实施例提供的焊接工艺参数优化方法包括:s10、获取焊接设备的输入检测数据;s20、根据所述输入检测数据,输出焊接工艺参数数据;s30、将所述焊接工艺参数数据传输至服务器,所述服务器实时监控所述焊接工艺参数数据,并对所述焊接工艺参数数据进行分析以判断存在的参数设定错误以及每台焊机的输出情况;s40、所述服务器根据所述存在的参数设定错误以及每台焊机的输出情况生成数据修改指令,并发送所述数据修改指令至物联网焊接设备,从而使所述物联网焊接设备根据所述数据修改指令对焊接工艺参数进行自动优化。
20.在本发明实施例中,通过首先获取焊接设备的输入检测数据并根据所述输入检测数据,输出焊接工艺参数数据,将所述焊接工艺参数数据传输至服务器,可实时监控并分析所述输入检测数据以及输出焊接工艺参数从而判断用户可能的参数设定错误及每台焊机的输出情况,并发送数据修改指令至物联网焊接设备,从而使所述物联网焊接设备根据存在的参数设定错误以及每台焊机的输出情况对焊接工艺参数进行自动优化;实现了焊接工艺参数的自动优化,大大的节约了人力资源和时间成本,提高了加工效率。
21.参照图2,具体地,所述根据所述输入检测数据,输出焊接工艺参数数据的步骤s20,包括:s21、将所述输入检测数据进行一次整流滤波、逆变、降压和二次整流滤波等操作,以形成输出焊接工艺参数数据。
22.在本发明实施例中,输入检测数据包括输入电压和电流数据,首先可将输入的三相380v/50hz的交流电经过一次整流滤波操作后,获得平滑的dc540v直流电;之后将dc540v直流电通过逆变操作变成20khz的中频交流电,之后送入变压器经过降压操作降压为交流
80v电并传输至副边,再通过二次整流滤波操作将交流80v电变成直流,经滤波后输出为焊接工艺参数数据。
23.进一步地,所述将所述焊接工艺参数数据传输至服务器,所述服务器实时监控所述焊接工艺参数数据,并对所述焊接工艺参数数据进行分析以判断存在的参数设定错误以及每台焊机的输出情况的步骤s30,包括:s31、通过4g通信模块、5g通信模块或wifi将所述焊接工艺参数数据传输至服务器。
24.其中,所述将所述焊接工艺参数数据传输至服务器,所述服务器实时监控所述焊接工艺参数数据,并对所述焊接工艺参数数据进行分析以判断存在的参数设定错误以及每台焊机的输出情况的步骤s30,还包括:s32、通过系统逻辑对所述焊接工艺参数进行数据分析,并参考所述物联网焊接设备的历史总体运行数据,自动判断存在的参数设定错误以及每台焊机的输出情况。
25.在本发明实施例中,可以通过阿里云物联网接口获取物联网焊接设备的实时运行数据,并进行表格数据统计和移动端图表展示,服务器将统计所述运行数据,包括每日运行时间、系统状态(包括运行状态、报警情况和错误情况)、上线时间、总运行时间等等。这样的好处是服务器可实时对焊机进行全面的监控,同时根据历史数据判断焊机的使用规律,当监控到焊机的数据与系统统计的规律发生偏差时,上报数据偏差预警。
26.此外,在物联网焊接设备工作时,获取设备的实时运行数据,可对比历史总体运行数据并分析相关数据如焊接电流、焊接电压等,当发现实时数据发生偏差时,判断其存在参数设定错误,进而生成相应的数据修改指令,并发送所述数据修改指令至物联网焊接设备,从而使所述物联网焊接设备根据所述数据修改指令对焊接工艺参数进行自动优化。
27.进一步地,在所述服务器根据所述存在的参数设定错误以及每台焊机的输出情况生成数据修改指令,并发送所述数据修改指令至物联网焊接设备,从而使所述物联网焊接设备根据所述数据修改指令对焊接工艺参数进行自动优化的步骤s40之后,还包括:s50、将所述输入检测数据、焊接工艺参数数据以及优化后的焊接工艺参数数据实时发送到移动端和/或电脑端。
28.因此,用户可以从电脑端与移动端设备实时看到每台物联网焊接设备的焊接工艺参数数据,从而增强了用户对焊接设备和焊机的管理。
29.图3为本发明实施例所提供的焊接工艺参数优化装置的结构示意图,参考图3,本发明实施例所提供的焊接工艺参数优化装置包括:输入检测数据获取模块1、焊接工艺参数数据输出模块2、第一处理模块3和第二处理模块4。
30.所述输入检测数据获取模块1用于获取焊接设备的输入检测数据;所述焊接工艺参数数据输出模块2用于根据所述输入检测数据,输出焊接工艺参数数据;所述第一处理模块3用于将所述焊接工艺参数数据传输至服务器,所述服务器实时监控所述焊接工艺参数数据,并对所述焊接工艺参数数据进行分析以判断存在的参数设定错误以及每台焊机的输出情况;所述第二处理模块4用于所述服务器根据所述存在的参数设定错误以及每台焊机的输出情况生成数据修改指令,并发送所述数据修改指令至物联网焊接设备,从而使所述
物联网焊接设备根据存在的参数设定错误以及每台焊机的输出情况所述数据修改指令对焊接工艺参数进行自动优化。
31.其中,所述焊接工艺参数数据输出模块2具体用于:将所述输入检测数据进行一次整流滤波、逆变、降压和二次整流滤波等操作,以形成输出焊接工艺参数数据。比如,在本发明实施例中,输入检测数据包括输入电压和电流数据,首先可将输入的三相380v/50hz的交流电经过一次整流滤波操作后,获得平滑的dc540v直流电;之后将dc540v直流电通过逆变操作变成20khz的中频交流电,之后送入变压器经过降压操作降压为交流80v电并传输至副边,再通过二次整流滤波操作将交流80v电变成直流,经滤波后输出为焊接工艺参数数据。
32.优选地,本发明实施例中通过4g通信模块、5g通信模块或wifi将所述焊接工艺参数数据传输至服务器。
33.优选地,所述第一处理模块3包括第一处理单元,所述第一处理单元用于通过系统逻辑对所述焊接工艺参数进行数据分析,并参考所述物联网焊接设备的历史总体运行数据,自动判断存在的参数设定错误以及每台焊机的输出情况。进一步地,所述焊接数据优化装置还还包括:第二处理模块,所述第二处理模块用于将所述输入检测数据、焊接工艺参数数据以及优化后的焊接工艺参数数据实时发送到移动端和/或电脑端。
34.本发明实施例通过上述方案,可实时监控并分析所述输入检测数据以及输出焊接工艺参数从而判断用户可能的参数设定错误及每台焊机的输出情况,并发送数据修改指令至物联网焊接设备,从而使所述物联网焊接设备根据存在的参数设定错误以及每台焊机的输出情况对焊接工艺参数进行自动优化;实现了焊接工艺参数的自动优化,大大的节约了人力资源和时间成本,提高了加工效率。
35.注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1