一种塑钢带加工用表面压花装置的制作方法
1.本发明涉及钢带加工领域,特别涉及一种塑钢带加工用表面压花装置。
背景技术:
2.随着工业技术的发展,现代的塑钢带加工技术越来越完善,在机车建造或者大型的机械制造中需要使用压花的钣金,压花的钣金在制作的过程中还需要切割很多的槽口和铆钉开孔,但是钣金在压花的之后再打铆钉孔和开槽,这些操作需要定位三次,这就会让加工过程更加比较复杂,就会有一定的出错率;
3.在钣金上开槽的时候,开槽的深度各不相同,这就需要用几个切割步骤来加工,多个切割步骤就让操作更复杂,切割机构更加繁多。
技术实现要素:
4.本发明的目的在于针对现有技术的不足,提供一种塑钢带加工用表面压花装置,该装置在使用的时候,把待处理的钣金卷放到穿插杆上,然后再把两半卡合块再通过螺栓锁紧端头,把钣金的端头牵引出来塞进活动辊柱和固定滚柱之间,活动辊柱通过压力弹簧向下施加压力,钣金穿过压花凹腔和压花块之间实施压花作业,钣金在推进的过程中夹指气缸锁紧钣金的侧壁,进而钣金的移动就和滑行片保持同步,等到夹指气缸松开钣金的时候,滑行片通过归为弹簧弹回原来的位置,滑行片上的冲孔组件在钣金片运行的过程中实施开孔作业,实现了联动加工的效果,节省了加工步骤。
5.为解决上述问题,本发明提供以下技术方案:一种塑钢带加工用表面压花装置,包括基台板,所述基台板的一侧设置有延伸支架,且延伸支架的端头设置有物料组件,所述基台板的顶端设置有推进组件,所述基台板的底端固定安装有两个底部导轨,底部导轨上套装有底部滑块,底部滑块和底部导轨滑动连接,所述底部滑块的顶端固定安装有滑行片,滑行片的顶端设置有钻孔组件,且滑行片的顶端还设置有夹指气缸,所述滑行片的底端还设置有复位组件,所述底部导轨的一侧设置有开槽台,开槽台的顶端设置有定位调节组件。
6.进一步,所述物料组件包括穿插杆,且穿插杆两端设置有卡合块,卡和块分为两半,两半卡和块通过沉头螺栓连接,延伸支架的端头设置有扭转槽口,穿插杆端头的穿插在扭转槽口内。
7.进一步,所述推进组件包括端部轴座,端部轴座的中间设置有活动辊柱,所述基台板的中间还设置有固定滚柱,固定滚柱的两端设置有穿插在基台板侧壁中的圆杆,活动辊柱上设置有压花凹腔,固定滚柱上设置有和压花凹腔相匹配的压花块,所述活动辊柱和固定滚柱的端头分别设置有第一齿轮和第二齿轮,第一齿轮和第二齿轮相互啮合,所述固定滚柱安装在步进电机的输出端上,步进电机固定在端部轴座的侧壁上,所述端部轴座上还设置有压花压力组件。
8.进一步,所述压花压力组件包括立柱,立柱固定在基台板的顶端,端部轴座上设置有和立柱相匹配的开孔,立柱的顶端设置有,且立柱的外侧套装有压力弹簧,压力弹簧的底
端和端部轴座固定连接,压力弹簧的顶端和固定连接。
9.进一步,所述钻孔组件包括冲击桥,冲击桥上设置有加强筋,冲击桥的顶端设置有三个升降杆,冲击桥上设置有和升降杆相匹配的穿插孔,升降杆的上设置有两个限位翻边,底部的限位翻边上设置有打击头,打击头的材质为金刚石,所述升降杆的外侧套装有抬升弹簧,抬升弹簧的底端和冲击桥固定连接,抬升弹簧另一个端头和顶部的限位翻边固定连接,顶部的限位翻边通过连接片连接,所述滑行片的顶多管设置有冲孔板块,冲孔板块的顶端设置有三个冲击眼,冲击眼在竖直方向上的位置和三个打击头一一对应,所述底部导轨上还设置有压力联动组件,所述滑行片的一侧设置有承载台,承载台的四个拐角设置有钢球,承载台拐角上设置有和钢球相匹配的球腔。
10.进一步,所述压力联动组件包括环绕桥,所述环绕桥的端头设置有三角块,连接片的顶端设置有抵触柱,且抵触柱的顶端设置有接触球,接触球的材质为不锈钢材质,接触球和三角块相互贴合。
11.进一步,所述复位组件包括归为弹簧,基台板和滑行片的底端均设置有拉钩,归为弹簧的两端设置有和拉钩相匹配的锁扣。
12.进一步,所述夹指气缸的夹指上设置有若干个橡胶颗粒,钣金处在两个夹指气缸的夹指之间,夹指气缸通过避让杆和滑行片的顶面固定连接。
13.进一步,所述定位调节组件包括两个穿插壳体,穿插壳体通过安装块和开槽台的顶面连接,穿插壳体之间形成活动线槽,所述穿插壳体的中间设置有定位柱,定位柱和穿插壳体之前滑动连接,所述定位柱的顶端和底端分别设置有第一横杆和第二横杆,第一横杆和第二横杆的长度不相同,所述定位柱上设置有与第一横杆和第二横杆相匹配的穿插孔,第一横杆和第二横杆的两端设置有缓冲弹簧,缓冲弹簧与第一横杆和第二横杆的侧壁连接,缓冲弹簧的另一端和定位柱的侧壁连接,所述穿插壳体的侧壁上设置有推进支架,推进支架上固定安装有电动推杆,电动推杆的输出端和第一横杆和第二横杆可对接,电动推杆的输出杆与第二横杆的端头保持一定的距离,所述开槽台的底端设置有换位气缸,换位气缸的输出端穿过开槽台和定位柱的底端连接,所述定位柱远离推进支架的一侧设置有打磨组件。
14.进一步,所述打磨组件包括预备桥,预备桥分别与两个穿插壳体的侧壁连接,预备桥上穿插有移动柱,移动柱上还套装有定位弹簧,所述移动柱端头固定安装有打磨电机,打磨电机的输出端设置有砂轮盘,砂轮盘的材质为石英砂,且承载台上设置有和砂轮盘相匹配的切割槽口。
15.本发明的有益效果:
16.其一,该装置在使用的时候,把待处理的钣金卷放到穿插杆上,然后再把两半卡合块再通过螺栓锁紧端头,把钣金的端头牵引出来塞进活动辊柱和固定滚柱之间,活动辊柱通过压力弹簧向下施加压力,钣金穿过压花凹腔和压花块之间实施压花作业,钣金在推进的过程中夹指气缸锁紧钣金的侧壁,进而钣金的移动就和滑行片保持同步,等到夹指气缸松开钣金的时候,滑行片通过归为弹簧弹回原来的位置,滑行片上的冲孔组件在钣金片运行的过程中实施开孔作业,实现了联动加工的效果,节省了加工步骤。
17.其二,滑行片在推进的过程中,推进片顶端的接触球和三角块咋子接触的过程中,金刚石打击头会插进钣金和冲击眼实施打击,等到金刚石打击头生气的时候,步进电机翻
转退回一小段距离,压花作业和打击铆钉孔联动完成,节省了加工时间,提高了工作效率。
18.其三,在切槽的时候,换位气缸来回带动定位柱滑行,定位柱会滑行到两个预定位置上,两个预定位置分别让第一横杆和第二横杆到达电动推杆输出杆的对应位置,电动推杆把第一横杆和第二横杆顶出去,第一横杆和第二横杆把打磨电机推出去的长度是不同的,砂轮盘切入的深度也不相同,实现了切割不同深度开槽的效果。
附图说明
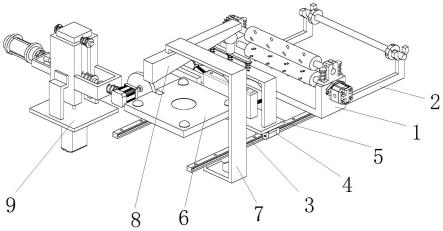
19.图1为一种塑钢带加工用表面压花装置正视的示意图。
20.图2为一种塑钢带加工用表面压花装置侧视的示意图。
21.图3为一种塑钢带加工用表面压花装置剖视的示意图。
22.图4为一种塑钢带加工用表面压花装置端部轴座的示意图。
23.图5为一种塑钢带加工用表面压花装置承载台的示意图。
24.图6为一种塑钢带加工用表面压花装置仰视的示意图。
25.图7为一种塑钢带加工用表面压花装置冲击桥的示意图。
26.图8为一种塑钢带加工用表面压花装置开槽台的示意图。
27.图9为一种塑钢带加工用表面压花装置开槽台第二视角的示意图。
28.附图标记说明:
29.基台板1,活动辊柱101,固定滚柱102,步进电机103,第一齿轮104,第二齿轮105,端部轴座106,立柱107,压力弹簧108,延伸支架2,扭转槽口201,穿插杆202,底部导轨3,底部滑块4,滑行片5,冲孔板块501,冲击眼502,承载台6,环绕桥7,三角块8,开槽台9,穿插壳体901,安装块902,定位柱903,换位气缸904,第一横杆905,第二横杆906,推进支架907,电动推杆908,预备桥909,移动柱910,打磨电机911,砂轮盘912,冲击桥10,升降杆1001,抬升弹簧1002,打击头1003,连接片1004,抵触柱1005,接触球1006,夹指气缸11,归为弹簧12,拉钩1201。
具体实施方式
30.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
31.在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
32.参照图1、2、3、4、5、6、7、8、9所示的一种塑钢带加工用表面压花装置,包括基台板1,所述基台板1的一侧设置有延伸支架2,且延伸支架2的端头设置有物料组件,所述基台板1的顶端设置有推进组件,所述基台板1的底端固定安装有两个底部导轨3,底部导轨3上套装有底部滑块4,底部滑块4和底部导轨3滑动连接,所述底部滑块4的顶端固定安装有滑行片5,滑行片5的顶端设置有钻孔组件,且滑行片5的顶端还设置有夹指气缸11,所述滑行片5的底端还设置有复位组件,所述底部导轨3的一侧设置有开槽台9,开槽台9的顶端设置有定
位调节组件,待处理的钣金卷放到穿插杆上,然后把钣金的端头牵引出来塞进推进组件中,推进组件带动钣金往前匀速推进,钣金在推进的过程中夹指气缸11锁紧钣金的侧壁,进而钣金11的移动就和滑行片5保持同步,滑行片5上的冲孔组件在钣金片运行的过程中实施开孔作业,然后开槽台9顶端的定位调节组件实施定位开槽作业。
33.所述物料组件包括穿插杆202,且穿插杆202两端设置有卡合块,卡和块分为两半,两半卡和块通过沉头螺栓连接,延伸支架2的端头设置有扭转槽口201,穿插杆202端头的穿插在扭转槽口201内,穿插杆202插进钣金卷之后,把两个卡和块通过沉头螺栓连接起来,穿插杆202的端头放在扭转槽口201内,穿插杆202可以在扭转槽口201内旋转,穿插杆202和钣金卷是从动旋转的,实现了自动供料的效果。
34.所述推进组件包括端部轴座106,端部轴座106的中间设置有活动辊柱101,所述基台板1的中间还设置有固定滚柱102,固定滚柱102的两端设置有穿插在基台板1侧壁中的圆杆,活动辊柱101上设置有压花凹腔,固定滚柱102上设置有和压花凹腔相匹配的压花块,所述活动辊柱101和固定滚柱102的端头分别设置有第一齿轮104和第二齿轮105,第一齿轮104和第二齿轮105相互啮合,所述固定滚柱102安装在步进电机103的输出端上,步进电机103固定在端部轴座106的侧壁上,所述端部轴座106上还设置有压花压力组件,步进电机103带动固定滚柱102旋转,钣金穿过压花凹腔和压花块之间实施压花作业,实现了自动压花的效果。
35.所述压花压力组件包括立柱107,立柱107固定在基台板1的顶端,端部轴座106上设置有和立柱107相匹配的开孔,立柱107的顶端设置有109,且立柱107的外侧套装有压力弹簧108,压力弹簧108的底端和端部轴座106固定连接,压力弹簧108的顶端和109固定连接,活动辊柱101在加工的过程中是活动的,活动辊柱101通过压力弹簧108向下施加压力,活动辊柱101的活动幅度不会导致第一齿轮104和第二齿轮105脱离,实现了压花作业中压力可调节的效果。
36.所述钻孔组件包括冲击桥10,冲击桥10上设置有加强筋,冲击桥10的顶端设置有三个升降杆1001,冲击桥10上设置有和升降杆1001相匹配的穿插孔,升降杆1001的上设置有两个限位翻边,底部的限位翻边上设置有打击头1003,打击头1003的材质为金刚石,所述升降杆1001的外侧套装有抬升弹簧1002,抬升弹簧1002的底端和冲击桥10固定连接,抬升弹簧1002另一个端头和顶部的限位翻边固定连接,顶部的限位翻边通过连接片1004连接,所述滑行片5的顶多管设置有冲孔板块501,冲孔板块501的顶端设置有三个冲击眼502,冲击眼502在竖直方向上的位置和三个打击头1003一一对应,所述底部导轨3上还设置有压力联动组件,所述滑行片5的一侧设置有承载台6,承载台6的四个拐角设置有钢球,承载台6拐角上设置有和钢球相匹配的球腔,滑行片5同步滑行的过程中,三个打击头1003向下推进实施冲击作业,冲击的边角料落进三个冲击眼502里的容纳腔里,实现了同步冲击的铆钉孔效果,承载台6用于保持钣金平整,防止钣金弯曲过度。
37.所述压力联动组件包括环绕桥7,所述环绕桥7的端头设置有三角块8,连接片1004的顶端设置有抵触柱1005,且抵触柱1005的顶端设置有接触球1006,接触球1006的材质为不锈钢材质,接触球1006和三角块8相互贴合,滑行片5上方的接触球1006和三角块8接触推进的时候,三个打击头1003就被向下推进了,三个打击头1003拔出来的时候,步进电机103翻转一小段距离。
38.所述复位组件包括归为弹簧12,基台板1和滑行片5的底端均设置有拉钩1201,归为弹簧12的两端设置有和拉钩1201相匹配的锁扣,滑行片5通过归为弹簧12恢复到原来得到位置。
39.所述夹指气缸11的夹指上设置有若干个橡胶颗粒,钣金处在两个夹指气缸11的夹指之间,夹指气缸11通过避让杆和滑行片5的顶面固定连接,如果让钣金在推进的过程中,夹指气缸11不夹住钣金,滑行片5保持不动,夹指气缸11夹指上的橡胶颗粒增加了和钣金的摩擦力系数。
40.所述定位调节组件包括两个穿插壳体901,穿插壳体901通过安装块902和开槽台9的顶面连接,穿插壳体901之间形成活动线槽,所述穿插壳体901的中间设置有定位柱903,定位柱903和穿插壳体901之前滑动连接,所述定位柱903的顶端和底端分别设置有第一横杆905和第二横杆906,第一横杆905和第二横杆906的长度不相同,所述定位柱903上设置有与第一横杆905和第二横杆906相匹配的穿插孔,第一横杆905和第二横杆906的两端设置有缓冲弹簧,缓冲弹簧与第一横杆905和第二横杆906的侧壁连接,缓冲弹簧的另一端和定位柱903的侧壁连接,所述穿插壳体901的侧壁上设置有推进支架907,推进支架907上固定安装有电动推杆908,电动推杆908的输出端和第一横杆905和第二横杆906可对接,电动推杆908的输出杆与第二横杆906的端头保持一定的距离,所述开槽台9的底端设置有换位气缸904,换位气缸904的输出端穿过开槽台9和定位柱903的底端连接,所述定位柱903远离推进支架907的一侧设置有打磨组件,在切槽的时候,换位气缸904来回带动定位柱903滑行,定位柱会903滑行到两个预定位置上,两个预定位置分别让第一横杆905和第二横杆906到达电动推杆908输出杆的对应位置,电动推杆908把第一横杆905和第二横杆906顶出去,第一横杆905和第二横杆906把打磨组件推出去的长度是不同的,打磨组件切入钣金的深度也不相同,实现了切割不同深度开槽的效果。
41.所述打磨组件包括预备桥909,预备桥909分别与两个穿插壳体901的侧壁连接,预备桥909上穿插有移动柱910,移动柱910上还套装有定位弹簧,所述移动柱910端头固定安装有打磨电机911,打磨电机911的输出端设置有砂轮盘912,砂轮盘912的材质为石英砂,且承载台6上设置有和砂轮盘912相匹配的切割槽口,打磨电机911切入开槽之后,打磨电机911通过定位弹簧脱离出钣金,实现了复位的效果。
42.综上所述,待处理的钣金卷放到穿插杆上,然后把钣金的端头牵引出来塞进推进组件中,推进组件带动钣金往前匀速推进,钣金在推进的过程中夹指气缸11锁紧钣金的侧壁,进而钣金11的移动就和滑行片5保持同步,滑行片5上的冲孔组件在钣金片运行的过程中实施开孔作业,然后开槽台9顶端的定位调节组件实施定位开槽作业,穿插杆202插进钣金卷之后,把两个卡和块通过沉头螺栓连接起来,穿插杆202的端头放在扭转槽口201内,穿插杆202可以在扭转槽口201内旋转,穿插杆202和钣金卷是从动旋转的,实现了自动供料的效果,步进电机103带动固定滚柱102旋转,钣金穿过压花凹腔和压花块之间实施压花作业,实现了自动压花的效果,活动辊柱101在加工的过程中是活动的,活动辊柱101通过压力弹簧108向下施加压力,活动辊柱101的活动幅度不会导致第一齿轮104和第二齿轮105脱离,实现了压花作业中压力可调节的效果,滑行片5同步滑行的过程中,三个打击头1003向下推进实施冲击作业,冲击的边角料落进三个冲击眼502里的容纳腔里,实现了同步冲击的铆钉孔效果,承载台6用于保持钣金平整,防止钣金弯曲过度,滑行片5上方的接触球1006和三角
块8接触推进的时候,三个打击头1003就被向下推进了,三个打击头1003拔出来的时候,步进电机103翻转一小段距离,滑行片5通过归为弹簧12恢复到原来得到位置,如果让钣金在推进的过程中,夹指气缸11不夹住钣金,滑行片5保持不动,夹指气缸11夹指上的橡胶颗粒增加了和钣金的摩擦力系数,在切槽的时候,换位气缸904来回带动定位柱903滑行,定位柱会903滑行到两个预定位置上,两个预定位置分别让第一横杆905和第二横杆906到达电动推杆908输出杆的对应位置,电动推杆908把第一横杆905和第二横杆906顶出去,第一横杆905和第二横杆906把打磨组件推出去的长度是不同的,打磨组件切入钣金的深度也不相同,实现了切割不同深度开槽的效果,打磨电机911切入开槽之后,打磨电机911通过定位弹簧脱离出钣金,实现了复位的效果。
43.以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作出任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明的技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1