一种精密铜管加工快速退料装置的制作方法
1.本发明涉及铜管加工设备技术领域,特别涉及一种精密铜管加工快速退料装置。
背景技术:
2.随着国民经济的迅速发展,我国铜加工业已成为世界铜加工材生产、进出口和消费大国。我国铜管产量已经连续多年居世界第一位,并且实现了出口大于进口;特别是铜管产品中的代表品种——精密铜管(空调管、水道管、冷凝管)的产品产量、质量、生产技术、生产装备、产业化规模等,均处于世界领先水平。
3.精密铜管在制作生产中,会涉及到冲孔加工工艺,在精密铜管冲孔加工完成后需要进行退料操作。目前精密铜管的退料普遍采用人工操作,其劳动强度大,工作效率低,并且由于人工退料操作存在的不规范性,还容易造成对操作人员或精密铜管的损伤。
技术实现要素:
4.为解决背景技术中存在的技术问题,本发明提供一种精密铜管加工快速退料装置,包括基框总成、加工组件和联动退料总成,基框总成包括底板,加工组件包括冲压模芯和铜管插接槽,联动退料总成包括随动齿条、退料杆和退料齿条;
5.基框总成中的底板作为安装基础,底板的上方滑设有可上下移动的冲压加工板,加工组件中的冲压模芯安装连接在冲压加工板的下端,底板的顶端与冲压模芯对应的位置上安装连接有下模座,铜管插接槽自下模座的主前面开设至下模座的主体内部,下模座的顶端与冲压模芯对应的位置上自上而下贯通开设有冲孔口,且冲孔口与铜管插接槽相交,下模座的主后面与铜管插接槽同轴的位置上对称的开设有两组扇形结构的退料槽,且两组退料槽与铜管插接槽贯通;
6.联动退料总成中的随动齿条竖直的连接在冲压加工板的后端,底板的后端与两组退料槽对应的位置上横向的固定有两组后导杆,两组后导杆中共同滑接有后联板,两组退料杆固定连接在后联板的前侧面与退料槽对应的位置上,且两组退料杆可滑插至对应的退料槽内,退料齿条横向的固定连接在后联板的后侧面,退料齿条与随动齿条传动连接,且在随动齿条向下移动时,退料齿条同步的向后移动,在随动齿条向上移动时,退料齿条同步的向前移动,两组后导杆的后端共同连接有外支撑板,每组后导杆中都套接安装有顶进簧,两组顶进簧的前端都卡接在后联板的后侧面,前端卡接在外支撑板的前侧面。
7.进一步地,基框总成还包括滑柱底座和顶板,数组滑柱底座均匀的固定在底板的顶端,每组滑柱底座中都竖直的固定连接有滑动柱,顶板设于底板的上方,顶板的下端与数组滑动柱对应的位置上都固定连接有滑柱顶座,数组滑动柱的上端分别固定连接在对应的滑柱顶座内;
8.冲压加工板的主面与数组滑动柱对应的位置上安装有滑动座,数组滑动座分别滑动连接在对应的滑动柱中;
9.顶板的顶端安装有冲压气缸,冲压加工板的顶端与冲压气缸对应的位置上固定连
接有气缸杆座,冲压气缸下端的气杆穿过顶板后固定连接在气缸杆座中。
10.进一步地,顶板的主面与冲压气缸气杆对应的位置上开设有内径大于冲压气缸气杆直径的气杆杆过孔。
11.进一步地,加工组件还包括模芯底座,模芯底座固定连接在冲压加工板的下端与冲压模芯对应的位置上,冲压模芯竖直的安装连接在模芯底座内。
12.进一步地,下模座的底端与冲孔口对应的位置上开设有模座落料孔,底板的主体与模座落料孔对应的位置上贯通开设有底板落料孔,且底板落料孔与模座落料孔孔径相等,均大于冲孔口的孔径。
13.进一步地,联动退料总成还包括随动齿条座、随动齿轮、转换齿轮和连接齿轮,随动齿条座开设在冲压加工板的主面后端与随动齿条对应的位置上,随动齿条竖直的固定插接在随动齿条座内;
14.底板的后端与随动齿条对应的位置上固定连接有随动齿轮座,随动齿轮座的上端固定连接有随动齿轮轴,随动齿轮旋转连接在随动齿轮轴中,且随动齿轮与随动齿条啮合;
15.转换齿轮啮合连接在随动齿轮的下侧,连接齿轮啮合在转换齿轮与退料齿条之间;
16.底板的后端与转换齿轮及连接齿轮对应的位置上固定连接有转换座,转换座的主立面与转换齿轮对应的位置上开设有转换轴座,转换轴座中旋转连接有转换轴,转换齿轮插接固定在转换轴的外轴端;
17.转换座的主立面与连接齿轮对应的位置上开设有连接轴座,连接轴座中旋转连接有连接轴,连接齿轮插接固定在连接轴的外轴端;
18.底板的后端与两组后导杆对应的位置上都固定安装有后导杆座,两组后导杆分别横向的固定连接在后导杆座中;
19.后联板的主面与两组后导杆对应的位置上都安装有后联板滑座,两组后联板滑座分别滑动连接在对应的后导杆中。
20.进一步地,两组退料槽的截面孔径与铜管插接槽的截面孔径一致,铜管插接槽内可插接待制铜管,且待制铜管的前端可内插至铜管插接槽与退料槽相接的位置进行定位。
21.与现有技术,本发明提供的一种精密铜管加工快速退料装置具有如下优点:
22.(1)本发明通过在加工组件中的下模座的主体中开设有与待制铜管壁厚一致的铜管插接槽,在将待冲孔的待制铜管插入至铜管插接槽内后,可通过冲压气缸带动冲压加工板向下移动,冲压加工板带动冲压模芯向下移动,在冲压模芯向下插入至冲孔口内后,可对插入至铜管插接槽的待制铜管进行精准的冲孔加工动作。
23.(2)在基框总成与加工组件的基础上,本发明还设有联动退料总成,可对冲孔加工完成后的待制铜管进行自动的退料处理,在对待制铜管冲孔完成后,冲压气缸带动冲压加工板向上移动的同时,会同步的带动随动齿条向上移动,随动齿条通过随动齿轮、转换齿轮与连接齿轮带动退料齿条向前移动,在冲压加工板带动冲压模芯向上移动到位后,退料齿条刚好可带动退料杆插入至退料槽内将冲孔加工完成后的待制铜管顶出,完成退料。
附图说明
24.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现
有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
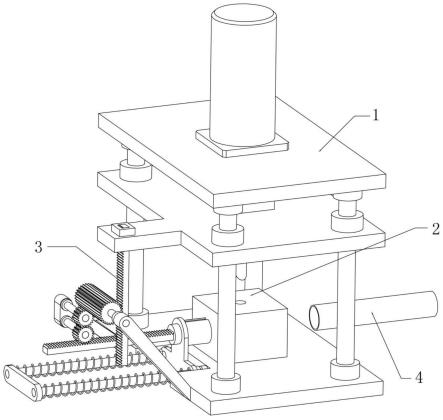
25.图1为本发明提供的一种精密铜管加工快速退料装置第一状态下的整体结构示意图;
26.图2为本发明第二状态下的整体结构示意图;
27.图3为本发明基框总成的结构示意图;
28.图4为本发明加工组件的结构示意图;
29.图5为本发明加工组件中下模座部分的结构示意图;
30.图6为本发明加工组件中退料槽部分的结构示意图;
31.图7为本发明联动退料总成第一视角的结构示意图;
32.图8为本发明联动退料总成第二视角的结构示意图。
33.附图标记:1、基框总成;2、加工组件;3、联动退料总成;4、待制铜管;101、底板;102、滑柱底座;103、顶板;104、滑柱顶座;105、滑动柱;106、冲压加工板;107、滑动座;108、冲压气缸;109、气缸杆座;110、气杆杆过孔;201、模芯底座;202、冲压模芯;203、下模座;204、铜管插接槽;205、冲孔口;206、模座落料孔;207、底板落料孔;208、退料槽;301、随动齿条座;302、随动齿条;303、随动齿轮座;304、随动齿轮轴;305、随动齿轮;306、转换座;307、转换轴座;308、转换轴;309、转换齿轮;310、连接轴座;311、连接轴;312、连接齿轮;313、退料杆;314、后联板;315、退料齿条;316、后导杆座;317、后导杆;318、后联板滑座;319、外支撑板;320、顶进簧。
具体实施方式
34.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.在本发明的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
36.实施例:如图1、图2、图3、图4、图5、图6、图7和图8所示的一种精密铜管加工快速退料装置,基框总成1中的底板101为安装基础,底板101的上方滑设有可上下移动的冲压加工板106,加工组件2中的冲压模芯202安装连接在冲压加工板106的下端,底板101的顶端与冲压模芯202对应的位置上安装连接有下模座203,铜管插接槽204自下模座203的主前面开设至下模座203的主体内部,下模座203的顶端与冲压模芯202对应的位置上自上而下贯通开设有冲孔口205,且冲孔口205与铜管插接槽204相交,下模座203的主后面与铜管插接槽204同轴的位置上对称的开设有两组扇形结构的退料槽208,且两组退料槽208与铜管插接槽
204贯通,联动退料总成3中的随动齿条302竖直的连接在冲压加工板106的后端,底板101的后端与两组退料槽208对应的位置上横向的固定有两组后导杆317,两组后导杆317中共同滑接有后联板314,两组退料杆313固定连接在后联板314的前侧面与退料槽208对应的位置上,且两组退料杆313可滑插至对应的退料槽208内,退料齿条315横向的固定连接在后联板314的后侧面,退料齿条315与随动齿条302传动连接,且在随动齿条302向下移动时,退料齿条315同步的向后移动,在随动齿条302向上移动时,退料齿条315同步的向前移动,两组后导杆317的后端共同连接有外支撑板319,每组后导杆317中都套接安装有顶进簧320,两组顶进簧320的前端都卡接在后联板314的后侧面,前端卡接在外支撑板319的前侧面;
37.基框总成1的具体结构如图3所示,数组滑柱底座102均匀的固定在底板101的顶端,每组滑柱底座102中都竖直的固定连接有滑动柱105,顶板103设于底板101的上方,顶板103的下端与数组滑动柱105对应的位置上都固定连接有滑柱顶座104,数组滑动柱105的上端分别固定连接在对应的滑柱顶座104内,冲压加工板106的主面与数组滑动柱105对应的位置上安装有滑动座107,数组滑动座107分别滑动连接在对应的滑动柱105中,顶板103的顶端安装有冲压气缸108,冲压加工板106的顶端与冲压气缸108对应的位置上固定连接有气缸杆座109,冲压气缸108下端的气杆穿过顶板103后固定连接在气缸杆座109中;
38.具体的,加工组件2的结构如图4、图5和图6所示,模芯底座201固定连接在冲压加工板106的下端与冲压模芯202对应的位置上,冲压模芯202竖直的安装连接在模芯底座201内;
39.通过将两组退料槽208的截面孔径与铜管插接槽204的截面孔径设置成一致,铜管插接槽204内可插接待制铜管4,且在待制铜管4的前端内插至铜管插接槽204与退料槽208相接的位置进行定位后,可通过冲压模芯202对待制铜管4进行冲孔操作;
40.通过在下模座203的底端与冲孔口205对应的位置上开设的模座落料孔206,以及底板101的主体与模座落料孔206对应的位置上贯通开设的底板落料孔207,且设置的底板落料孔207与模座落料孔206孔径相等,均大于冲孔口205的孔径,可实现冲孔后废料的下落;
41.具体的,联动退料总成3的结构如图7和图8所示,随动齿条座301开设在冲压加工板106的主面后端与随动齿条302对应的位置上,随动齿条302竖直的固定插接在随动齿条座301内,底板101的后端与随动齿条302对应的位置上固定连接有随动齿轮座303,随动齿轮座303的上端固定连接有随动齿轮轴304,随动齿轮305旋转连接在随动齿轮轴304中,且随动齿轮305与随动齿条302啮合,转换齿轮309啮合连接在随动齿轮305的下侧,连接齿轮312啮合在转换齿轮309与退料齿条315之间,底板101的后端与转换齿轮309及连接齿轮312对应的位置上固定连接有转换座306,转换座306的主立面与转换齿轮309对应的位置上开设有转换轴座307,转换轴座307中旋转连接有转换轴308,转换齿轮309插接固定在转换轴308的外轴端,转换座306的主立面与连接齿轮312对应的位置上开设有连接轴座310,连接轴座310中旋转连接有连接轴311,连接齿轮312插接固定在连接轴311的外轴端,底板101的后端与两组后导杆317对应的位置上都固定安装有后导杆座316,两组后导杆317分别横向的固定连接在后导杆座316中,后联板314的主面与两组后导杆317对应的位置上都安装有后联板滑座318,两组后联板滑座318分别滑动连接在对应的后导杆317中;
42.在对待制铜管4冲孔完成后,冲压气缸108带动冲压加工板106向上移动的同时,会
同步带动随动齿条302向上移动,随动齿条302会通过随动齿轮305、转换齿轮309与连接齿轮312带动退料齿条315向前移动,在冲压加工板106带动冲压模芯202向上移动到位后,退料齿条315刚好可带动退料杆313插入至退料槽208内将冲孔加工完成后的待制铜管4顶出,可完成联动式的退料工作。
43.其工作原理为:
44.本发明通过底板101固定连接在操作平面上;
45.待制铜管4冲孔加工前的预制;
46.通过启动冲压气缸108带动冲压加工板106的移动,冲压加工板106通过模芯底座201带动冲压模芯202的移动,使得冲压模芯202移动至冲孔口205的正上方待冲孔的位置上;
47.此时,冲压加工板106的移动带动随动齿条302的移动,随动齿条302通过随动齿轮305、转换齿轮309与连接齿轮312带动退料齿条315的移动,退料齿条315的移动,退料齿条315带动后联板314及退料杆313的移动,从而带动退料杆313移动到退料槽208与铜管插接槽204相接的位置上;
48.此时,退料杆313在退料槽208内的插入不会影响到待制铜管4冲孔前向铜管插接槽204内的定位插入;
49.在将待制铜管4自铜管插接槽204向内插入至铜管插接槽204与退料槽208相接的位置后,再次通过启动冲压气缸108带动冲压加工板106向下移动,冲压加工板106通过模芯底座201带动冲压模芯202向下移动,从而带动冲压模芯202向下插入至冲孔口205内,自冲孔口205对插入到铜管插接槽204内的待制铜管4进行冲孔加工,冲压模芯202向下穿出至模座落料孔206后,会将冲孔产生的废料自模座落料孔206及底板落料孔207向下推出,完成冲孔加工;
50.在冲孔加工完成后,启动冲压气缸108带动冲压加工板106向上移动,冲压加工板106通过模芯底座201带动冲压模芯202向上移动,冲压模芯202退出到冲孔口205的上方,与此同时,冲压加工板106的向上移动带动随动齿条302向上移动,随动齿条302通过随动齿轮305、转换齿轮309与连接齿轮312带动退料齿条315向下模座203的方向移动,从而可带动退料杆313向退料槽208内移动,退料杆313向外推动待制铜管4,从而可将待制铜管4推动至铜管插接槽204的外侧,完成对冲孔加工完成后的待制铜管4的退料工作。
51.优选地,顶板103的主面与冲压气缸108气杆对应的位置上开设有内径大于冲压气缸108气杆直径的气杆杆过孔110,用于为冲压气缸108气杆的移动提供空间。
52.优选地,由于后联板314的后端弹性的连接有两组顶进簧320,可对退料杆313向退料槽208内的移动过程产生弹性助力,保证退料的成功率。
53.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1