一种薄板无凸点焊设备及点焊方法与流程
本发明属于平面薄板材点焊,具体涉及一种薄板无凸点焊设备,尤其涉及一种薄板无凸点焊设备的点焊方法。
背景技术:
1、电阻焊是以电阻热为能源的一类焊接方法,一般是使工件处在一定电极压力作用下并利用电流通过工件时所产生的电阻热将两工件之间的接触表面熔化而实现连接,通常使用较大的电流,为了防止在接触面上发生电弧并且为了锻压焊缝金属,焊接过程中始终要施加压力。
2、在薄板焊接中为增加焊接强度,保证焊接有效焊接面积常常在薄板表面制造凸点,作为焊接接触面,由此提高了工艺成本,延长了生产周期。
技术实现思路
1、本发明的目的在于提供一种薄板无凸点焊设备,以解决上述背景技术中提出的问题,有效增加了接触面积,使压接紧实,放电可靠,从而保证焊接强度。
2、为实现上述目的,本发明提供如下技术方案:
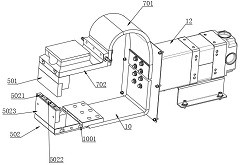
3、一种薄板无凸点焊设备,用于针对薄板的焊接工作,包括点焊机架,所述点焊机架顶部固定安装有气泵,所述气泵的出气端固定连通有通气管,所述点焊机架一侧侧壁固定安装有控制箱;
4、所述点焊机架操作侧设置有无凸点焊组件,所述无凸点焊组件包括上电极和下电极焊接组件,所述上电极滑动安装于点焊机架的操作侧,所述下电极焊接组件固定安装于平台上,所述上电极的焊接面呈平面设置,所述上电极和下电极焊接组件为电接触焊接结构;
5、所述点焊机架底部设置有脚踏开关,所述脚踏开关和气泵连通设置。
6、其中,所述下电极焊接组件包括焊球压板、铜焊球和下电极,所述焊球压板和下电极通过螺栓固定连接,且铜焊球通过焊球压板贴合嵌入下电极内,所述通气管和下电极连通。
7、其中,所述焊球压板为绝缘压板,所述铜焊球表面最高点高于焊球压板上表面。
8、其中,所述上电极上方设置有用于连接上电极和点焊机架的上臂连接组件,所述上臂连接组件包括弧形支撑板和固定连接于弧形支撑板一侧的过渡板,所述弧形支撑板和点焊机操作侧固定连接,且弧形支撑板为铜软板结构。
9、其中,所述点焊机架操作侧位于弧形支撑板上方固定安装有支撑座,所述支撑座顶部固定安装有电动推杆,所述电动推杆的伸缩杆端和过渡板固定连接。
10、其中,所述点焊机架操作侧位于弧形支撑板下方固定安装有铜连接板,所述铜连接板内开设有滑槽,所述下电极底部设置有滑块,所述滑块和滑槽间隙配合。
11、其中,所述下电极顶部等距开设有球窝,所述球窝设置为半球型凹陷结构,所述铜焊球贴合放置于球窝内。
12、其中,所述焊球压板内开设有和铜焊球球面匹配的定位孔,且铜焊球顶部贯穿于定位孔且延伸至高于焊球压板上表面。
13、该发明还一种薄板无凸点焊设备的电焊方法,其特征在于:包括如下步骤:
14、s1、取所需数量的铜焊球,将其放置在下电极的球窝内,选取绝缘材料的焊球压板,通过螺栓将其安装于下电极上部固定铜焊球,组成下电极焊接组件;
15、s2、上电极和下电极接通焊接电源,焊接工作时,薄板类工件放置于焊球压板、铜焊球和下电极所组成得焊极组件上;
16、s3、将待焊接工件放置于上电极和下电极之间,同时保证工件与铜焊球点为接触;
17、s4、启动电动推杆,带动上电极向下作用,当电极放电时,接触点压强最大,焊成。
18、综上所述,由于采用了上述技术,本发明的有益效果是:
19、本发明中,可弥补此现有工艺的不足,依次设置上电极和包括焊球压板、铜焊球和下电极组成的下电极焊接组件,利用以上所形成的点焊焊极结构,有效增加了接触面积,使压接紧实,放电可靠,从而保证焊接强度。
20、本发明中,无需在薄板表面制造凸点作为焊接面,减少工艺成本,缩短生产时间周期,使焊接工艺简单化。
技术特征:
1.一种薄板无凸点焊设备,用于针对薄板的焊接工作,其特征在于,包括点焊机架(1),所述点焊机架(1)顶部固定安装有气泵(2),所述气泵(2)的出气端固定连通有通气管,所述点焊机架(1)一侧侧壁固定安装有控制箱(4);
2.根据权利要求1所述的一种薄板无凸点焊设备,其特征在于:所述下电极焊接组件(502)包括焊球压板(5021)、铜焊球(5022)和下电极(5023),所述焊球压板(5021)和下电极(5023)通过螺栓固定连接,且铜焊球(5022)通过焊球压板(5021)贴合嵌入下电极(5023)内,所述通气管和下电极(5023)连通。
3.根据权利要求2所述的一种薄板无凸点焊设备,其特征在于:所述焊球压板(5021)为绝缘压板,所述铜焊球(5022)表面最高点高于焊球压板(5021)上表面。
4.根据权利要求2所述的一种薄板无凸点焊设备,其特征在于:所述上电极(501)上方设置有用于连接上电极(501)和点焊机架(1)的上臂连接组件(7),所述上臂连接组件(7)包括弧形支撑板(701)和固定连接于弧形支撑板(701)一侧的过渡板(702),所述弧形支撑板(701)和点焊机操作侧固定连接,且弧形支撑板(701)为铜软板结构。
5.根据权利要求4所述的一种薄板无凸点焊设备,其特征在于:所述点焊机架(1)操作侧位于弧形支撑板(701)上方固定安装有支撑座(8),所述支撑座(8)顶部固定安装有电动推杆(9),所述电动推杆(9)的伸缩杆端和过渡板(702)固定连接。
6.根据权利要求4所述的一种薄板无凸点焊设备,其特征在于:所述点焊机架(1)操作侧位于弧形支撑板(701)下方固定安装有铜连接板(10),所述铜连接板(10)内开设有滑槽(1001),所述下电极(5023)底部设置有滑块,所述滑块和滑槽(1001)间隙配合。
7.根据权利要求2所述的一种薄板无凸点焊设备,其特征在于:所述下电极(5023)顶部等距开设有球窝(5024),所述球窝(5024)设置为半球型凹陷结构,所述铜焊球(5022)贴合放置于球窝(5024)内。
8.根据权利要求2所述的一种薄板无凸点焊设备,其特征在于:所述焊球压板(5021)内开设有和铜焊球(5022)球面匹配的定位孔(205),且铜焊球(202)顶部贯穿于定位孔(5025)且延伸至高于焊球压板(5021)上表面。
9.一种根据权利要求1-8任意一项所述的薄板无凸点焊设备的电焊方法,其特征在于:包括如下步骤:
技术总结
本发明公开了一种薄板无凸点焊设备,用于针对薄板的焊接工作,包括点焊机架,所述点焊机架顶部固定安装有气泵,所述气泵的出气端固定连通有通气管,所述点焊机架一侧侧壁固定安装有控制箱;所述点焊机架操作侧设置有无凸点焊组件,所述无凸点焊组件包括上电极和下电极焊接组件,所述上电极滑动安装于点焊机架的操作侧,所述下电极焊接组件固定安装于平台上,所述上电极的焊接面呈平面设置,所述上电极和下电极焊接组件为电接触焊接结构,所述点焊机架底部设置有脚踏开关,所述脚踏开关和气泵连通设置;本发明还公开一种薄板无凸点焊设备的电焊方法,无需在薄板表面制造凸点作为焊接面,减少工艺成本,缩短生产时间周期,使焊接工艺简单化。
技术研发人员:毛忠喜
受保护的技术使用者:昆山小为云智能科技有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!