一种核辐射环境水下修复系统及方法与流程
1.本发明涉及核设施运维技术领域,具体涉及一种核辐射环境水下修复系统及方法。
背景技术:
2.核设施中有很多水下设备和构件,在运维过程中,经过长期高温高压、水下侵泡、核辐射等各种工况的影响,设备和构件的主材或焊缝容易产生各类缺陷或损伤,需进行必要的修复工作,来提高核设施设备和构件的可用性和安全性。在现有技术中,针对核辐射环境水下设备和构件的修复,典型的有采用排干水后,在干式环境下对缺陷进行修复,如核电厂乏燃料水池钢覆面焊接缺陷的修复。这种修复方式,一是需要排水,造成修复时间过长,同时在不具备排水条件的情况下(如乏燃料需要水进行冷却和防止临界),无法进行修复作业;同时没有水的屏蔽,容易使人员遭受核辐射,造成人员健康风险。
3.针对特定修复需求,采用固定式台架或单一用途的修复工具进行修复作业,如中国发明专利(申请号:202011505540.7)中公开了“核电站乏燃料组件立式电火花水下切割装置”,其仅适用于乏燃料组件的切割;如中国发明专利(申请号:cn202111254703.3)中公开了“一种辐照考验管水下切割装置”,适用的范围为针对性很强的辐照考验管切割作业。修复对象和环境稍有变化,则原来的修复方法和设备不能适用,这种修复方式,缺乏通用性和灵活性。
4.还有部分采用的类似工业通用机器人用于核辐射环境水下作业,对防辐射设计缺少针对性的考量,同时,现有技术中,对核辐射环境水下修复缺少系统性的方法和步骤,仅针对单一应用需求进行作业,而核设施水下修复涉及水下检测、焊接、成形、打磨吸尘及定位等一系列的技术集成,目前单一的检测、焊接、切割等应用,难以满足水下检测修复的需求。
技术实现要素:
5.本发明的目的是针对现有技术存在的缺陷,提供一种核辐射环境水下修复系统及方法,建立核辐射环境水下修复所用的系统,形成了水下定位、水下检测、水下坡口成形、水下焊接增材、水下打磨吸尘全流程系统性的修复流程,完成各类设备和技术的集成应用,提高了核辐射环境水下修复的全面性和完整性,满足对水下设施的检测和修复需求。
6.本发明的第一目的是提供一种核辐射环境水下修复系统,采用以下方案:
7.水下缺陷检测装置,用于水下检测目标对象的设定区域,获取缺陷特征信息;
8.水下定位装置,用于依据特征信息获取缺陷位置信息;
9.水下载具平台,其上搭载机械臂和多个作业头,机械臂末端可拆卸配合作业头,以进行水下修复作业;
10.控制器,通过线缆分别接入水下缺陷检测装置、水下定位装置和水下载具平台。
11.进一步地,所述水下缺陷检测装置包括缺陷检测探头,缺陷检测探头通过交变磁
场检测目标对象设定区域。
12.进一步地,所述水下定位装置包括双目视觉识别组件,通过线缆调节双目视觉识别组件水下深度和与控制器进行通信。
13.进一步地,所述水下载具平台设有推进组件和吸附组件,机械臂与作业头均随水下载具平台共同移动,推进组件驱动水下载具平台调整水下姿态和位置,吸附组件用于吸附检测对象以约束水下载具平台位置。
14.进一步地,所述水下载具平台上搭载有水下焊接坡口成形作业头、水下激光焊接作业头和水下打磨吸尘作业头,机械臂为多自由度的水下多功能机械臂。
15.进一步地,所述机械臂末端设有用于配合作业头的适配器接口,机械臂末端的适配器接口同时至多配合一个作业头。
16.进一步地,所述水下激光焊接作业头采用集成排水罩的局部干法激光焊接头,机械臂通过水下载具平台的线缆接入控制器。
17.进一步地,所述线缆配合有收放组件,收放组件连接控制器,以调节水下检测装置的水下位置;所述水下缺陷检测装置、水下定位装置和水下载具平台均做防水和防辐射布置。
18.本发明的第二目的是提供一种利用如第一目的所述核辐射环境水下修复系统的修复方法,包括:
19.水下缺陷检测装置历遍目标对象的目标区域,获取缺陷特征信息,并通过水下定位装置获取缺陷位置信息;
20.水下载具平台移动至目标对象待修复缺陷位置,调整机械臂姿态并配合相应的作业头;
21.机械臂驱动作业头对缺陷位置进行修复,修复完成后通过水下缺陷检测装置对修复位置进行检测;
22.若缺陷修复满足要求,进行下一缺陷位置修复;若缺陷修复不满足要求,则重新对该缺陷位置进行修复。
23.进一步地,通过更换机械臂上的作业头,对缺陷位置进行不同的修复作业,在修复完成后进行检测。
24.与现有技术相比,本发明具有的优点和积极效果是:
25.(1)针对目前核设施水下修复设备功能单一难以满足水下检测修复需求的问题,建立核辐射环境水下修复所用的系统,形成了水下定位、水下检测、水下坡口成形、水下焊接增材、水下打磨吸尘全流程系统性的修复流程,完成各类设备和技术的集成应用,提高了核辐射环境水下修复的全面性和完整性,满足对水下设施的检测和修复需求。
26.(2)其水下接触、接近核辐射的零部件都具有防水和防辐射屏蔽双重设计,因此人员可在辐射安全区远程控制设备和装置在水下作业,提高了人员安全。同时核设施可不排水进行修复作业,提高了系统的可用性。
27.(3)采用可运动重型载具平台,搭载多功能机械臂,配置统一的适配器接口,可根据作业需求,安装不同功能的作业头,使整个系统具有通用性和灵活性,完成不同工况的修复需求,避免了功能用途单一的缺点。
附图说明
28.构成本发明的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
29.图1为本发明实施例1或2中核辐射环境水下修复系统的结构示意图。
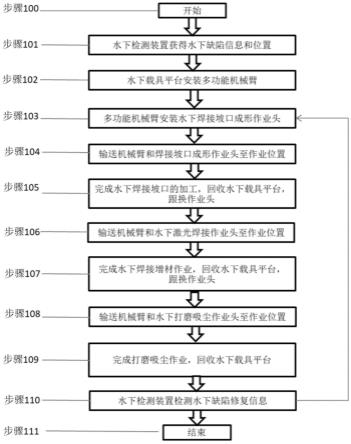
30.图2为本发明实施例1或2中水下修复系统的工作流程示意图。
具体实施方式
31.实施例1
32.本发明的一个典型实施例中,如图1-图2所示,给出一种核辐射环境水下修复系统。
33.如图1所示核辐射环境水下修复系统,包括水下缺陷检测装置、水下载具平台、水下多功能机械臂、水下焊接坡口成形作业头、水下激光焊接作业头、水下打磨吸尘作业头以及水下定位装置。
34.同时,水下缺陷检测装置,用于水下检测目标对象的设定区域,获取缺陷特征信息;水下定位装置,用于依据特征信息获取缺陷位置信息;水下载具平台,其上搭载机械臂和多个作业头,机械臂末端可拆卸配合作业头,以进行水下修复作业;通过控制器对上述各个装置组件进行控制,控制器通过线缆分别接入水下缺陷检测装置、水下定位装置和水下载具平台。
35.本实施例中,控制器可以采用远程操作终端,布置在水上环境,同时,还配置有线缆收放组件、照明等辅助装置;在工作时,水上设施与水下装置通过线缆进行有线通信,通过线缆收放组件进行各个装置在运动过程中的线缆收放。
36.具体的,水下缺陷检测装置能够历遍水下检测对象的焊接接头或表面,获得缺陷特征信息,水下定位装置获得缺陷的位置信息。
37.水下载具平台搭载安装水下多功能机械臂,在利用水下定位装置获得缺陷的位置信息后,水下载具平台把搭载的水下多功能机械臂和水下焊接坡口成形作业头输送到水下特定位置。
38.水下焊接坡口成形作业头通过水下多功能机械臂的姿态控制,共同完成水下焊接坡口的加工,加工完毕后回收水下载具平台;水下多功能机械臂上拆卸水下焊接坡口成形作业头,更换安装水下激光焊接作业头;利用水下定位装置获得的位置信息,水下载具平台把搭载的水下多功能机械臂和水下激光焊接作业头输送到水下特定位置;水下激光焊接作业头通过水下多功能机械臂的姿态控制,共同完成水下焊接增材作业,完成作业后回收水下载具平台;水下多功能机械臂上拆卸水下激光焊接作业头,更换安装水下打磨吸尘作业头;利用水下定位装置获得的位置信息,水下载具平台把搭载的水下多功能机械臂和水下打磨吸尘作业头输送到水下特定位置;水下打磨吸尘作业头通过水下多功能机械臂的姿态控制,共同完成水下打磨吸尘作业,打磨完成后回收水下载具平台。
39.水下缺陷检测装置检测修复缺陷情况,设置有交变磁场测量acfm探头,可检测出水下金属缺陷位置,大小形状等信息;可以水下浮游和壁面行走,自动沿特定轨迹或跟踪焊缝进行实时缺陷检测。
40.如图1所示,水下载具平台上设置有推进系统,可水下浮游、翻滚、移动;在水下载
具平台上还设置有吸附装置,可底面和侧壁面吸附外部结构进行固定。
41.另外,多功能机械臂搭载于水下载具平台,通过推进系统调节水下载具平台位置,能够把多功能机械臂及安装的作业头输送到特定位置。
42.水下载具平台配置了零浮力复合线缆,线缆可提供控制信号、供电、通讯等复合功能、同时具备吊装作业能力,线缆能够在收放组件作用下牵拉水下载具平台调整位置,方便进行失效后的收取。
43.本实施例中的水下多功能机械臂具有不少于3个自由度,可控制调整作业头的姿态;水下多功能机械臂末端配合作业头位置配置统一的作业头适配器接口,可根据作业需求安装各类作业头。
44.具体的,水下多功能机械臂可安装水下焊接坡口成形作业头,水下焊接坡口成形作业头采用水下电火花成形(edm),可根据缺陷信息,制定不同形状的电火花加工电极,成形不同要求的焊接坡口;水下多功能机械臂可安装水下激光焊接作业头,水下激光焊接作业头采用集成排水罩的局部干法激光焊接头;水下多功能机械臂可安装水下打磨吸尘作业头,水下打磨吸尘作业头具有浮动式补偿功能,可对表面不平可进行补偿,同时该水下打磨吸尘作业头还具有力反馈功能,可对打磨力进行监控,具有打磨吸尘一体集成功能,打磨过程中同步进行吸尘作业。
45.采用可运动重型载具平台,搭载多功能机械臂,配置统一的适配器接口,可根据作业需求,安装不同功能的作业头,使整个系统具有通用性和灵活性,完成不同工况的修复需求,避免了功能用途单一的缺点。
46.本实施例中,水下定位装置采用双目视觉识别方法,可以统一水下检测和水下载具平台的参考坐标。
47.水下缺陷检测装置、水下载具平台、水下多功能机械臂、水下焊接坡口成形作业头、水下激光焊接作业头、水下打磨吸尘作业头以及水下定位装置,其水下接触、接近核辐射的零部件都具有防水和防辐射屏蔽双重设计,采用旋转变压器、电气元器件集中铅板屏蔽等结构设计。
48.因此人员可在辐射安全区远程控制设备和装置在水下作业,提高了人员安全。同时核设施可不排水进行修复作业,提高了系统的可用性。
49.实施例2
50.本发明的另一典型实施方式中,如图1-图2所示,给出一种核辐射环境水下修复系统的修复方法。
51.利用如实施例1中的核辐射环境水下修复系统,该修复方法包括:
52.水下缺陷检测装置历遍目标对象的目标区域,获取缺陷特征信息,并通过水下定位装置获取缺陷位置信息;
53.水下载具平台移动至目标对象待修复缺陷位置,调整机械臂姿态并配合相应的作业头;
54.机械臂驱动作业头对缺陷位置进行修复,修复完成后通过水下缺陷检测装置对修复位置进行检测;
55.若缺陷修复满足要求,进行下一缺陷位置修复;若缺陷修复不满足要求,则重新对该缺陷位置进行修复。
56.具体的,人员可在远程操作终端对各设备进行控制,水上和水下通过有线通讯进行连接,通过收放组件进行运动过程中的线缆收放。其中水下定位装置采用双目视觉,可以建立水下各设备的参考坐标,确定相关位置姿态信息。
57.水下载具平台上面搭载多功能机械臂,多功能机械臂末端配置统一的安装适配器接口,可以根据水下作业需求,安装和更换水下坡口成形(水下电火花)、水下焊接增材、水下打磨吸尘等作业头,完成一系列操作。水下检测装置搭载acfm探头,可以在水中或壁面浮游,移动,历遍待检测对象的表面,获得缺陷信息。
58.结合图1-图2及实施例1,对上述修复方法,以修复乏燃料水池底板焊缝缺陷为例,包括以下步骤:
59.步骤100-开始;
60.步骤101-水下检测装置获得水下缺陷信息和位置信息;
61.步骤102-水下载具平台安装多功能机械臂;
62.步骤103-多功能机械臂安装水下焊接坡口成形作业头;
63.步骤104-输送机械臂和焊接坡口成形作业头至作业位置;
64.步骤105-完成水下焊接坡口的加工,回收水下载具平台,跟换作业头;
65.步骤106-输送机械臂和水下激光焊接作业头至作业位置;
66.步骤107-完成水下焊接增材作业,回收水下载具平台,跟换作业头;
67.步骤108-输送机械臂和水下打磨吸尘作业头至作业位置;
68.步骤109-完成打磨吸尘作业,回收水下载具平台;
69.步骤110-水下检测装置检测水下缺陷修复信息业;
70.步骤111-结束。
71.在步骤100中,做好各项准备工作,包括控制系统,辅助照明、视频监控等各系统具备条件,开始准备修复;。
72.在步骤101中,检测装置安装交变磁场测量acfm探头,把水下缺陷检测装置放入乏池,通过检测装置在乏池钢覆面移动,历遍水下检测对象的焊接接头或表面,通过探头获得缺陷特征信息,识别出水下缺陷大小形状等信息,水下定位装置获得缺陷的位置信息,然后执行步骤102。
73.在步骤102中,水下载具平台搭载安装水下多功能机械臂,水下载具平台负责把多功能机械臂及其上面安装的作业头输送到乏池钢覆面缺陷位置。水下载具平台,配置的零浮力复合缆线,集成载具平台本身和多功能机械臂及作业头的控制信号、供电、通讯等复合功能。完成载具平台和多功能机械臂安装、缆线集成对接后,执行步骤103。
74.在步骤103中,在水下多功能机械臂上安装水下焊接坡口成形作业头,根据成形不同要求的焊接坡口,安装电火花加工电极,并安装好各类缆线后,执行步骤104。
75.在步骤104中,利用水下定位装置获得缺陷的位置信息,水下载具平台通过水下浮游、翻滚、乏池钢覆面表面的移动,把搭载的水下多功能机械臂和水下焊接坡口成形作业头输送到水下特定位置,并通过吸附装置固定于乏池的底面或侧面。然后进入步骤105。
76.在步骤105中,水下焊接坡口成形作业头通过水下多功能机械臂进行姿态控制,调整好姿态后保持,通过edm作业头的前后进给,完成水下焊接坡口的加工,加工完毕后回收水下载具平台,并拆卸edm作业头,跟换安装水下激光焊接作业头,然后执行步骤106。
77.在步骤106中,利用水下定位装置获得的位置信息,水下载具平台通过水下浮游、翻滚、乏池钢覆面表面的移动,把搭载的水下多功能机械臂和水下激光焊接作业头输送到水下特定位置,并通过吸附装置固定于乏池的底面或侧面。然后进入步骤107。
78.在步骤107中,水下激光焊接作业头通过水下多功能机械臂进行姿态控制,在多功能机械臂控制系统的控制下,根据焊接工艺,在坡口处,开展水下焊接增材作业,加工完毕后回收水下载具平台,并拆卸水下焊接增材作业头,跟换安装水下打磨吸尘作业头,然后执行步骤108。
79.在步骤108中,利用水下定位装置获得的位置信息,水下载具平台通过水下浮游、翻滚、乏池钢覆面表面的移动,把搭载的水下多功能机械臂和水下打磨吸尘作业头输送到水下特定位置,并通过吸附装置固定于乏池的底面或侧面。然后进入步骤109。
80.在步骤109中,水下打磨吸尘作业头通过水下多功能机械臂进行姿态控制,在多功能机械臂控制系统的控制下,进行浮动式打磨,同时对打磨过程中产生的颗粒和粉尘进行吸尘,完成焊接增材表面的打磨吸尘作业,加工完毕后回收水下载具平台,并拆卸水下打磨吸尘作业头,然后执行步骤110。
81.在步骤109中,把安装有交变磁场测量acfm探头的水下缺陷检测装置放入乏池,利用水下定位装置获得的原缺陷位置信息,通过探头再次扫描,识别出水下缺陷修复情况,如修复满足要求,则结束整个修复流程,进入步骤111。如不满足要求,则进入步骤103。
82.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1