一种难变形材料管件的线圈感应加热气胀成形装置及成形方法
1.本发明属于难变形金属材料管类零件成形技术领域,具体涉及一种利用电磁感应加热原理对难变形材料管件进行电磁感应加热和气胀的成形装置和成形方法。
背景技术:
2.在航空航天飞行器制造业以及汽车制造业中,管类零件是一种应用十分广泛且左右十分重要的零件,并且具有成形形状复杂、成形工艺方法多样以及使用的材料种类繁多等特点。随着航空航天飞行器和汽车工业的发展,人们对管类零件的性能也提出了更高的要求,需要管类零件同时具有耐高温、低密度以及高强度等特质。钛合金、金属间化合物以及高强铝合金等材料具有密度低、比强度高等优异的性能,而采用这些材料进行成形的构件也可在较高的温度环境下长时使用,如:常用钛合金可在400℃-600℃长时使用、ti2alnb基金属间化合物可在600℃-750℃长时使用。然而,这些材料具有塑性性能较差、回弹现象明显、难以发生变形等缺点,导致此类难变形材料管类零件的成形难度较大。另外,在成形过程中,原材料的微观组织可能发生改变或破坏,从而恶化成形管类零件的使用性能。因此,亟需开发一种能够高效率、低成本地制造钛合金等难变形材料管类零件的成形方法。
3.针对难变形金属管类零件的加工成形装置和方法,已有一定的研究成果。
4.王永军等人的专利cn 201510191192.3叙述了一种金属管材的增量式温差胀形装置及胀形方法,该专利的特点是结构包括胀形模具、电磁感应加热机构以及线圈进给机构,在加热胀形的过程中,分段加热部分管坯而不加热模具,对加热部分的管材进行胀形,从而实现管材零件的增量式温差胀形,改善材料的成形性能,减小管材的回弹,解决管材的失稳和起皱现象的目的。然而,由于该专利需要精确的线圈进给机构,导致了成形所需的装置结构复杂且成本高昂,此外,该专利所采用的电磁加热线圈为单圈,从而存在加热效率较低的问题。
5.王望等人的专利cn 201510050971.1叙述了一种金属导体管件的电磁感应加热胀形装置及成形方法,该发明的特点在于胀形模具位于电磁感应加热单元的电磁感应线圈内,在成形中只加热管坯而不加热模具,从而实现金属导体管件在高温状态下的气压胀形。但是,该发明中电磁感应线圈位于胀形模具之外,使得电磁感应加热效果不佳,同时也需要更长的线圈,造成了成本的增加。
6.目前国内外针对钛合金等难变形金属常用的加工成形方法是加热后进行成形,利用加热后材料的塑性在一定程度上提升的特性,通过加热模具或者加热原材料后进行加工成形。传统的加热方式,普遍采用的是利用电阻丝或采用石英进行加热的方式,通过电阻丝或石英在通电后自身产生热量,再通过热传导将热量传递到待加工的工件上,从而起到加热工件的效果。这种传统的加热方式效率较低,其能量的50%作用都散发到了空气中,电能损失较高,同时,这种成形方法往往具有加热时间长、温度难控制、能耗大、生产效率低等缺点,难以应用在大规模的生产中。同时,该成形方法加热设备往往复杂而昂贵,对含有活泼
金属元素的钛合金、ti2alnb基金属间化合物、高强铝合金等难变形材料,还需要有冷却系统、真空和气体保护等装置,不仅增加了设备安全性隐患、还容易污染环境。此外,由于长时间加热,易发生晶粒的异常长大、降低使用性能。
7.利用电磁感应的原理对金属零件进行加热,是另一种利用电能对零件进行加热的方式,是通过在电磁感应线圈中通入一定程度的交变电流,使其产生交变磁场,具有导磁性的监护零件置于磁场中切割交变磁力线,从而在金属零件内部产生交变的电流(即涡流),涡流使金属零件内部的原子高速无规则运动,原子互相碰撞、摩擦而产生热能,从而起到加热金属零件的效果。这种加热方式相比传统的加热方式具有更高的能量转化效率,避免了能量的浪费,平均预热时间大幅度减少;并且降低了生产成本,延长了设备的使用寿命,能够充分并且均匀地加热零件;由于电磁感应加热设备在工作时只对工件进行加热,而本身不产生热量,因此能够减少后期的维护成本,并且运行可靠,便于控制,使得成形生产更加绿色、节能、安全和舒适。
技术实现要素:
8.本发明的目的是提出一种难变形材料管件的线圈感应加热气胀成形装置及成形方法。根据电磁效应,由感应加热电源产生的交变电流通过感应线圈产生交变磁场,置于其中的金属材料内部产生交变的电流,使物体内部产生热能,从而对金属进行加热,来改善金属材料的塑性变形能力,降低材料的流动应力,使一些难变形的金属材料更易于进行塑性成形加工。本发明所描述的成形装置是一种结合了电磁感应加热装置和气胀成形装置的复合结构,将电磁感应加热装置设计在气胀成形模具内部,并作为模腔的一部分。其中电磁感应线圈分为左右两部分并且可进行移动,当左右两部分的线圈闭合时,可作为电磁感应装置对模具内部的管件进行加热,当左右两部分的线圈分别移动至最左、最右端与模具相啮合时,能够补充成为完整的模腔,从而使得管材能够气胀成形并贴合模具,获得具有一定截面形状的管件。
9.为实现上述的技术目的,本发明将采取如下的技术方案:
10.一种难变形材料管件的线圈感应加热气胀成形装置,用于原始管件胚料的加热气胀成形,包括外部胀形模具、置于外部胀形模具内的内部胀形模具以及分别与原始管件胚料的左右两端对应封接的左密封头、右密封头;其中:
11.所述外部胀形模具,上下分体设置为上外部胀形模具、下外部胀形模具,且上外部胀形模具、下外部胀形模具合模时形成中部模腔,中部模腔的两侧设有缺口;
12.所述内部胀形模具,左右分体设置为左端复合结构、右端复合结构;内部胀形模具的内腔形状与原始管件胚料的外壁形状匹配,同时原始管件胚料的轴向长度大于合模状态时的内部胀形模具的轴向长度;
13.所述的左端复合结构,包括呈圆柱状设置的左端内部胀形模具以及绕在左端内部胀形模具外壁的左端电磁感应线圈;左端电磁感应线圈的右侧设置有铜环a,左侧则通过导线与电源的正极连接;左端内部胀形模具能够沿着原始管件胚料的左侧部分平移;
14.所述的右端复合结构,包括呈圆柱状设置的右端内部胀形模具以及绕在右端内部胀形模具外壁的右端电磁感应线圈;右端电磁感应线圈的左侧设置有铜环b,右侧则通过导线与电源的负极连接;右端内部胀形模具能够沿着原始管件胚料的右侧部分平移;
15.当上外部胀形模具、下外部胀形模具合模时,左端复合结构、右端复合结构相向平移,直至合模时,铜环a、铜环b相触,左端电磁感应线圈、右端电磁感应线圈通过导线与电源构成通电回路;通电回路接通电源时,能够通过左端电磁感应线圈、右端电磁感应线圈产生交变磁场,对处于交变磁场内的原始管件胚料加热;
16.当上外部胀形模具、下外部胀形模具合模时,左端复合结构、右端复合结构相背平移,直至左端复合结构的铜环a、右端复合结构的铜环b分别与外部胀形模具的中部模腔两侧的缺口位置处对应啮合,形成完整的模腔。
17.进一步地,铜环a、铜环b与外部胀形模具的中部模腔衔接的型面均呈锥状设置。
18.进一步地,外部胀形模具以及右端内部胀形模具、左端内部胀形模具均采用陶瓷材料制成。
19.进一步地,原始管件坯料由钛合金、ti2alnb基金属间化合物或高强铝合金制成。
20.进一步地,左端电磁感应线圈和右端电磁感应线圈由铜棒制成。
21.本发明的另一个技术目的是提供一种难变形材料管件的线圈感应加热气胀成形方法,包括以下步骤:
22.(1)将左电磁感应线圈和右电磁感应线圈分别对应地嵌套在左端内部胀形模具和右端内部胀形模具的外部,以对应形成左端复合结构、右端复合结构;将组合成的左端复合结构、右端复合结构分别对应地套在原始管件坯料的左端和右端外部,最后将左端密封头、右端密封头分别插入原始管件坯料的左端和右端;
23.(2)将步骤(1)组装好的复合结构放置在由上外部胀形模具和下外部胀形模具构成的模腔中,并合模;
24.(3)移动左端复合结构以及右端复合结构,使左、右端电磁感应线圈端部的圆环相接触,此时,电源、电路开关、左端电磁感应线圈和右端电磁感应线圈通过导线串联构成通电回路;
25.(4)关闭电路开关,电源产生的交变电流在经过左、右端电磁感应线圈时产生交变磁场,使位于交变磁场内的原始管件坯料自身迅速产生热量,温度升高,直至原始管件坯料的温度上升至气胀成形所需的预设气胀温度;
26.(5)断开电路开关,将左端复合结构以及右端复合结构分离,左端复合结构向左移动,直至与上外部胀形模具和下外部胀形模具合模时形成的中心模腔左侧的缺口啮合,而右端复合结构向右移动,直至与上外部胀形模具和下外部胀形模具合模时形成的中心模腔左侧的缺口啮合,此时,左端复合结构的右端面以及右端复合结构的左端面与上外部胀形模具和下外部胀形模具的中心模腔构成完整的模腔;
27.(6)从左、右密封头的内部通孔中向原始管件坯料中注入气体,提高原始管件坯料的内部压力,在气体的压力作用下,达到预设气胀温度的原始管件坯料迅速膨胀,直至贴合由左端复合结构、上外部胀形模具、下外部胀形模具、右端复合结构构成的模腔;
28.(7)松开上外部胀形模具和下外部胀形模具,取下左端复合结构、右端复合结构,即得到胀形成形的管件。
29.进一步地,步骤(1)中,右端内部胀形模具、左端内部胀形模具均采用陶瓷材料制成。
30.进一步地,步骤(1)中,原始管件坯料由钛合金、ti2alnb基金属间化合物或高强铝
合金制成。
31.根据上述的技术方案,相对于现有技术,本发明具有如下的优点:
32.本发明所述的成形装置,采用绕制在内部胀形模具外侧的电磁感应线圈,通过感应加热的方式加热内置于内部胀形模具中的原始管件坯料至目标气胀成形温度,并将外侧绕制有电磁感应线圈的内部胀形模具整体左右分体设置为两部分:左端复合结构、有端复合结构,进而可以通过分离左端复合结构、右端复合结构,以露出外部胀形模具处于合模状态时形成的中部型腔,中部型腔、与中部型腔两侧分别啮合的左端复合结构端面、右端复合结构端面形成完整模腔;然后在通过原始管件坯料两端封接的密封头,往原始管件坯料注入预设压力的气体,使得感应加热至预设气胀成形温度的原始管件坯料在气体所提供的压力作用下,气胀成形,直至与完整模腔贴合。由此可知,本发明所述的成形装置,通过左端复合结构、右端复合结构的合模、分离来分别对应实现原始管件坯料的感应加热准备、气胀成形准备,设备结构简单,工艺简便,方便管件进行快速的热气胀成形,提高了生产效率。
33.另外,本发明还具有如下的优点:
34.(1)利用电磁感应原理,在难变形金属材料中产生热量,提高了待加工管件的温度,提高了难变形金属材料的塑性成形能力,降低了流动能力,在一定程度上解决了现有技术中难变形金属材料难以进行塑性加工成形的问题;
35.(2)本发明中的气胀成形模具采用的是非金属的陶瓷材料,因此在线圈通电时只对管件进行加热,提高了加热效率,缩短了加热的时间,减少了生产周期,并且由于线圈和模具自身不产生热量,因此减少了设备在生产时的损耗,减少了维护费用;
36.(3)本发明中的电磁感应线圈具有多个环,因此具有极高的加热效率,并且由于电磁感应线圈均匀覆盖在管件之外,因此能够产生均匀的交变磁场,使得管件内部均匀产生热量,产生均匀的高温温度场,从而避免了由于加热温度差而出现的畸变,提高了成形质量;
37.(4)本发明中电磁感应线圈的端部为具有特殊形状的圆环,在接触时可作为电极传递电流,当达到所需温度后迅速分离,可以与模具结合形成模腔,设备结构简单,工艺简便,方便管件进行快速的热气胀成形,提高了生产效率。
附图说明
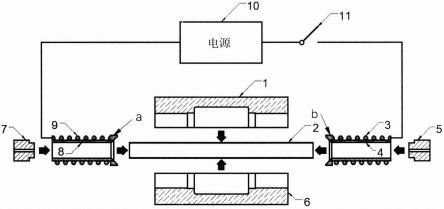
38.图1是本发明所述的难变形材料管件的线圈感应加热气胀成形装置的结构示意图;
39.图2是本发明所述气胀成形装置在进行成形时的第一个步骤的成形示意简图;
40.图3是本发明所述气胀成形装置在进行成形时的第三个步骤的成形示意简图;
41.图4是本发明所述气胀成形装置在进行成形时的第四个步骤的成形示意简图;
42.图5是本发明所述气胀成形装置在进行成形时的第六个步骤的成形示意简图;
43.图6是本发明所述气胀成形装置在成形步骤全部结束之后获得的成品管件的截面示意图;
46.图中:1为上外部胀形模具;2为原始管件坯料;3为右端电磁感应线圈;4为右端内部胀形模具;5为右端密封头;6为下外部胀形模具;7为左端密封头;8为左端内部胀形模具;9为左端电磁感应线圈;10为电源;11为电路开关。
具体实施方式
47.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、表达式和数值不限制本发明的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。
48.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位)。
49.如图1至6所示,本发明所述的难变形材料管件的线圈感应加热气胀成形装置,用于原始管件胚料2的加热气胀成形,包括外部胀形模具1和6、置于外部胀形模具内的内部胀形模具4和8以及分别与原始管件胚料2的左右两端对应封接的左密封头7、右密封头5;其中:
50.左端密封头7、右密封头5的中间均带有进气孔,用于向原始管件胚料2的内管注入气体。
51.所述外部胀形模具1和6,上下分体设置为上外部胀形模具1、下外部胀形模具6,且上外部胀形模具1、下外部胀形模具6合模时形成中部模腔,中部模腔的两侧设有缺口;上外部胀形模具1由陶瓷材料制成,并带有所述中部模腔的上半部分,下外部胀形模具6由陶瓷材料制成,并带有所述中部模腔的下半部分。
52.所述内部胀形模具4和8,左右分体设置为左端复合结构、右端复合结构;内部胀形模4和8具的内腔形状与原始管件胚料2的外壁形状匹配,同时原始管件胚料2的轴向长度大于合模状态时的内部胀形模具的轴向长度;原始管件胚料2由难变形金属材料制成,可以选自钛合金、ti2alnb基金属间化合物或高强铝合金。
53.所述的左端复合结构,包括呈圆柱状设置的左端内部胀形模具8以及绕在左端内部胀形模具8外壁的左端电磁感应线圈9;左端电磁感应线圈9的右侧设置有铜环a,左侧则通过导线与电源10的正极连接;左端内部胀形模具8能够沿着原始管件胚料2的左侧部分平移;左端内部胀形模具8由陶瓷材料制成,且左端内部胀形模具8的右端部带有斜面。左端电磁感应线圈9由铜棒绕制而成,且左端电磁感应线圈9的右端部连接有特殊形状的铜环a,附图中,铜环a与中部模腔衔接的型面呈锥状设置,同时,铜环a与中部模腔外侧的外部胀形模
具内壁具有滑动连接面a。
54.所述的右端复合结构,包括呈圆柱状设置的右端内部胀形模具4以及绕在右端内部胀形模具外壁4的右端电磁感应线圈3;右端电磁感应线圈3的左侧设置有铜环b,右侧则通过导线与电源10的负极连接;右端内部胀形模具4能够沿着原始管件胚料2的右侧部分平移;右端内部胀形模具4由陶瓷材料制成,且右端内部胀形模具4的左端部带有斜面。右端电磁感应线圈3由铜棒绕制而成,且右端电磁感应线圈3的左端部连接有特殊形状的铜环b,附图中,铜环b与中部模腔衔接的型面呈锥状设置,同时,铜环b与中部模腔外侧的外部胀形模具内壁具有滑动连接面b。
55.当上外部胀形模具1、下外部胀形模具6合模时,左端复合结构、右端复合结构相向平移,直至合模时,铜环a、铜环b相触,左端电磁感应线圈9、右端电磁感应线圈3通过导线与电源10构成通电回路;通电回路中串接有电路开关11,通过闭合电路开关11接通电源10时,左端电磁感应线圈9、右端电磁感应线圈3产生交变磁场,对处于交变磁场内的原始管件胚料2加热;电源10能够产生一定程度的交变电流,以通过左端电磁感应线圈9、右端电磁感应线圈3对置于其间的原始管件胚料2感应加热至预设胀形温度。
56.当上外部胀形模具1、下外部胀形模具6合模时,左端复合结构、右端复合结构相背平移,直至左端复合结构的铜环a、右端复合结构的铜环b分别与外部胀形模具的中部模腔两侧的缺口位置处对应啮合,形成完整的模腔。
57.根据上述的气胀成形装置,本发明提供了一种气胀成形方法,主要包括以下步骤:
58.(1)如图2所示,将左电磁感应线圈9和右电磁感应线圈3分别嵌套在左端内部胀形模具8和右端内部胀形模具4外部,将复合结构分别套在原始管件坯料2的左端和右端外部,将左端密封头7和右端密封头5分别插入管件2的左端和右端起到密封管件内部的作用,将上述部件所组成的复合结构放置在上外部胀形模具1和下外部胀形模具6的模腔中,并进行合模;
59.(2)如图3所示,移动由左端电磁感应线圈9与左端内部胀形模具8构成的左端复合结构以及由右端电磁感应线圈3和右端内部胀形模具4构成的右端复合结构,使左右电磁感应线圈9、3端部的圆环相接触,使电源10、电路开关11、左端电磁感应线圈9和右端电磁感应线圈3构成通电回路;
60.(3)如图4所示,关闭电路开关11,使电源10、电路开关11、左端电磁感应线圈9和右端电磁感应线圈3构成通电回路,电源10产生的交变电流在经过左右电磁感应线圈9和3时产生交变磁场,使位于磁场内的管件2自身迅速产生热量,温度升高,直至管件温度上升至气胀成形所需的温度,然后断开电路开关11,将由左端电磁感应线圈9和左端内部胀形模具8构成的左端复合结构以及由右端电磁感应线圈3和右端内部胀形模具4构成的右端复合结构分别向左和向右移动,与上外部胀形模具1和下外部胀形模具6的内部模腔贴合,形成具有所需形状的完整模腔;
61.(4)如图5所示,从左右密封头7和5的内部通孔中向管件2中注入气体,提高内部压力,在高压气体的作用下管件2迅速膨胀,直至贴合由左端电磁感应线圈9、左端内部胀形模具8、右端电磁感应线圈3、右端内部胀形模具4、上外部胀形模具1和下外部胀形模具6构成的模腔;
62.(5)如图6所示,松开上外部胀形模具1和下外部胀形模具6,从管件2上卸下左端电
磁感应线圈9、左端内部胀形模具8、右端电磁感应线圈3与右端内部胀形模具4,即得到成形的具有一定截面形状的难变形金属材料管件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1