一种三通管焊接机的制作方法
本发明涉及焊接机,具体涉及一种三通管焊接机。
背景技术:
1、如图7所示,三通管由长管37和短管38构成,在长管和短管生产完成之后,需要将长管和短管焊接为一体。现有技术中缺乏专门的自动焊接装置,基本都是通过人工进行焊接,人工焊接费时费力,焊接质量参差不齐,而且成本高。
技术实现思路
1、针对背景技术中的不足,本发明提供一种三通管焊接机。
2、本发明所采用的技术方案是:一种三通管焊接机,包括:
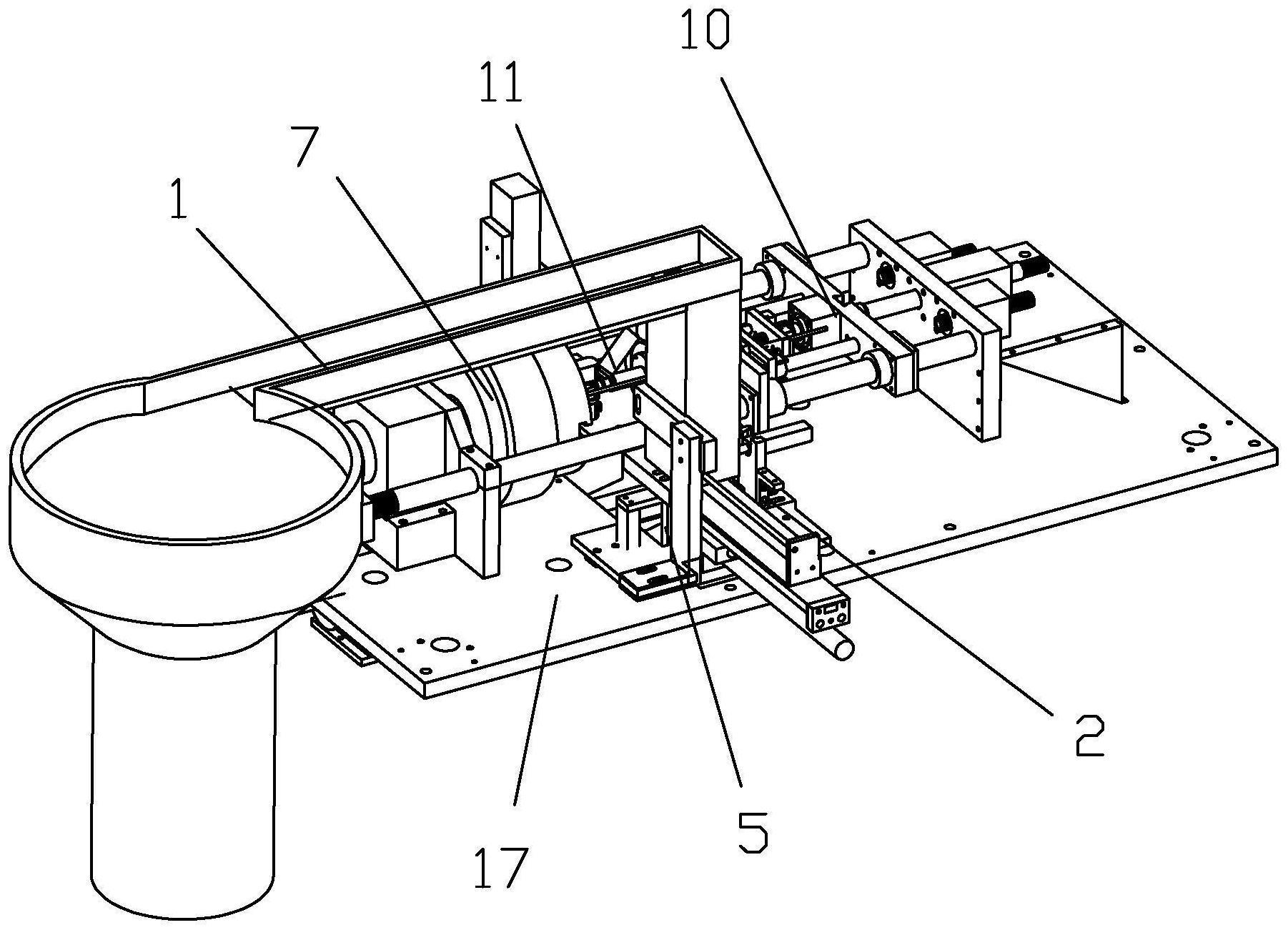
3、进料机构,所述进料机构用于将未焊接的三通管进行进料;
4、送料机构,所述送料机构包括送料气缸、与送料气缸的输出端连接的定位模具以及设置在定位模具下方的顶起气缸,所述定位模具上设有与三通管适配的三通管槽;
5、夹紧机构,所述夹紧机构包括用于夹持三通管的夹紧装置以及用于驱动夹紧装置旋转的旋转动力机构;
6、顶压组件,所述顶压组件正对设置夹紧机构对面,用于辅助将三通管的短管压紧在三通管的长管上;
7、焊接机构,所述焊接机构设置在夹紧机构与顶压组件之间用于将三通管的短管和长管焊接为一体。
8、进一步的,所述进料机构包括振动盘、与振动盘连接的入料轨道以及与入料轨道连接的导向筒,所述导向筒内设有正好用于三通管通过的三通管通道,导向筒的末端与定位模具相连,所述导向筒通过支板固定在底板上。
9、进一步的,所述送料机构还包括固定在底板上的底座和固定在底座上的气缸板,所述送料气缸固定在气缸板上。
10、进一步的,所述顶起气缸固定在定位模具底部,所述顶起气缸的输出端穿过定位模具伸入三通管槽用于顶起三通管。
11、进一步的,所述气缸板上固定有定位气缸,所述定位气缸的输出端上设有插入三通管的长管内对长管进行定位的定位杆。
12、进一步的,所述定位模具的侧面设有用于将短管压紧在长管上的压紧装置,所述压紧装置包括固定在底座上压紧支座、固定在压紧支座上的压紧气缸以及连接在压紧气缸的输出端上压紧杆。
13、进一步的,所述夹紧机构和顶压机构通过支架设置在底板的两侧,所述支架包括固定在底板两端上的侧板以及固定在侧板之间的固定杆。
14、进一步的,还包括顶出机构,所述顶出机构包括顶出气缸和顶出杆,所述顶出杆穿过夹紧装置用于将焊接完成的三通管从夹紧装置上顶出分离。
15、进一步的,所述顶压组件包括固定在侧板上的顶压气缸、与顶压气缸输出端连接的传动板、通过连杆与传动板连接的顶压固定板、固定在顶压固定板上的顶压头,所述传动板和顶压固定板滑动连接在固定杆上。
16、进一步的,还包括定位矫正结构,所述定位矫正结构包括固定在传动板上的定位矫正气缸和定位矫正气缸输出端上的矫正杆,所述矫正杆穿过顶压固定板和顶压头伸入夹紧在夹紧装置上的短管通孔内。
17、本发明的有益效果是:本发明专门用于三通管件的焊接,能够对三通管的长和短管进行自动进料和自动焊接,全程无需人工,焊接效率和焊接质量相对人工更高,降低生产成本,提高企业效益。
18、除了上面所描述的目的、特征和优点之外,本发明还有其他的目的、特征和优点。
19、下面将参照附图,对本发明作进一步详细的说明。
技术特征:
1.一种三通管焊接机,其特征在于包括:
2.根据权利要求1所述的三通管焊接机,其特征在于:所述进料机构包括振动盘、与振动盘连接的入料轨道以及与入料轨道连接的导向筒,所述导向筒内设有正好用于三通管通过的三通管通道,导向筒的末端与定位模具相连,所述导向筒通过支板固定在底板上。
3.根据权利要求1所述的三通管焊接机,其特征在于:所述送料机构还包括固定在底板上的底座和固定在底座上的气缸板,所述送料气缸固定在气缸板上。
4.根据权利要求3所述的三通管焊接机,其特征在于:所述顶起气缸固定在定位模具底部,所述顶起气缸的输出端穿过定位模具伸入三通管槽用于顶起三通管。
5.根据权利要求3所述的三通管焊接机,其特征在于:所述气缸板上固定有定位气缸,所述定位气缸的输出端上设有插入三通管的长管内对长管进行定位的定位杆。
6.根据权利要求3或5所述的三通管焊接机,其特征在于:所述定位模具的侧面设有用于将短管压紧在长管上的压紧装置,所述压紧装置包括固定在底座上压紧支座、固定在压紧支座上的压紧气缸以及连接在压紧气缸的输出端上压紧杆。
7.根据权利要求1所述的三通管焊接机,其特征在于:所述夹紧机构和顶压机构通过支架设置在底板的两侧,所述支架包括固定在底板两端上的侧板以及固定在侧板之间的固定杆。
8.根据权利要求7所述的三通管焊接机,其特征在于:还包括顶出机构,所述顶出机构包括顶出气缸和顶出杆,所述顶出杆穿过夹紧装置用于将焊接完成的三通管从夹紧装置上顶出分离。
9.根据权利要求7所述的三通管焊接机,其特征在于:所述顶压组件包括固定在侧板上的顶压气缸、与顶压气缸输出端连接的传动板、通过连杆与传动板连接的顶压固定板、固定在顶压固定板上的顶压头,所述传动板和顶压固定板滑动连接在固定杆上。
10.根据权利要求9所述的三通管焊接机,其特征在于:还包括定位矫正结构,所述定位矫正结构包括固定在传动板上的定位矫正气缸和定位矫正气缸输出端上的矫正杆,所述矫正杆穿过顶压固定板和顶压头伸入夹紧在夹紧装置上的短管通孔内。
技术总结
本发明涉及一种三通管焊接机,包括:进料机构;送料机构,送料机构包括送料气缸、与送料气缸的输出端连接的定位模具以及设置在定位模具下方的顶起气缸,定位模具上设有与三通管适配的三通管槽;夹紧机构,夹紧机构包括用于夹持三通管的夹紧装置以及用于驱动夹紧装置旋转的旋转动力机构;顶压组件,顶压组件正对设置夹紧机构对面,用于辅助将三通管的短管压紧在三通管的长管上;焊接机构,焊接机构设置在夹紧机构与顶压组件之间用于将三通管的短管和长管焊接为一体。本发明专门用于三通管件的焊接,能够对三通管的直管和短管进行自动进料和自动焊接,全程无需人工,焊接效率和焊接质量相对人工更高,降低生产成本,提高企业效益。
技术研发人员:谭启勇,叶德余,彭荣奎
受保护的技术使用者:温州康通环保科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!