一种电池箱体冷板平面度加工工艺的制作方法
1.本发明涉及电动汽车电池技术领域,尤其是一种电池箱体冷板平面度加工工艺。
背景技术:
2.随着铝合金材料在轻量化电池托盘中的加速推广和应用,铝合金型材以及铝压铸件所占的比例不断增加,对于板件与型材等管状封闭结构的连接,spr、点焊等双边连接工艺已无法满足。目前广泛采用的单边连接方法是fds流钻螺钉工艺,简称流钻工艺。包括以下步骤:旋转(加热)、穿透、通孔、攻螺纹、拧螺纹和紧固。
3.常见的fds电池箱体上的fds连接和横纵梁上的拉铆能起到整形作用,且横纵梁对冷板有支撑作用,但随着电池箱体的不断发展,一些电池箱体开始采取取消横纵梁、水冷板与隔热垫各自独立的设计,如果继续采用常规工艺生产这种电池箱体则对冷板无任何整形作用,制成的成品的冷板平面度远远低于标准要求。
4.因此,现有技术有待于改进和提高。
技术实现要素:
5.针对现有技术中存在的不足之处,本发明的目的是提供一种大幅提升冷板平面度和轮廓度的电池箱体冷板平面度加工工艺。
6.为实现上述目的,本发明所采用的技术方案是:一种电池箱体冷板平面度加工工艺,包括以下步骤:(1)将框体固定于摩擦搅拌焊夹具上;(2)冷板与框体搭接;(3)压块压覆于冷板上;(4)冷板加热至80-100℃;(5)对冷板和框体进行摩擦搅拌焊。
7.进一步的,框体的框孔内设有支撑板,支撑板固定于摩擦搅拌焊夹具上,支撑板上设有加热硅胶。
8.进一步的,冷板与压板之间设有保温泡棉。
9.进一步的,压板面积为冷板面积的85%,压板压力为500kg。
10.与现有技术相比,本发明的有益效果是:由于采用上述的步骤,冷板在加热时与框体进行摩擦搅拌焊后,平面度和轮廓度均有大幅的提升,使得制成的成品的冷板平面度高于标准要求。
附图说明
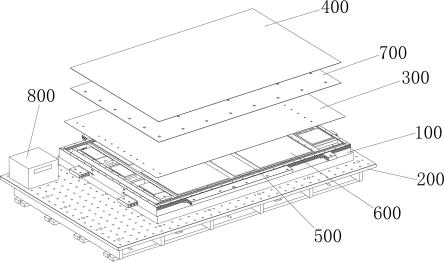
11.附图1为本发明实施时的示意图。
12.图中各标号分别是:100-框体、200-摩擦搅拌焊夹具、300-冷板、400-压板、500-支撑板、600-加热硅
胶、700-保温泡棉、800-控制箱。
具体实施方式
13.下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进。这些都属于本发明的保护范围。
14.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
15.实施例:请参见图1,本发明一种电池箱体冷板平面度加工工艺,包括以下步骤:(1)将框体100固定于摩擦搅拌焊夹具200上,具体地说,框体100为电池箱体的其中一个框体,材质为铝材,框体100一般具有若干个框孔,该些框孔内设有支撑板500,支撑板500固定于摩擦搅拌焊夹具200上,支撑板500上设有加热硅胶600,支撑板500为加热硅胶600提供支撑,防止被压板400压覆变形,加热硅胶600为热量来源,受电控箱800的控制,电控箱800位于摩擦搅拌焊夹具200的一个角上,该电控箱800具有感温探头,用于实时监控冷板温度;摩擦搅拌焊夹具200用于固定框体100,防止框体100在摩擦搅拌焊过程中变形;(2)冷板300与框体100搭接,具体地说,将冷板300放置于框体100上,即冷板300叠合于框体100的中部,框体100的四个边梁未被覆盖;(3)压块400压覆于冷板300上,具体地说,冷板300与压板400之间设有保温泡棉700,该保温泡棉为聚氨酯材质,能够减少冷板300在加热过程中的热损失;实施时,先将保温泡棉700放置于冷板300上,再将压板400放置于保温泡棉700上,该压板400的面积为冷板面积的85%,压板压力为500kg,该压板400防止冷板300在垂直方向上膨胀;(4)冷板300加热至80-100℃,具体地说,电控箱800控制加热硅胶600,加热硅胶600为冷板300加热,使其温度保持在80-100℃;(5)对冷板300和框体100进行摩擦搅拌焊。
16.通过上述工艺制成的电池箱体冷板,平面度能稳定在5以内,轮廓度整体在4以内,上述局部达到5,平面度和轮廓度均有大幅度的提升,可见本工艺能够有效地、明显地改善电池箱体冷板平面尺寸。
17.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术 人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本 发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变 化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种电池箱体冷板平面度加工工艺,其特征在于,包括以下步骤:(1)将框体固定于摩擦搅拌焊夹具上;(2)冷板与框体搭接;(3)压块压覆于冷板上;(4)冷板加热至80-100℃;(5)对冷板和框体进行摩擦搅拌焊。2.根据权利要求1所述的电池箱体冷板平面度加工工艺,其特征在于,框体的框孔内设有支撑板,支撑板固定于摩擦搅拌焊夹具上,支撑板上设有加热硅胶。3.根据权利要求1所述的电池箱体冷板平面度加工工艺,其特征在于,冷板与压板之间设有保温泡棉。4.根据权利要求1所述的电池箱体冷板平面度加工工艺,其特征在于,压板面积为冷板面积的85%,压板压力为500kg。
技术总结
本发明公开了一种电池箱体冷板平面度加工工艺,包括以下步骤:(1)将框体固定于摩擦搅拌焊夹具上;(2)冷板与框体搭接;(3)压块压覆于冷板上;(4)冷板加热至80-100℃;(5)对冷板和框体进行摩擦搅拌焊。本发明由于采用上述的步骤,冷板在加热时与框体进行摩擦搅拌焊后,平面度和轮廓度均有大幅的提升,使得制成的成品的冷板平面度高于标准要求。品的冷板平面度高于标准要求。品的冷板平面度高于标准要求。
技术研发人员:陈荣 刘再华 谢祥娃
受保护的技术使用者:祥鑫科技(广州)有限公司
技术研发日:2022.09.15
技术公布日:2022/12/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1