燃料电池的双极板的活性区的焊接方法、存储介质、激光焊接设备、双极板以及燃料电池与流程
本发明涉及一种用于焊接燃料电池的双极板的活性区的方法。本发明还涉及一种计算机可读存储介质。本发明还涉及一种激光焊接设备。本发明还涉及一种用于燃料电池的双极板以及一种燃料电池。
背景技术:
1、双极板是燃料电池的关键部件,其主要作用为分配反应气体、导电导热以及支撑膜电极。同时,与石墨双极板相比,金属双极板的机械加工性更强且易于批量制造,尤其能够实现小于1mm的超薄厚度。
2、金属双极板通常由两个极板焊接制成。当前,通常在双极板的边缘区域中进行焊接,例如在双极板的边缘区域中设置密封槽并且在密封槽中产生焊缝。焊接完成后,在两个极板之间形成连接区域。
3、对于燃料电池而言,双极板的密封性至关重要。仅在双极板的边缘区域中进行焊接,例如可能出现两个极板在局部区域贴合不紧密或变形,影响双极板的平整度以及燃料电池的整体性能。
4、如果不仅在双极板的边缘区域而且在双极板的中间区域、即活性区(也可以称为流道区或流场区)借助传统的激光焊接方法进行焊接,尤其容易在活性区的焊点位置产生缩孔,损害密封性能。
技术实现思路
1、本发明的目的尤其在于提供一种用于焊接燃料电池的双极板的活性区的方法。根据本发明的用于焊接燃料电池的双极板的活性区的方法不仅能够改善焊接完成的双极板的平整度,尤其能够避免在焊接过程中或焊接之后产生变形或缩孔,从而不仅能够确保双极板的力学性能而且能够确保双极板的密封性能。
2、为此,根据本发明的第一方面提供了一种用于焊接燃料电池的双极板的活性区的方法,所述方法包括以下步骤:
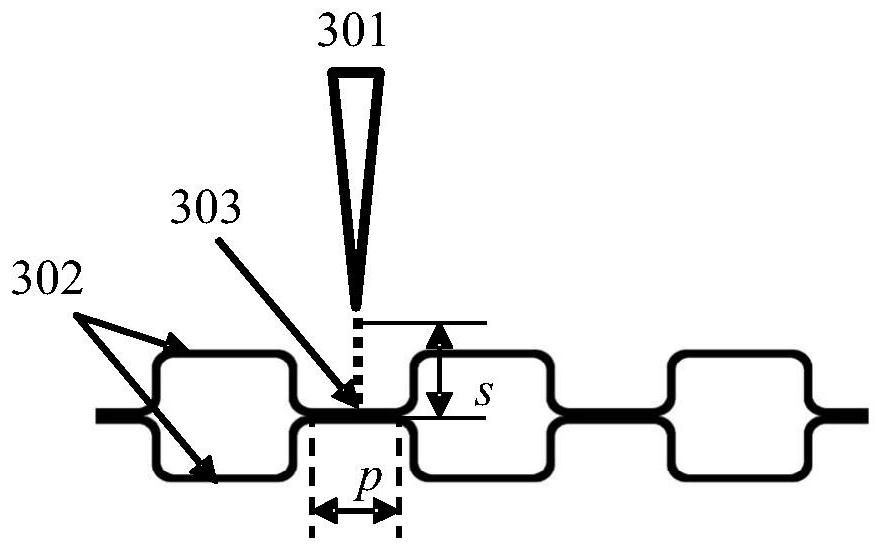
3、在所述活性区内确定多个焊点位置,其中,所述多个焊点位置位于所述双极板的第一极板与第二极板彼此接触的区域内;
4、借助激光照射所述焊点位置以形成焊接连接部,所述焊接连接部将所述第一极板与所述第二极板彼此接合,其中,在形成每个焊接连接部的过程中,首先实施第一焊接阶段,然后实施第二焊接阶段,其中,至少在实施第二焊接阶段期间,使所述激光在所述双极板的表面产生的光斑内的激光能量密度减小。
5、根据本发明的方案尤其基于以下考虑:对于用于燃料电池的双极板而言,金属极板的厚度非常薄,同时不仅对双极板的力学性能要求很高而且对双极板的密封性要求很高。为了满足这些要求,尤其是尽可能避免焊接导致变形或缩孔,根据本发明的方案借助于激光点焊方法或激光微点焊方法通过控制焊点形成过程中单位面积的热量输入,抑制双极板材料的烧损,并且(间接地)促进凝固过程,从而抑制缩孔的形成。
6、在本发明的第一方面的一种优选实施方式中,在所述第一焊接阶段期间使用于焊接加工的激光在双极板的表面产生的光斑内的激光能量密度保持恒定,在所述第二焊接阶段期间使所述激光在双极板的表面产生的光斑内的激光能量密度持续地、优选线性地减小。
7、在本发明的第一方面的一种优选实施方式中,不仅在所述第一焊接阶段期间而且在所述第二焊接阶段期间,使用于焊接加工的激光在双极板的表面产生的光斑内的激光能量密度持续地、优选线性地减小。
8、可选地,形成每个焊接连接部的过程仅包含所述第一焊接阶段和所述第二焊接阶段。
9、可选地,形成每个焊接连接部的过程不仅包含所述第一焊接阶段和所述第二焊接阶段而且包含第三焊接阶段,其中,在所述第二焊接阶段之后实施第三焊接阶段,在所述第三焊接阶段期间使用于焊接加工的激光在双极板的表面产生的光斑内的激光能量密度保持恒定。在此,通过在第三焊接阶段期间使所述激光在双极板的表面产生的光斑内的激光能量密度保持恒定,能够在较低的激光能量密度下对焊接连接部的表面形貌进行修整,从而使最终形成的焊接连接部更稳定。
10、在本发明的第一方面的一种优选实施方式中,尤其通过调节用于焊接加工的激光的离焦量使激光在双极板的表面产生的光斑内的激光能量密度减小。也就是说,在形成每个焊接连接部的过程中,激光的离焦量不是恒定的,而是动态变化的。例如,仅在第二焊接阶段期间,或者在第一焊接阶段以及第二焊接阶段期间,通过所述激光的离焦量的动态变化来实现激光在双极板的表面产生的光斑内的激光能量密度的减小。
11、在此,离焦量可以理解为用于焊接加工的激光的焦点或焦平面与作用物质间的距离,尤其可以理解为用于焊接加工的激光的焦点或焦平面与双极板的表面(朝向激光源的上表面)间的距离。
12、在本发明的第一方面的一种优选实施方式中,在调节所述离焦量的过程中,所述离焦量的调节速度可以是恒定的。
13、在本发明的第一方面的一种优选实施方式中,在调节所述离焦量的过程中,所述离焦量的调节速度可以是变化的。
14、在此,离焦量的调节速度尤其可以理解为离焦量在单位时间内增大或减小的数值。
15、在本发明的第一方面的一种优选实施方式中,在调节用于焊接加工的激光的离焦量的过程中,所述激光的功率保持恒定。也就是说,激光在双极板的表面产生的光斑内的激光能量密度的减小仅通过离焦量调节实现。这尤其能够实现高效的热量输入控制,而且能够在总体上提高焊接加工的速度。
16、在本发明的第一方面的一种优选实施方式中,在调节用于焊接加工的激光的离焦量的过程中,所述激光在双极板的表面产生的光斑的直径变化,尤其变大。所述光斑的最大直径不大于双极板的相邻冷却剂流道之间的间距。也就是说,焊接连接部仅在双极板的第一极板和第二极板相互接触的区域内形成,而不影响冷却剂流道的侧壁。
17、在本发明的第一方面的一种优选实施方式中,通过调节用于焊接加工的激光的功率使激光在双极板的表面产生的光斑内的激光能量密度减小。
18、在本发明的第一方面的一种优选实施方式中,在调节所述功率的过程中,所述功率的调节速度可以是恒定的。
19、在本发明的第一方面的一种优选实施方式中,在调节所述功率的过程中,所述功率的调节速度可以是变化的。
20、在此,功率的调节速度尤其可以理解为功率在单位时间内增大或减小的数值。
21、在此,在调节用于焊接加工的激光的功率的过程中,所述激光的离焦量可以保持恒定。也就是说,所述激光在双极板的表面产生的光斑内的激光能量密度的减小仅通过激光功率调节实现。
22、在此,在调节用于焊接加工的激光的功率的过程中,所述激光的离焦量可以变化。也就是说,所述激光在双极板的表面产生的光斑内的激光能量密度的减小是通过离焦量调节和激光功率调节的共同作用实现的。
23、根据本发明,如果在形成每个焊接连接部的过程中仅实施所述第一焊接阶段和所述第二焊接阶段,即在形成每个焊接连接部的过程仅包含所述第一焊接阶段和所述第二焊接阶段的情况下,对于每个焊接连接部或焊点位置而言,第二焊接阶段结束也意味着在这个焊点位置上的激光焊接完成,尤其意味着激光源关闭(或激光功率减小到0)。
24、例如,在形成每个焊接连接部的过程中,用于焊接加工的激光的离焦量从焊接开始时刻起(或者说从第一焊接阶段的开始时刻起)可以从初始值(初始离焦量)增大或减小。在此期间所述激光的功率可以保持恒定。在此,初始离焦量可以是0或基本上是0。可以理解,例如根据焊接加工的具体场景要求,初始离焦量也可以设置成不同于0。例如取决于激光束的形貌和初始离焦量,离焦量在形成每个焊接连接部的过程中可以增大(例如在正离焦的情况下)也可以减小(例如在负离焦的情况下),只要能够实现激光在双极板的表面产生的光斑内的激光能量密度减小。
25、例如,在形成每个焊接连接部的过程中,用于焊接加工的激光的离焦量从焊接开始时刻起(或者说从第一焊接阶段的开始时刻起)可以保持在初始值(初始离焦量)不变,直至第一焊接阶段的结束时刻。随后,离焦量从第二焊接阶段的开始时刻起从初始值(初始离焦量)增大或减小。在此期间所述激光的功率可以保持恒定。在此,初始离焦量同样可以是0或基本上是0。也可以理解,例如根据焊接加工的具体场景要求,初始离焦量也可以设置成不同于0。例如取决于激光束的形貌和初始离焦量,离焦量在第二焊接阶段可以增大(例如在正离焦的情况下)也可以减小(例如在负离焦的情况下),只要能够实现激光在双极板的表面产生的光斑内的激光能量密度减小。
26、此外,根据本发明的第二方面提供了一种计算机可读存储介质,其上存储有计算机程序,其中,所述计算机程序被处理器执行时实现根据本发明的第一方面的用于焊接燃料电池的双极板的活性区的方法的步骤。
27、此外,根据本发明的第三方面提供了一种激光焊接设备,所述激光焊接设备至少包括激光源、控制设备以及根据本发明的第二方面所述的计算机可读存储介质,其中,所述激光源构造成发射用于焊接加工的激光,其中,所述控制设备构造成至少控制所述激光源,其中,所述激光焊接设备构造成实施根据本发明的第一方面的用于焊接燃料电池的双极板的活性区的方法的步骤。
28、此外,根据本发明的第四方面提供了一种用于燃料电池的双极板,其中,所述双极板的第一极板和第二极板在使用根据本发明的第一方面的用于焊接燃料电池的双极板的活性区的方法的情况下或在使用根据本发明的第三方面的激光焊接设备的情况下焊接接合。
29、此外,根据本发明的第五方面提供了一种燃料电池,其中,所述燃料电池具有根据本发明的第四方面的双极板。
30、根据本发明的以上所述技术方案尤其具有以下优点:
31、1.根据本发明的技术方案制成的双极板具有良好的平整度和较小的变形且不具有缩孔、穿孔,不仅具有良好的力学性能而且具有良好的密封性能;
32、2.根据本发明的技术方案能够实现双极板的焊接效率的提高;
33、3.根据本发明的技术方案能够容易地与双极板的边缘区域内的焊接配合或衔接。
- 还没有人留言评论。精彩留言会获得点赞!