高强钢的冷连轧轧制方法及热轧维护装置与流程
1.本技术于钢材轧制技术领域,尤其涉及一种高强钢的冷连轧轧制方法及热轧维护装置。
背景技术:
2.冷连轧轧制高强钢是钢铁行业普遍需要面对的难题,特别是冷连轧工艺中,相对于带钢中间部分,带钢头尾部分在热轧工序精轧后,冷速较快,卷取温度较低,力学性能高,易导致冷轧过程中的轧制力偏大。对于高强钢,冷轧过程中的轧制力已经偏上限,热轧带钢力学性能高将导致轧制力超过冷轧设备能力,引起冷轧轧机异常停机或断带。
3.在已公开的有关论文和专利文献中,主要是通过优化设定冷连轧轧辊工艺参数、轧制负荷分配、降低冷连轧机组压下率、机架间带钢单位张力、轧制润滑工艺参数、优化成分、降低卷取温度等来实现高强钢稳定轧制。
技术实现要素:
4.本技术实施例提供一种高强钢的冷连轧轧制方法,能够将冷连轧机组生产高强钢时的头尾部轧制力的轧制力可以降低约1000kn至1500kn,解决现有的高强钢由于轧制力剧增导致的冷连轧异常停机或者断带的问题。
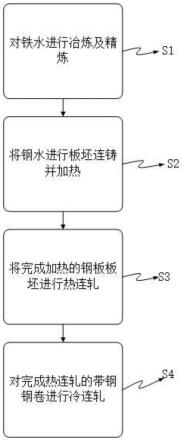
5.s1、对铁水进行冶炼及精炼;
6.s2、将钢水进行板坯连铸并加热;
7.s3、将完成加热的钢带进行热连轧,其中,将钢带分为头、中、尾三部分依次进行热轧,并基于第一设定热轧卷取温度范围的第一温度下对头部和尾部进行卷取以及基于第二设定热轧卷取温度范围的第二温度下对中部进行卷取以得到带钢钢卷,所述第一温度高于所述第二温度;
8.s4、对完成热连轧的带钢钢卷进行冷连轧。
9.有益效果
10.本发明实施例高强钢的冷连轧轧制方法,通过调整钢带热连轧过程中头尾部的热轧卷取温度和中部的热轧卷取温度,使钢带头尾部的热轧卷取温度高于中部的热轧卷取温度,但温度相差不大,使热轧卷头尾热轧卷取温度偏高、头尾力学性能偏低,避免头尾部的卷取温度过低产生马氏体组织,从而钢带的头尾部在冷连轧过程中轧制力相对偏小,实现冷连轧轧制稳顺,冷连轧机组生产高强钢时头尾轧制力可以降低1000kn至1500kn,解决钢带头尾部冷连轧时轧制力剧增容易导致冷连轧异常停机或断带的问题。
附图说明
11.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使用的附图作简单的介绍,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
12.图1是本发明的实施例提供的高强钢的冷连轧轧制方法的流程图;
13.图2是本发明的实施例提供冷连轧轧制方法的高强钢热连轧超标判定流程图;
14.图3是本发明的实施例提供的高强钢热连轧轧制方法在热连轧过程中的过程参数判定系统流程图。
15.附图标记说明:
16.1、热轧l2系统,对应为热轧参数设定单元;2、过程参数判定系统,对应为过程参数判定单元;3、热轧l3系统,对应为热轧拦截单元。
具体实施方式
17.下面将详细描述本发明的各个方面的特征和示例性实施例,为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及具体实施例,对本发明进行进一步详细描述。应理解,此处所描述的具体实施例仅意在解释本发明,而不是限定本发明。对于本领域技术人员来说,本发明可以在不需要这些具体细节中的一些细节的情况下实施。下面对实施例的描述仅仅是为了通过示出本发明的示例来提供对本发明更好的理解。
18.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
19.为了解决现有技术问题,本发明实施例提供了一种高强钢的冷连轧轧制方法,下面首先对本发明实施例所提供的高强钢的冷连轧轧制方法进行介绍。
20.如图1所示,本技术的实施例提供一种高强钢的冷连轧轧制方法,包括:
21.s1、使用高炉对铁水进行冶炼得到钢水,使用转炉对钢水进行冶炼,并通过lf炉或rh炉对钢水进行精炼,得到精炼后的钢水;
22.s2、将精炼钢水进行板坯连铸得到钢板板坯,并加热,以便快速进行热连轧工序;
23.s3、将完成加热的钢板板坯进行热连轧,其中,将钢带分为头、中、尾三部分,并基于第一设定热轧卷取温度范围的第一温度下对头部和尾部进行卷取以及基于第二设定热轧卷取温度范围的第二温度下对中部进行卷取以得到带钢钢卷,所述第一温度高于所述第二温度;钢带即热连轧过程中的钢板板坯;
24.s4、对完成热连轧的带钢钢卷进行冷连轧,以制得高强钢。
25.本发明实施例高强钢的冷连轧轧制方法,通过调整钢带热连轧过程中头尾部的热轧卷取温度和中部的热轧卷取温度,使钢带头尾部的热轧卷取温度高于中部的热轧卷取温度,但温度相差不大,使热轧卷头尾热轧卷取温度偏高、头尾力学性能偏低,避免头尾部的热轧卷取温度过低产生马氏体组织,从而高强钢头尾在冷连轧过程中轧制力相对偏小,实现冷连轧轧制稳顺,冷连轧机组生产高强钢使头尾轧制力可以降低1000kn至1500kn,解决头尾部冷连轧轧制力剧增容易导致冷连轧异常停机或断带的问题。
26.根据本技术的实施例,步骤s3包括,连续获取热连轧头部轧制过程中的头部卷取
温度单点值t1;
27.判定所获取的头部卷取温度单点值t1是否满足第一设定热轧卷取温度范围:第一设定热轧卷取温度-50℃≤t1≤第一设定热轧卷取温度+30℃;
28.如果头部卷取温度单点值t1满足所述第一设定热轧卷取温度范围,则判定卷取温度正常,热连轧继续进行;如果头部卷取单点值t1不满足所述第一设定热轧卷取温度范围,则判定卷取温度不正常,对判定卷取温度不正常的钢卷进行拦截,防止其进入后续的冷连轧工序中。同时记录超标的位置及长度,以完成热连轧后将热轧板材返修并切除超出第一设定热轧卷取温度范围部分的头部钢卷,获得符合第一设定热轧卷取温度范围的头部钢卷。
29.在一实施例中,步骤s3还包括
30.连续获取热连轧中部轧制过程中的中部卷取温度单点值t2;
31.判定所获取的头部卷取温度单点值t2是否满足第二设定热轧卷取温度范围:第二设定热轧卷取温度-30℃≤t2≤第二设定热轧卷取温度+30℃;
32.如果中部卷取温度单点值t2满足所述第二设定热轧卷取温度范围,则判定卷取温度正常,热连轧继续进行;如果中部卷取单点值t2不满足所述第二设定热轧卷取温度范围,则判定卷取温度不正常,对判定卷取温度不正常的钢卷进行拦截,防止其进入后续的冷连轧工序中。同时记录超标的位置及长度,以完成热连轧后将热轧板材返修并切除超出第二设定热轧卷取温度范围部分的中部钢卷,获得符合第二设定热轧卷取温度范围的中部钢卷。
33.对于中部卷取温度超标部分的钢卷,且其超标长度较长可能整卷需要改判,改判即对不符合中部卷取温度、且超标长度较长的钢卷整卷进行降级处理,以使其符合较低等级的产品要求。
34.在一实施例中,步骤s3包括
35.连续获取热连轧尾部轧制过程中的尾部卷取温度单点值t3;
36.判定所获取的尾部卷取温度单点值t3是否满足第一设定热轧卷取温度范围:第一设定热轧卷取温度-50℃≤t3≤第一设定热轧卷取温度+30℃;
37.如果尾部卷取温度单点值t3满足所述第一设定热轧卷取温度范围,则判定卷取温度正常,热连轧继续进行;如果尾部卷取单点值t3不满足所述第一设定热轧卷取温度范围,则判定卷取温度不正常,对判定卷取温度不正常的钢卷进行拦截,防止其进入后续的冷连轧工序中。同时记录超标的位置及长度,以完成热连轧后将热轧板材返修并切除超出第一设定热轧卷取温度范围部分的尾部钢卷,获得符合第一设定热轧卷取温度范围的尾部钢卷。
38.在一实施例中,步骤s3包括
39.连续获取热连轧轧制过程中的头部、中部、尾部的卷取温度单点值,并计算热连轧轧制过程中所有卷取温度单点值的平均值ta;
40.判定所获取的卷取温度单点值的平均值ta是否满足第三温度范围:第二设定热轧卷取温度-20℃≤ta≤第二设定热轧卷取温度+20℃;
41.如果卷取温度单点值的平均值ta满足所述第三温度范围,则判定卷取温度正常,热连轧继续进行;如果卷取温度单点值的平均值ta不满足所述第三温度范围,则判定卷取
温度不正常,对判定卷取温度不正常的钢卷进行拦截。同时记录超标的位置及长度,以完成热连轧后返修并切除超出第一温度范围部分的钢卷。
42.对于热轧卷取温度平均值不符合判定的第三温度范围的钢卷,有以下几种处置方式:
43.1)如果整卷温度曲线波动太大,将制得的带钢钢卷降低一个等级处理,作为要求较低的带钢钢卷产品;
44.2)如果是头尾温度波动影响整卷热轧卷取温度的平均值不符合的钢卷,切除头尾,继续进行冷连轧;
45.3)如是整卷温度曲线偏下限或上限,根据其性能数据改判为符合要求的其它牌号的带钢钢卷产品。
46.根据本发明的实施例,上述第一温度高于所述第二温度18℃~22℃,使热连轧头尾部的热轧卷取温度和中部的热轧卷取温度的差值不超过22℃,避免钢带头中尾部的热轧卷取温度过低产生马氏体导致后续的冷连轧过程中的轧制力过高,进而避免冷连轧轧制过程中由于轧制力剧增所导致的停机或者断带。
47.在一实施例中,第一温度高于第二温度20℃。
48.在上述的实施例中,第一设定热轧卷取温度被设定为处于578℃~632℃的预定温度;第二设定热轧卷取温度被设定为处于560℃~610℃的预定温度,预定温度是一个点值,即各部适宜加工热轧钢带的温度。
49.在一实施例中,第一设定热轧卷取温度被设定为处于580℃~630℃的温度。
50.在一实施例中,所述热连轧步骤的头部和尾部的轧制长度均为16~32m,优选为30m,以减小头部和尾部的冷轧切除长度。
51.在另外的实施例中,所述轧制方法还包括步骤s5:
52.s5、对完成冷连轧的带钢钢卷进行退火,以制得高强钢。
53.在本技术的一个实施例中,所述轧制方法还包括步骤s6:
54.对完成步骤s5退火的高强钢通过平整机进行平整,以及精整分卷或切板,以获得所需形式的高强钢。
55.本技术的实施例的第二方面提供一种热轧维护装置,包括:
56.热轧参数设定单元,用于设定钢带的头部和尾部的热轧长度,以及钢带的头部、中部、尾部在热连轧过程中的热轧卷取温度;并用于获取钢带的头部、中部、尾部热连轧过程中的热轧卷取温度的单点值和热轧卷取温度的平均值并进行上传。热轧卷取温度的平均值是指包括头部、中部、尾部的所有热轧卷取温度的单点值计算得到的平均值,即整卷钢卷的热轧卷取温度单点值的平均值;
57.过程参数判定单元,用于设定热连轧过程中的头部和尾部的第一设定热轧卷取温度范围、中部的第二设定热轧卷取温度范围、热轧卷取温度平均值的第三温度范围,并将所述热轧参数设定单元上传的头部和尾部、中部的热轧卷取温度的单点值和热轧卷取温度的平均值根据判定规则判定是否满足对应的第一设定热轧卷取温度范围、中部的第二设定热轧卷取温度范围、热轧卷取温度平均值的第三温度范围,以获得对应的判定结果并上传;
58.热轧拦截单元,用于根据所述过程参数判定单元上传的判定结果对钢板板坯在热连轧过程中超出各部温度范围的带钢钢卷进行拦截,以获得符合各部温度范围的带钢钢
卷。
59.下面通过具体的实施例来对本技术的技术方案及其优点进行详细的描述。
60.本技术的实施例提供一种高强钢的冷连轧轧制方法,包括:
61.s1、使用高炉对铁水进行冶炼得到钢水,使用转炉对钢水进行冶炼,并通过lf炉或rh炉对钢水进行精炼,得到精炼后的钢水;
62.s2、将精炼钢水进行板坯连铸得到钢板板坯,并加热,以便快速进行热连轧工序;
63.s3、将完成加热的钢板板坯进行热连轧,其中,将钢带分为头、中、尾三部分,头部和尾部的热连轧长度均为30米,并基于第一设定热轧卷取温度范围的第一温度下对头部和尾部进行卷取以及基于第二设定热轧卷取温度范围的第二温度下对中部进行卷取以得到带钢钢卷,所述第一温度高于所述第二温度;第一设定热轧卷取温度范围为580℃~630℃,第二设定热轧卷取温度范围560℃~610℃,第一温度高于第二温度20℃,以使头部和尾部热轧卷取温度高于中部的热轧卷取温度,得到带钢钢卷。
64.下面通过本发明如图3所示的热轧维护装置对热连轧过程中不合格的钢卷进行判定和拦截,具体过程如下:
65.1)先在热轧参数单元1对高强钢的热连轧参数进行设定,高强钢头尾温度及长度设定规则如下表1所示:
66.表1高强钢头尾温度及长度设定规则
[0067][0068]
按照表1中设定的头、中、尾部的热轧卷取温度设定值及头部、尾部的长度在热轧l2系统即热轧参数单元1对设定参数进行维护,进行热连轧过程的生产和控制;通过热轧l2系统获取热连轧过程中头部、中部、尾部热轧卷取温度的单点值和热连轧过程中热轧卷取温度的平均值并上传至过程参数判定系统;
[0069]
2)按照表2中的高强钢在热连轧过程中的头部、中部、尾部热轧卷取温度判定规则,对热连轧过程中的头部、中部、尾部的热轧卷取温度的单点值、平均值在过程参数判定系统即过程参数判定单元2进行判定,过程参数判定系统根据维护规则进行判定单点值和平均值是否在规格范围内,进而判定生产的钢卷是否合格;具体的,高强钢热轧卷取温度判定规则如表2所示
[0070]
表2高强钢热轧卷取温度判定规则
[0071][0072]
表2中的头尾热轧卷取温度单点值判定范围即第一热轧卷取温度范围,中部热轧
卷取温度单点值判定范围即第二热轧卷取温度范围,热轧卷取温度平均值判定范围即第三温度范围。
[0073]
如图2所示,步骤s3具体包括:
[0074]
s301、判定头部热轧卷取温度是否超标:
[0075]
连续获取热连轧头部轧制过程中的头部卷取温度单点值t1;
[0076]
判定所获取的头部卷取温度单点值t1是否满足第一设定热轧卷取温度范围:第一设定热轧卷取温度-50℃≤t1≤第一设定热轧卷取温度+30℃;
[0077]
如果头部卷取温度单点值t1满足第一设定热轧卷取温度范围,则判定卷取温度正常,热连轧继续进行;如果头部卷取单点值t1不满足第一设定热轧卷取温度范围,则判定卷取温度不正常,对判定卷取温度不正常的钢卷进行拦截,防止其进入后续的冷连轧工序中。同时记录超标的位置及长度,以完成热连轧后将热轧板材返修并切除超出第一设定热轧卷取温度范围部分的头部钢卷,获得符合第一设定热轧卷取温度范围的头部钢卷;
[0078]
s302、判定中部热轧卷取温度是否超标:
[0079]
连续获取热连轧中部轧制过程中的中部卷取温度单点值t2;
[0080]
判定所获取的头部卷取温度单点值t2是否满足第二设定热轧卷取温度范围:第二设定热轧卷取温度-30℃≤t2≤第二设定热轧卷取温度+30℃;
[0081]
如果中部卷取温度单点值t2满足第二设定热轧卷取温度范围,则判定卷取温度正常,热连轧继续进行;如果中部卷取单点值t2不满足第二设定热轧卷取温度范围,则判定卷取温度不正常,对判定卷取温度不正常的钢卷进行拦截,防止其进入后续的冷连轧工序中。同时记录超标的位置及长度,以完成热连轧后将热轧板材返修并切除超出第二设定热轧卷取温度范围部分的中部钢卷,获得符合第二设定热轧卷取温度范围的中部钢卷。
[0082]
对于中部卷取温度超标部分的钢卷,且其超标长度较长可能整卷需要改判,改判即对不符合中部卷取温度、且超标长度较长的钢卷整卷进行降级处理,以使其符合较低等级的产品要求;
[0083]
s303、判定尾部热轧卷取温度是否超标:
[0084]
连续获取热连轧尾部轧制过程中的尾部卷取温度单点值t3;
[0085]
判定所获取的头部卷取温度单点值t3是否满足第一设定热轧卷取温度范围:第一设定热轧卷取温度-50℃≤t3≤第一设定热轧卷取温度+30℃;
[0086]
如果尾部卷取温度单点值t3满足第一设定热轧卷取温度范围,则判定卷取温度正常,热连轧继续进行;如果尾部卷取单点值t3不满足第一设定热轧卷取温度范围,则判定卷取温度不正常,对判定卷取温度不正常的钢卷进行拦截,防止其进入后续的冷连轧工序中。同时记录超标的位置及长度,以完成热连轧后将热轧板材返修并切除超出第一设定热轧卷取温度范围部分的尾部钢卷,获得符合第一设定热轧卷取温度范围的尾部钢卷;
[0087]
对于头尾部卷取温度超标的钢卷,后续在冷连轧之前返修切除超标部分的钢卷。
[0088]
s304、判定热轧卷取温度平均值是否超标:
[0089]
连续获取热连轧轧制过程中的头部、中部、尾部的卷取温度单点值,并计算热连轧轧制过程中所有卷取温度单点值的平均值ta;
[0090]
判定所获取的卷取温度单点值的平均值ta是否满足第三温度范围:第二设定热轧卷取温度-20℃≤ta≤第二设定热轧卷取温度+20℃;
[0091]
如果卷取温度单点值的平均值ta满足所述第三温度范围,则判定卷取温度正常,热连轧继续进行;如果卷取温度单点值的平均值ta不满足所述第三温度范围,则判定卷取温度不正常,对判定卷取温度不正常的钢卷进行拦截。同时记录超标的位置及长度,以完成热连轧后返修并切除超出第一温度范围部分的钢卷;
[0092]
3)过程参数判定系统的判定结果从过程参数判定系统传至热轧l3系统;热轧l3系统根据判定结果对热轧卷取温度判定不合格的钢卷进行拦截,以便在热连轧后将不合格的部分切除,不影响后续成品性能,避免冷连轧机组中出现轧制力超标及断带等现象。
[0093]
s4、对完成热连轧的带钢钢卷进行冷连轧;
[0094]
s5、对完成冷连轧的带钢钢卷进行退火,以制得高强钢;
[0095]
s6、对完成退火的高强钢通过平整机进行平整,以及精整分卷或切板,以获得所需形式的高强钢。
[0096]
利用上述高强钢的冷连轧轧制方法对钢板板坯进行轧制,提供以下实例。
[0097]
实例1:对a牌号为冷轧碳锰系高强钢,在各工序的代码对应关系如下表3
[0098]
表3板坯材料及其编号
[0099]
板坯号热轧卷号冷硬卷号2234003200003022y00021500a200176300
[0100]
按照本技术实施例的高强钢的冷连轧轧制方法对其进行轧制。
[0101]
其中,热连轧步骤的主要目的是把较厚的板坯轧制成规格、表面质量、性能等符合产品标准的热轧卷,热轧卷取温度主要影响热轧卷性能。a牌号中部的热轧卷取温度设定为590℃,头尾热轧卷取温度设定为610℃,头尾长度设定为30m;头尾热轧卷取温度单点值判定范围为560℃~640℃,中部热轧卷取温度单点值的判定范围为560℃~620℃,热轧卷取温度平均值的判定范围为570℃~610℃.
[0102]
热轧卷号为22y00021500的钢卷尾部25米处热轧卷取温度实际单点值为551℃,不符合头尾热轧卷取温度单点值判定范围560℃~640℃;热轧卷取温度实际平均值为595℃,符合热轧卷取温度平均值的判定范围570℃~610℃。热轧卷号为22y00021500的钢卷尾部25米处热轧卷取温度单点值不合格,系统将该卷进行拦截,切除尾部25米后继续送冷轧生产。
[0103]
本实例1采用酸洗冷连轧,酸轧的主要目的是在去除钢板表面氧化铁皮的同时,使较厚的热轧卷轧制成较薄的冷硬卷。热连轧生产得到的22y00021500热轧卷进行冷连轧,头尾部分轧制力为15000kn,中间部分轧制力为16000kn,轧制稳定。
[0104]
实例2:对b牌号为冷轧双相高强钢,在各工序的代码对应关系如下表4表4板坯材料及其编号
[0105]
板坯号热轧卷号冷硬卷号15134591010402a00114400a200153400
[0106]
按照本技术实施例的高强钢的冷连轧轧制方法对其进行轧制。
[0107]
其中,热连轧步骤的主要目的是把较厚的板坯轧制成规格、表面质量、性能等符合产品标准的热轧卷,热轧卷取温度主要影响热轧卷性能。b牌号中部的热轧卷取温度设定为600℃,头尾热轧卷取温度设定为620℃,头尾长度设定为30m;头尾热轧卷取温度单点值判定范围为570℃~650℃,中部热轧卷取温度单点值的判定范围为570℃~630℃,热轧卷取
温度平均值的判定范围为580℃~620℃。
[0108]
热轧卷号为2a00114400的钢卷尾部20米处热轧卷取温度实际单点值为551℃,不符合头尾热轧卷取温度单点值判定范围570℃~650℃;热轧卷取温度实际平均值为602℃,符合热轧卷取温度平均值的判定范围580℃~620℃。热轧卷号为2a00114400的钢卷尾部20米处热轧卷取温度单点值不合格,系统将该卷进行拦截,切除尾部20米后继续送冷轧生产。本实例2采用酸洗冷连轧,酸轧的主要目的是在去除钢板表面氧化铁皮的同时,使较厚的热轧卷轧制成较薄的冷硬卷。热连轧生产得到的2a00114400热轧卷进行冷连轧,头尾部分轧制力为13000kn,中间部分轧制力为14000kn,轧制稳定。
[0109]
需要明确的是,本发明并不局限于上文所描述并在图中示出的特定配置和处理。为了简明起见,这里省略了对已知方法的详细描述。在上述实施例中,描述和示出了若干具体的步骤作为示例。但是,本发明的方法过程并不限于所描述和示出的具体步骤,本领域的技术人员可以在领会本发明的精神后,作出各种改变、修改和添加,或者改变步骤之间的顺序。
[0110]
还需要说明的是,本发明中提及的示例性实施例,基于一系列的步骤或者装置描述一些方法或系统。但是,本发明不局限于上述步骤的顺序,也就是说,可以按照实施例中提及的顺序执行步骤,也可以不同于实施例中的顺序,或者若干步骤同时执行。
[0111]
以上所述,仅为本发明的具体实施方式,所属领域的技术人员可以清楚地了解到,为了描述的方便和简洁,上述描述的系统、模块和单元的具体工作过程,可以参考前述方法实施例中的对应过程,在此不再赘述。应理解,本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1