一种高能准直器制作方法
1.本技术涉及准直器工艺技术领域,尤其涉及一种高能准直器制作方法。
背景技术:
2.传统的准直器制作工艺由于工艺复杂,人工参与的流程较多,导致尺寸精度降低,生产效率缓慢。
技术实现要素:
3.本说明书实施例提出一种高能准直器制作方法,解决传统的准直器制作工艺由于工艺复杂,人工参与的流程较多,导致尺寸精度降低,生产效率缓慢的问题。
4.为此,本说明书实施例提供如下方案:一种高能准直器制作方法,包括:
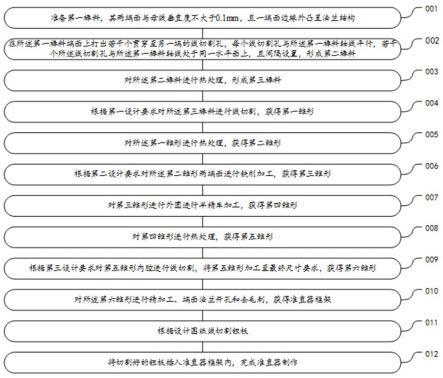
5.准备第一棒料,其两端面与母线垂直度不大于0.1mm,且其中一端面边缘外凸呈法兰结构;
6.在所述第一棒料端面上打出若干个贯穿至另一端的线切割孔,每个线切割孔与所述第一棒料轴线平行,若干个所述线切割孔与所述第一棒料轴线处于同一水平面上,且间隔设置,形成第二棒料;
7.对所述第二棒料进行热处理,形成第三棒料;
8.根据第一设计要求对所述第三棒料进行线切割,获得第一雏形;
9.对所述第一雏形进行热处理,获得第二雏形;
10.根据第二设计要求对所述第二雏形两端面进行铣削加工,获得第三雏形;
11.对第三雏形进行外圆进行半精车加工,获得第四雏形;
12.对第四雏形进行热处理,获得第五雏形;
13.根据第三设计要求对第五雏形内腔进行线切割,将第五雏形加工至最终尺寸要求,获得第六雏形;
14.对所述第六雏形进行精加工、端面法兰开孔和去毛刺,获得准直器框架;
15.根据设计图纸线切割钽板;
16.将切割好的钽板插入准直器框架内,完成准直器制作。
17.进一步的,所述线切割孔的直径为φ8mm~φ10mm。
18.进一步的,所述热处理的方式包括:
19.在110℃~130℃之间,保温3~5小时;
20.在炉内自然冷却;
21.预定时间出炉。
22.进一步的,所述第一设计要求包括:
23.单边厚度留余量至少为1mm;
24.主栅板厚度加工到至少4mm;
25.内外圆同心度不大于
±
0.1mm;
26.所有线切割面相对法兰端面垂直度不大于
±
0.1mm。
27.进一步的,所述第二设计要求包括:
28.将所述第二雏形加工至预设高度;
29.在所述第二雏形的两端面铣出凹台;
30.将法兰铣到预设的尺寸。
31.进一步的,在对第三雏形进行外圆进行半精车加工之前包括,将第三雏形固定于第一工装件上。
32.进一步的,所述第一工装件包括:两个压住准直器两端面的圆盘,及四条穿过准直器的拉杆,四个所述拉杆能够与两个所述圆盘固定连接。
33.进一步的,所述第三设计要求包括:
34.按照图纸要求精加工内桶壁、主栅板和插槽到最终尺寸,腔内面和插槽一次性顺序切割,同一个腔内避免换丝。
35.进一步的,对第五雏形内腔进行线切割之前包括:将第五雏形固定于第二工装件上。
36.进一步的,所述第二工装件包括:
37.通过连接杆固定连接的两个板体,两个板体间隔设置,每个板体上设有通孔,所述通孔的内径大于所述第五雏形的外径,小于第五雏形的法兰外径。
38.本技术实施例采用的上述至少一个技术方案能够达到以下有益效果:
[0039]“一刀活”加工工艺完全能保证各栅板的平行度,以及各栅板与准直器单体外圆柱面母线平行度;准直器单体的精度完全由加工机床保证,质量可控,产品的一致性和互换性好。
附图说明
[0040]
为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
[0041]
本说明书所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。
[0042]
在附图中:
[0043]
图1为说明书实施例提供的方法的流程示意图;
[0044]
图2为说明书实施例提供的一种高能准直器单体结构示意图;
[0045]
图3为粗车后结构示意图;
[0046]
图4为中心线及线切割引线孔位置示意;
[0047]
图5为高能准直器框架设计图;
[0048]
图6为第一工装件结构示意图;
[0049]
图7为第一工装件使用状态示意图;
[0050]
图8为第二工装件结构示意图;
[0051]
图9为第二工装件使用状态结构示意图
[0052]
图10为钽板水平插入槽内结构示意图;
[0053]
图11为高能准直器的验收状态结构示意图。
具体实施方式
[0054]
为使本技术的目的、技术方案和优点更加清楚,下面将结合本技术具体实施例及相应的附图对本技术技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
[0055]
以下结合附图,详细说明本技术各实施例提供的技术方案。
[0056]
本实施例提供一种高能准直器制作方法,请参阅图1所示,包括:
[0057]
s001、准备第一棒料,其两端面与母线垂直度不大于0.1mm,且其中一端面边缘外凸呈法兰结构;
[0058]
在具体实施中,准备棒料的方式包括但不限于如下方式:
[0059]
1011、下料
[0060]
具体的,将φ250mm的硬铝合金(ly12或lf6)棒料锯下315mm长,保证两端面与圆柱母线的垂直度不大于
±
2mm;
[0061]
1012、粗车
[0062]
具体的,按照图纸加工呈第一棒料。如图3所示尺寸加工,保证两端面与圆柱母线垂直度不大于
±
0.1mm。φ209端面与圆柱母线一次装卡加工。中间留的φ220mm工艺凸台a用于端面的铣削加工。
[0063]
s002、在所述第一棒料端面上打出若干个贯穿至另一端的线切割孔,每个线切割孔与所述第一棒料轴线平行,若干个所述线切割孔与所述第一棒料轴线处于同一水平面上,且间隔设置,形成第二棒料;
[0064]
在具体实施中,如图4所示,划两端面中心线及线切割引线孔中心线:圆柱料轴线平行于平台放置,在两端面分别划平行于平台的中心线;通过角度尺测量,绕轴线旋转90
°
放置,两端分别划另一条中心线及引线孔中心线,保证两端划线的一致性及各中心线间的平行/垂直关系。打线切割引线孔:从两头打φ8mm~φ10mm的孔,打通。(具体尺寸可根据施工图纸要求进行划线,此处不做限定)。
[0065]
s003、对所述第二棒料进行热处理,形成第三棒料;
[0066]
在具体实施中,热处理的方式包括但不限于在120
±
5℃,保温4小时,在炉内自然冷却,24小时后出炉。
[0067]
s004、根据第一设计要求对所述第三棒料进行线切割,获得第一雏形;
[0068]
在具体实施中,第一设计要求包括但不限于,单边留余量1mm,即内圆加工到φ186.4mm,主栅板加工到4mm,保证内外圆面同心度不大于
±
0.1mm,所有线切割面相对法兰端面垂直度不大于
±
0.1mm。具体的,如按图5所示结构进行线切割,获得第一雏形,具体为准直器框架的第一雏形。
[0069]
例如,将线切割丝从线切割引线孔的圆孔穿过,并上下固定切割丝,开机进行线切
割,为提高切割效率,可使用快走丝,先沿中心线切割到边,再顺时针(或逆时针)切割,电量需调整适中,避免断丝和局部切割不均匀问题出现,壁厚单边预留1mm二次线切割余量,切割完一个空腔,重新穿丝。切割另外一个,最好对称切割,而不是顺次切割,使材料应力释放时对称均匀,避免切割后外筒椭圆化。最终将第三棒料切割成内部由多个主栅板2分割呈多个空间的两端贯穿的圆筒结构01,每个主栅板上和筒壁内分别配合的切割出用于插钽板03的插槽(图中未画出)。在线切割出主栅板后,重新穿线,在第一棒料端部靠近边缘的位置线切割出标定设备安装槽04,安装槽04不与主栅格分割的空间连通,安装槽的具体大小根据使用情况设定,此处不做限定。形成第一雏形。
[0070]
应当理解的,上述列举的具体相关内容,仅仅用于示例性说明,不应当对本技术造成任何的限定。
[0071]
s005、对所述第一雏形进行热处理,获得第二雏形;
[0072]
在具体实施中,热处理的方式包括但不限于在120
±
5℃,保温4小时,在炉内自然冷却,24小时后出炉。
[0073]
s006、根据第二设计要求对所述第二雏形两端面进行铣削加工,获得第三雏形;
[0074]
在具体实施中,对第二雏形两端面进行铣削,具体的,装卡φ220mm的工艺凸台,整体高度加工到铣两端面中心凹台φ188.4
±
0.1mm,深1
±
0.1mm。法兰从φ241mm铣到φ238mm。
[0075]
s007、对第三雏形进行外圆进行半精车加工,获得第四雏形;
[0076]
在具体实施中,加工外圆各部分尺寸,直径留1mm余量。具体的,在对第三雏形进行半精车加工时,将第三雏形固定在第一工装件中,第一工作件如图6所示,包括两个压住准直器两端面的圆盘11,及四条穿过准直器的拉杆12。工装安装好后如图7,两圆盘同心度为0.01mm,平行度不大于0.01mm。
[0077]
s008、对第四雏形进行热处理,获得第五雏形;
[0078]
在具体实施中,热处理的方式包括但不限于在120
±
5℃,保温4小时,在炉内自然冷却,24小时后出炉。
[0079]
s009、根据第三设计要求对第五雏形内腔进行线切割,将第五雏形加工至最终尺寸要求,获得第六雏形;
[0080]
在具体实施中,将第五雏形固定在第二工装件上,按照附图各部分要求精加工内桶壁、主栅板和插槽到最终尺寸,腔内面和插槽一次性顺序切割,同一个腔内避免换丝。保证所有插槽的平行度、插槽与法兰端面的垂直度以及内圆面与外圆面的同心度都符合图纸要求,保证钽板的插槽宽度0.18
±
0.02mm。线切割后冲洗干净。如图8所示,第二工装件包括但不限于,通过连接杆22固定连接的两个板体21,两个板体间隔设置,每个板体上设有通孔23,所述通孔23的内径大于所述第五雏形的外径,小于第五雏形的法兰外径。如图9所示,第五雏形的一端能够插入通孔23内。
[0081]
具体的,线切割方式为,首先将准直器外圆在线切割机上准确定位,然后从内腔中穿过切割丝,进行高精度慢走丝线小切削量切割,并对称腔体切割,更要谨慎操作,同样顺时针(或逆时针)切割,电量需调整适中,避免断丝和局部切割不均匀问题出现,避免薄壁栅格变形,保证栅格厚度均匀。
[0082]
应当理解的,上述列举的具体内容,仅仅用于示例性说明,不应当对本技术造成任
何的限定。
[0083]
s010、对所述第六雏形进行精加工、端面法兰开孔和去毛刺,获得准直器框架;
[0084]
在具体实施中,精车外圆:使用第一工装件,装卡方法与半精车工艺相同。保证加工后外圆母线与法兰端面垂直度不大于0.015mm,外圆面不圆度不大于
±
0.02mm。
[0085]
加工法兰盘孔:打6个φ5.5mm通孔,铣φ10mm深5mm的沉孔;打二个φ4mm的销孔,保证形位尺寸。去全部毛刺。
[0086]
s011、根据设计图纸线切割钽板;
[0087]
在具体实施中,钽板的加工可在准直器框架未加工前加工,也可在加工中加工,或者在加工后加工,本技术仅仅作为实例说明对工序做出解释,因此具体加工顺序不应成为本技术的限定。
[0088]
具体的,线切割厚0.15mm,长298mm,69种宽度,共506片钽板;四角为r1mm的圆弧,宽度可有0.05mm的负公差。每块板的长边稍加打磨,去掉毛刺。在平台上检查各钽板的平整度。水平插板在一端打φ1mm的小孔,用于插槽时穿牵引线。
[0089]
s012、将切割好的钽板插入准直器框架内,完成准直器制作。
[0090]
在具体实施中,用ccl4彻底清洗铝合金框架w。将其水平放置在v形铁m上,使主栅板垂直于台面,如图10,将钽板水平插入槽内。e2019橡胶增韧型环氧树脂的双组分按比例均匀混合,用注射器涂布在主栅板和准直桶内壁上。插入贴板,加压,将贴板粘在主栅板和准直桶内壁上,并使环氧树脂自动流入插槽内。70℃下固化1小时,或常温固化7天(该环氧树脂24小时达80%强度)。形成高能准直器单体,如图2所示。
[0091]
为了检验上述方法,采用future-1076型三座标测量仪(其测量示值误差≦3.5μm,重复精度为2.5μm,测头压力6g)对铝合金框架进行测量。测试方法见《硬x射线调制望远镜(hxmt)高能准直器机械精度测量规范》。
[0092]
请参阅图11所示,c(φ206mm)、d(φ205mm)两外圆柱面的椭圆度误差≦0.01mm;
[0093]
安装圆柱面c和d的轴线与法兰盘a面垂直度误差≦0.5度,b面与a面平度行度误差≦0.2度,准直孔与a面垂直度误差≦0.5度;
[0094]
各准直孔之间平行度误差≦0.5’。
[0095]
基准外圆柱面c、d的圆心及椭圆度(最大半径与最小半径的最大差值)
[0096]
测量位置圆心坐标(x、y、z)平均直径φmaxδrc面(φ206)775.3601,453.8483,-296.8407205.98361.3μmd面(φ205)526.8467,453.8424,-296.8431204.99053.2μm
[0097]
法兰盘上下端面与准直器轴线的垂直度(法兰盘a、b面法线与轴线的夹角)
[0098][0099]
各钽板平面与准直器轴线的夹角
[0100]
钽板编号钽板与准直器轴线的夹角前端,后端钽板与a面的夹角1#前,后0.067850,0.009758289.931622,89.9018902#前,后 89.927528,89.956625
3#前,后 89.951077,89.9957354#前,后 89.943989,89.9837635#前,后 89.987356,89.9786514#全平面0.00251689.996956
[0101]
说明:由于探杆短,仅能伸入准直器10mm,所以对钽板前、后端的数据分别作平面拟合。4#钽板做了一次前后端数据联合测量,进行了全平面拟合,可信度更好。
[0102]
以上实测数据表明,线切割机床快走丝能够确保0.03mm以内的加工精度;专用工装和“一次性”加工等工艺完全能保证各主栅板的平行度,各主栅板与准直器单体外圆柱面母线平行度;采用上述工艺制造的铝合金框架全部符合验收要求。动力学环境试验和热循环试验也表明,e2019橡胶增韧型环氧树脂胶粘柔韧性很好。
[0103]
铝合金框架插贴钽板方案的优点是:
①
准直器单体的精度完全由加工机床保证,质量可控,产品的一致性和互换性好;
②
有铝合金框架支撑,容易确保钽板间的平行度及其与准直器单体外圆柱面的平行度;
③
准直器单体机械强度高,容易满足动力学环境试验和热循环试验要求;
④
准直器单体的造价低。
[0104]
为了更好的实施本实施例,实施例还提供一种第一工装件加工方法,包括:加工大圆盘:取φ275.40mm、厚40mm的硬铝板材,在车床上用三抓卡盘卡到10mm位置,将剩余30mm的外圆车到φ270mm,端面中心车出φ23800..0001的凹面,深7mm;然后用三抓卡盘夹30mm端,将剩余10mm厚度车去,加工完成后其外圆椭圆度,端面平面度,内圆与外圆同心度均控制在0.002mm左右;最后打四个φ10通孔,打孔位置保证能够连接小圆盘并能够从准直器的铝主栅板格中穿过。
[0105]
加工小圆盘:取φ210mm、厚40mm的硬铝板材,在车床上用三抓卡盘卡到10mm位置,将剩余30mm的外圆车到φ205mm,棱边倒角,端面中心车出φ188.2mm的凹面,深1mm;然后用三抓卡盘夹30mm端,将剩余10mm厚度车去,端面平面度可控制在0.002mm左右;然后打四个m10螺纹孔,与大圆盘对应;最后将小圆盘放在卧式转台上,用千分表打外圆,找出圆中心线位置进行划线,并用专用中心钻打顶尖孔,如多次重复利用,可镶钢套做顶尖孔。
[0106]
连接杆:四根φ10mm,两头为m10螺纹。
[0107]
安装调试:将准直器装入工装,整体放在卧式转台上,用千分表打工装两端外圆,保证两外圆面的同心度,拧紧工装螺栓;然后将工装大圆盘夹在车床三抓卡盘上,再用千分表打大圆盘的外露外圆面及端面,确保夹正。
[0108]
应用:一直保护好工装不受外力,可重复利用。
[0109]
为了更好的实施本实施例,实施例还提供一种第二工装件加工方法,上下板尺寸为400mm
×
400mm
×
15mm,中间孔φ205mm;四根杆直径φ25mm,两边加工出m16螺纹,光杆部分长度为250
±
0.03mm,光杆两端的台阶保证上下板平面的平行度,杆的位置以尽量靠里且不影响准直器的安装为原则。工装安装好后上板上表面到下板下表面为280mm;然后将上平面铣一刀,达到两平面的平行度为0.02mm。
[0110]
安装调试:通过杆外侧的下板边缘压紧在线切割台上,将两中心圆孔线切割到保证其同心度,保持此工装不动的情况下安装准直器,直至整个精切过程完成才可卸除。
[0111]
应用:批量生产准直器时此工装须一直不拆除直到所有准直器的精切完成,若单个零星生产,则每加工一个准直器需重新加工一套工装。
[0112]
还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、商品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、商品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、商品或者设备中还存在另外的相同要素。
[0113]
还需要说明的是,本技术中的“第一”、“第二”是为了区分同一名称的多个客体,不是用于限定顺序或大小。如非具体说明,没有其他特别的含义。
[0114]
以上所述仅为本技术的实施例而已,并不用于限制本技术。对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1