一种冷轧用智能清洗系统
1.本发明属于冷轧带钢清洗领域,具体涉及一种冷轧用智能清洗系统。
背景技术:
2.随着现在科技的不断发展,热轧板在酸洗后去掉表面的氧化铁皮,再经过冷轧连续轧制将带钢厚度变到目标厚度尺寸,卷取成卷或者加工成片进行交付或者流入到后续加工工序。连续轧制过程不可避免地在带钢表面残留有大量乳化液和轧制中产生的细碎铁粉和氧化铁粉末,不规则地分布在带钢表面。由于绝大部分钢卷需要进行后续处理(如镀锌),在后处理前先需要进行调质,改善带钢的组织和提高带钢的性能,完成这个作业过程的主要装备是立式炉。进入炉子前必须完成一个脱脂的工艺,用以去除带钢表面的残油(主要是乳化液)和残铁(铁粉或者氧化铁颗粒)。并且进入到炉子内前需要对带钢表面的污染物情况进行检测,如果残油和残铁的量超标,说明带钢脱脂不完全,在调质处理时会在带钢表面产生黑斑(残油燃烧不完全)或者导致炉内辊子表面产生结瘤(残铁集聚),前者会影响后续热镀的涂覆质量,进而影响带钢表面质量;后者会引起带钢表面擦伤(级别较轻)或者划伤(较严重),进而影响带钢的表面质量。部分残铁进入到锌锅还会引起锌液成分的污染,劣化锌锅的工艺条件,引起锌渣缺陷和不必要的锌耗增加。因此,带钢的脱脂工序对于提高带钢交付的实物质量具有非常关键的作用。
3.现有脱脂工序采用的是多种方法的组合脱脂模式,即综合应用化学脱脂、电解脱脂和机械脱脂分子工序进行依次处理,进一步提高了脱脂效果。
①
化学脱脂主要是皂化作用、螯合作用和乳化作用综合作用的结果,进而降低脂类对带钢后续质量的影响。
②
电解脱脂主要是利用电解产生的氢气氧气对油膜和铁粉的撕裂和拉扯作用,从而达到除油的目的。
③
机械刷洗主要是利用刷辊的机械作用强行将带钢表面的污染物脱离带钢。除了以上三种方法,还开发了类似超声波脱脂和激光扫描脱脂等新工艺技术,但对于老产线实施的意义不是很大。
4.对于现有脱脂工序,主要有两个关键问题未能得到有效解决:
①
带钢清洗质量的在线评价;
②
带钢清洗负荷的动态调整;
5.对于问题
①
,主要采用的还是目测法、擦拭法、称量法、溶液电导率法和粘贴法,还包括新出现的反射率法,但是大部分方法受限于现有工艺方法的局限性,主要都是离线方式;由于是事后评价,即使评价了也已经产生了不利的危害,无法进行快速的工艺调整;而在线的方法,则由于带钢的速度过高,也影响了这些方法的应用场景。
6.对于问题
②
,由于投入的刷辊机械刷洗导致辊子定期消耗,化学脱脂需要消耗大量化学药剂,对环境不够友好,电解脱脂消耗大量电力,对节能不利;而且现有三个子工序都是全程满负荷投入,缺乏制造过程的柔性和适应性,如果带钢表面清洗质量已经达到工艺要求,则没必要持续高消耗(能耗、备件和化学品)输出。
技术实现要素:
7.针对现有技术的不足,本发明的目的在于提供一种冷轧用智能清洗系统。
8.本发明的目的可以通过以下技术方案实现:
9.一种冷轧用智能清洗系统,包括入口段视觉采集系统、机组、出口段视觉采集系统以及图片分级系统;入口段视觉采集系统和出口段视觉采集系统分别位于机组的前后两侧,并分别捕捉带钢清洗前后的表面信息;
10.按照带钢的运动方向,机组的工序依次包括:化学脱脂、第一次机械刷洗、电解脱脂、第二次机械刷洗、热水漂洗以及热风烘干;
11.所述图片分级系统对入口段视觉采集系统和出口段视觉采集系统捕捉的信息进行采集,并进行作差处理,再依次来调节机组中各工序调节量。
12.进一步地,所述图片分级系统包括采集系统、预处理系统、专家系统、处理系统和分级下发系统,采集系统分别对入口段视觉采集系统和出口段视觉采集系统捕捉的信息进行采集,并由预处理系统、专家系统、处理系统进行处理,将出口带钢表面信息-入口带钢表面信息,再通过分级下发系统来调节机组中各个设备中的调节量。
13.进一步地,所述入口段视觉采集系统和所述出口段视觉采集系统均设置有点阵光源和ccd系统。
14.进一步地,所述第一次机械刷洗中使用碱性水对带钢表面进行清洗,第二次机械刷洗中使用脱盐水对带钢表面进行清洗。
15.进一步地,所述调节量包括:化学脱脂中化学药剂的质量、机械刷洗中投入辊子的数量和压力、电解脱脂中通入的电解电流大小。
16.进一步地,所述带钢残油和残铁的分布评价维度包括:
17.α:污染物的面积大小;
18.β:污染物在带钢宽度方向的分布情况;
19.γ:污染物在带钢已经通过的按米为颗粒度的长度方向的分布情况。
20.进一步地,对带钢进行分类和分级的函数为:
[0021][0022]
其中,w和h分别为带钢的宽度和厚度,q为能耗。
[0023]
进一步地,考虑清洗段的水温变化t,及带钢速度v满足最大化要求,改进后的分级函数为:
[0024][0025]
本发明的有益效果:本发明提供一种冷轧用智能清洗系统,能够在显著改善带钢的清洗质量的前提下,有效降低清洗段的物料及能源消耗,提供柔性化的制造过程,从而实
现降本、提质和降耗多目标的达成。
附图说明
[0026]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0027]
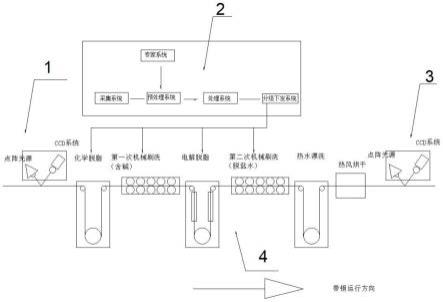
图1是本发明清洗系统的整体框架结构示意图。
具体实施方式
[0028]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0029]
如图1所示,一种冷轧用智能清洗系统包括入口段视觉采集系统1和出口段视觉采集系统3,并且,两者分别位于清洗系统的入、出口处,能够分别捕捉带刚清洗前后的表面清洗情况;此外,入口段视觉采集系统1和出口段视觉采集系统3中均设置有点阵光源和ccd系统;
[0030]
清洗系统还包括机组4和图片分级系统2;按照带钢的运动方向,机组4的工序依次包括:化学脱脂、第一次机械刷洗、电解脱脂、第二次机械刷洗、热水漂洗以及热风烘干;其中第一次机械刷洗中使用碱性水对带钢表面进行清洗,第二次机械刷洗中使用脱盐水对带钢表面进行清洗;机组4中的各个设备均具有投入调节功能,化学脱脂为加入化学药剂的质量m;机械刷洗为投入辊子的数量n和压力p;电解脱脂为通入的电解电流大小i,以上调节量与清洗负荷直接相关。
[0031]
入口段视觉采集系统1设置在化学脱脂之前,并对带钢清洗前的表面情况进行捕捉;出口段视觉采集系统3设置在热风烘干之后,并对带钢清洗后的表面情况进行捕捉;
[0032]
图片分级系统2包括有采集系统、预处理系统、专家系统、处理系统和分级下发系统,采集系统分别对入口段视觉采集系统1和出口段视觉采集系统3捕捉的信息进行采集,并由预处理系统、专家系统、处理系统进行处理(将出口带钢表面信息-入口带钢表面信息),来判断清洗质量,再通过分级下发系统来调节机组4中各个设备中的调节量。
[0033]
清洗系统中的入口段视觉采集系统1和出口段视觉采集系统3采用可见光视觉系统或者光反射技术,基于实时拍照照片进行信息采集,以1m为采集颗粒度;结合工艺对带钢残油和残铁的分布进行评价,评价的维度包括:
[0034]
α:污染物的面积大小(边界识别);
[0035]
β:污染物在带钢宽度方向的分布情况;
[0036]
γ:污染物在带钢已经通过的按米为颗粒度的长度方向的分布情况;
[0037]
分级方法一:最后的评价方法f(α,β,γ)即为分级函数,带钢清洗初步规划为三级:轻污染、一般污染和严重污染(工艺评价),根据具体的现场应用情况还可以进一步细分为五级(优选)以提高适应性和区分性。三级系统分别为50%清洗强度、70%清洗强度和100%清洗强度,根据不同清洗质量投入。化学脱脂a、电解脱脂b和机械脱脂c三级系统下还
可以根据不同子系统对残油和残铁的去除效果进一步进行细分,比如残油的去除主要依靠化学脱脂和电解脱脂;残油和残铁结合物的去除依靠机械刷洗,这样可以进行第二步分级,利用视觉识别确定残留物是以油为主还是以铁为主,从而平衡三个子工序的不同组合:如果以残油为主,则主要调节ma+nb,辅以lc;如果以残铁为主,则可以主要增加lc的值,辅以ma+nb。其中m、n和l分别是清洗投入强度系数,可以根据不同的清洗场景通过神经网络的方法对这个参数进行动态调整。
[0038]
分级方法二:还可以结合带钢的规格(宽度w,厚度h)和能耗q作为约束条件,改进后的分级函数为:
[0039][0040]
从而对特定规格的冷轧产品进行分类和分级。
[0041]
分级方法三:考虑清洗段的水温变化t,及带钢速度v满足最大化要求,改进后的分级函数为:
[0042][0043]
从而对特定规格的冷轧产品进行分类和分级。
[0044]
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0045]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1