一种金属零部件加工用数控机床的制作方法
1.本发明属于数控机床技术领域,尤其涉及一种金属零部件加工用数控机床。
背景技术:
2.数控机床是数字控制机床的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字作为信息载体并输入数控装置内,经运算并由数控装置发出各种控制信号,可以控制机床的动作,自动地将零件按图纸要求的形状和尺寸加工出来。数控机床较好地解决了复杂、精密、小批量和多品种的零件加工问题,因此一些对于精度要求较高的金属零部件在加工时,也多采用数控机床对其进行加工成型。
3.现有金属零部件加工用数控机床设置有加工床体、加工机械手、收集槽、过滤网和回流机构,加工机械手对金属零部件进行加工,加工产生的金属丝与切削液被收集至加工床体内,收集槽对金属丝进行收集,过滤网将金属丝和切削液进行分离,回流机构将分离后的切削液回流至加工区域,实现切削液的循环使用;由于金属丝大多为卷曲状,现有数控机床只能实现对金属丝的收集,但收集槽规格有限,卷曲状的金属丝的堆积,会占据收集槽较大的收集空间,使得收集槽在盛装一定量的金属丝后,需要及时对其进行清理,从而使得工作人员需要频繁对金属丝进行收集和清理,且在对收集槽进行清理时,数控机床处于停机状态,导致金属零部件的加工效率不佳,降低数控机床的工作效率。
4.因此,针对以上现状,迫切需要开发一种金属零部件加工用数控机床,以克服当前实际应用中的不足。
技术实现要素:
5.针对现有技术存在的不足,本发明实施例的目的在于提供一种金属零部件加工用数控机床,以解决上述背景技术中的问题。
6.为实现上述目的,本发明提供如下技术方案:一种金属零部件加工用数控机床,包括床体,所述床体内设置有收集槽,所述床体上设置有床盖,所述收集槽内设置有处理箱和收集箱,所述收集箱的一端与回流管相连,所述回流管的一端延伸至床体外,且所述回流管上设置有吸泵,还包括:处理机构,所述处理机构包括第一处理机构和第二处理机构,所述第二处理机构设置在处理箱内;所述第一处理机构包括收集罩、挤压座、调整座、处理组件和调整组件,所述收集罩固定设置在收集槽的内壁上,所述收集罩的一端延伸至床体外,所述挤压座活动套装在收集罩的一端上,所述挤压座的外壁与调整座的内壁螺纹连接,所述调整座活动设置在收集槽内;所述处理组件包括安装箱、驱动件、传动模块、连接模块和挤压锥体,所述安装箱固定设置在收集槽内,所述驱动件固定在安装箱内,所述驱动件的输出端与传动模块相连,
且所述安装箱的一端设置有过滤网,所述过滤网的一端延伸至处理箱内;所述连接模块包括第一连接轴、连接座和第二连接轴,所述传动模块的一端与第二连接轴固定相连,所述第一连接轴和第二连接轴偏心设置在连接座的两端,所述第一连接轴与挤压锥体固定相连,所述挤压锥体与挤压座配合;所述调整组件固定设置在收集槽内,且所述调整组件与调整座相连;驱动件带动传动模块转动,传动模块带动连接模块转动,连接模块带动挤压锥体在挤压座内偏心转动,挤压座通过与挤压锥体配合的方式实现对金属丝的挤压,调整组件配合调整座对挤压座的位置进行调整,挤压座通过调整位置的方式实现对金属丝挤压后的尺寸进行调整,切削液经过滤网流入至收集箱内,金属丝经过滤网掉落至处理箱内,第二处理机构将处理箱内的金属丝压制成块,第一处理机构通过与第二处理机构配合的方式实现对金属丝的收集和处理。
7.作为本发明进一步的技术方案,所述调整组件包括安装座、动力件、蜗杆、蜗轮和啮合齿,所述安装座固定在收集槽内,所述动力件固定在安装座上,所述动力件的输出端与蜗杆相连,所述蜗杆与蜗轮的一端啮合连接,所述蜗轮的另一端与啮合齿啮合连接,所述啮合齿分布在调整座的外壁上。
8.作为本发明进一步的技术方案,所述调整座的内壁内设置有螺纹槽,所述挤压座的外壁上分布有螺纹齿,所述螺纹齿与螺纹槽螺纹配合。
9.作为本发明进一步的技术方案,所述处理箱内开设有驱动腔和压制腔,所述压制腔与过滤网相连,所述驱动腔和压制腔均用于供第二处理机构的安装。
10.作为本发明进一步的技术方案,所述第二处理机构包括驱动组件、导向件、移动座、换向组件、移动件和压制座,所述驱动组件和导向件均设置在驱动腔内,所述移动座活动设置在导向件上,所述换向组件活动设置在移动座上,且所述换向组件与驱动组件的输出端相连,所述移动件的一端固定在移动座上,所述移动件的另一端延伸至压制腔内并且与压制座固定相连。
11.作为本发明进一步的技术方案,所述移动座的两端对称开设有夹持槽,且所述移动座的中心位置开设有换向槽,所述夹持槽和换向槽均用于供换向组件的安装。
12.作为本发明进一步的技术方案,所述换向组件包括换向件、第三连接轴、弹性件、调整件、活动件、夹持件、回弹件、辅助座和限位件,所述换向件固定在第三连接轴的一端上,所述第三连接轴活动设置在移动座上,所述第三连接轴的一端延伸至换向槽内并且与调整件固定相连,所述弹性件的一端与换向件固定相连,所述弹性件的另一端与移动座固定相连,所述调整件与活动件活动相连,所述活动件与夹持件的一端固定相连,所述夹持件的另一端延伸至夹持槽内并且与驱动组件活动相连,所述回弹件活动套装在夹持件上,所述辅助座固定在夹持槽的内壁上,所述辅助座与夹持件配合,所述限位件对称设置在驱动腔的两端,且所述限位件与换向件活动相连。
13.作为本发明进一步的技术方案,所述驱动组件包括动力源、转轴、主动轮、传动件和从动轮,所述动力源固定在驱动腔内,所述动力源的输出端与转轴固定相连,所述转轴的一端与主动轮相连,所述传动件首尾相接并活动套装在主动轮和从动轮上,且所述传动件与辅助座和夹持件活动相连,所述从动轮活动设置在驱动腔内。
14.与现有技术相比,本发明的有益效果是:
收集罩对切削液和金属丝进行收集,驱动件带动传动模块转动,传动模块带动连接模块转动,连接模块带动挤压锥体在挤压座内偏心转动,挤压座通过与挤压锥体配合的方式,从而实现对金属丝的挤压,使得卷曲状的金属丝被挤压至一定大小,便于第二处理机构对其压制成型,提高数控机床的工作效率和实用性,缩减对金属丝的收集次数,进而提高金属零部件的加工效率;当需要对金属丝挤压后的尺寸进行调整时,动力件带动蜗杆转动,蜗杆带动蜗轮转动,蜗轮通过啮合齿带动调整座转动,调整座通过螺纹槽和螺纹齿螺纹配合的方式,从而带动挤压座上下移动,由于挤压锥体的形状为锥体,且挤压锥体为偏心转动,挤压座通过上下移动的方式,从而实现对挤压座与挤压锥体之间的距离进行调整,从而对金属丝挤压后的尺寸进行调整;切削液经过滤网流入至收集箱内,金属丝经过滤网掉落至处理箱内,动力源带动转轴转动,转轴带动主动轮转动,主动轮带动传动件转动,传动件通过换向组件带动移动座移动,移动座带动移动件移动,移动件带动压制座移动,压制座通过移动的方式,从而对处理箱内的金属丝挤压成型,缩小金属丝在处理箱内的占据空间,使得处理箱可以收集更多的金属丝,缩减对金属丝的收集次数,提高金属零部件的加工效率,进而提高数控机床的工作效率和实用性。
15.为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
附图说明
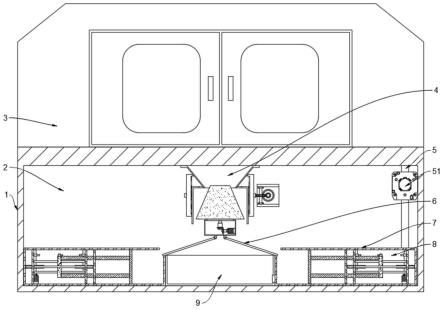
16.图1为本发明实施例提供的金属零部件加工用数控机床的结构剖视图。
17.图2为图1中处理箱的结构剖视图。
18.图3为图2中驱动腔结构剖视俯视图。
19.图4为图3中移动座结构剖视的侧视图。
20.图5为图4中a-a处结构剖视的俯视图。
21.图6为图1中第一处理机构的结构示意图。
22.图7为图6中连接模块的结构立体图。
23.图8为图6中b处结构的俯视图。
24.附图标记:1-床体,2-收集槽,2-床盖,4-第一处理机构,41-收集罩,42-挤压座,421-螺纹齿,43-调整座,431-螺纹槽,44-处理组件,441-安装箱,442-驱动件,443-传动模块,444-连接模块,4441-第一连接轴,4442-连接座,4443-第二连接轴,445-挤压锥体,45-调整组件,451-安装座,452-动力件,453-蜗杆,454-蜗轮,455-啮合齿,5-回流管,51-吸泵,6-过滤网,7-处理箱,71-驱动腔,72-压制腔,8-第二处理机构,81-驱动组件,811-动力源,812-转轴,813-主动轮,814-传动件,815-从动轮,82-导向件,83-移动座,831-夹持槽,832-换向槽,84-换向组件,841-换向件,842-第三连接轴,843-弹性件,844-调整件,845-活动件,846-夹持件,847-回弹件,848-辅助座,849-限位件,85-移动件,86-压制座,9-收集箱。
具体实施方式
25.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
26.以下结合具体实施例对本发明的具体实现进行详细描述。
27.如图1至8所示,作为本发明一个实施例提供的一种金属零部件加工用数控机床,包括床体1,所述床体1内设置有收集槽2,所述床体1上设置有床盖3,所述收集槽2内设置有处理箱7和收集箱9,所述收集箱9的一端与回流管5相连,所述回流管5的一端延伸至床体1外,且所述回流管5上设置有吸泵51,还包括:处理机构,所述处理机构包括第一处理机构4和第二处理机构8,所述第二处理机构8设置在处理箱7内;所述第一处理机构4包括收集罩41、挤压座42、调整座43、处理组件44和调整组件45,所述收集罩41固定设置在收集槽2的内壁上,所述收集罩41的一端延伸至床体1外,所述挤压座42活动套装在收集罩41的一端上,所述挤压座42的外壁与调整座43的内壁螺纹连接,所述调整座43活动设置在收集槽2内;所述处理组件44包括安装箱441、驱动件442、传动模块443、连接模块444和挤压锥体445,所述安装箱441固定设置在收集槽2内,所述驱动件442固定在安装箱441内,所述驱动件442的输出端与传动模块443相连,且所述安装箱441的一端设置有过滤网6,所述过滤网6的一端延伸至处理箱7内;所述连接模块444包括第一连接轴4441、连接座4442和第二连接轴4443,所述传动模块443的一端与第二连接轴4443固定相连,所述第一连接轴4441和第二连接轴4443偏心设置在连接座4442的两端,所述第一连接轴4441与挤压锥体445固定相连,所述挤压锥体445与挤压座42配合;所述调整组件45固定设置在收集槽45内,且所述调整组件45与调整座43相连;收集罩41对切削液和金属丝进行收集,驱动件442带动传动模块443转动,传动模块443带动连接模块444转动,连接模块444带动挤压锥体445在挤压座42内偏心转动,挤压座42通过与挤压锥体445配合的方式,从而实现对金属丝的挤压,调整组件45配合调整座43对挤压座42的位置进行调整,挤压座42通过调整位置的方式,从而实现对金属丝挤压后的尺寸进行调整,切削液经过滤网6流入至收集箱9内,金属丝经过滤网6掉落至处理箱7内,第二处理机构8将处理箱7内的金属丝压制成块,第一处理机构4通过与第二处理机构8配合的方式,从而实现对金属丝的收集和处理。
28.在本实施例中,第一处理机构4对金属丝进行挤压,使得卷曲状的金属丝被挤压至一定大小,第二处理机构8对处理箱7内的金属丝挤压成型,缩小金属丝在处理箱7内的占据空间,使得处理箱7可以收集更多的金属丝,缩减对金属丝的收集次数,提高金属零部件的加工效率,进而提高数控机床的工作效率和实用性。
29.如图6至8所示,作为本发明的一种优选实施例,所述调整组件45包括安装座451、动力件452、蜗杆453、蜗轮454和啮合齿455,所述安装座451固定在收集槽2内,所述动力件452固定在安装座451上,所述动力件452的输出端与蜗杆453相连,所述蜗杆453与蜗轮454的一端啮合连接,所述蜗轮454的另一端与啮合齿455啮合连接,所述啮合齿455分布在调整
座43的外壁上。
30.如图6至8所示,作为本发明的一种优选实施例,所述调整座43的内壁内设置有螺纹槽431,所述挤压座42的外壁上分布有螺纹齿421,所述螺纹齿421与螺纹槽431螺纹配合。
31.在本实施例中,收集罩41对切削液和金属丝进行收集,驱动件442带动传动模块443转动,传动模块443带动连接模块444转动,连接模块444带动挤压锥体445在挤压座42内偏心转动,挤压座42通过与挤压锥体445配合的方式,从而实现对金属丝的挤压,使得卷曲状的金属丝被挤压至一定大小,便于第二处理机构8对其压制成型,提高数控机床的工作效率和实用性,缩减对金属丝的收集次数,进而提高金属零部件的加工效率;当需要对金属丝挤压后的尺寸进行调整时,动力件452带动蜗杆453转动,蜗杆453带动蜗轮454转动,蜗轮454通过啮合齿455带动调整座43转动,调整座43通过螺纹槽431和螺纹齿421螺纹配合的方式,从而带动挤压座42上下移动,由于挤压锥体445的形状为锥体,且挤压锥体445为偏心转动,挤压座42通过上下移动的方式,从而实现对挤压座42与挤压锥体445之间的距离进行调整,从而对金属丝挤压后的尺寸进行调整。
32.在一个优选的实施例中,所述驱动件442和动力件452均优先采用的是一种伺服电机;所述传动模块443优先采用的是一种齿轮传动结构。
33.如图2至5所示,作为本发明的一种优选实施例,所述处理箱7内开设有驱动腔71和压制腔72,所述压制腔72与过滤网6相连,所述驱动腔71和压制腔72均用于供第二处理机构8的安装。
34.如图2至5所示,作为本发明的一种优选实施例,所述第二处理机构8包括驱动组件81、导向件82、移动座83、换向组件84、移动件85和压制座86,所述驱动组件81和导向件82均设置在驱动腔71内,所述移动座83活动设置在导向件82上,所述换向组件84活动设置在移动座83上,且所述换向组件84与驱动组件81的输出端相连,所述移动件85的一端固定在移动座83上,所述移动件85的另一端延伸至压制腔72内并且与压制座86固定相连。
35.如图2至5所示,作为本发明的一种优选实施例,所述移动座83的两端对称开设有夹持槽831,且所述移动座83的中心位置开设有换向槽832,所述夹持槽831和换向槽832均用于供换向组件84的安装。
36.如图2至5所示,作为本发明的一种优选实施例,所述换向组件84包括换向件841、第三连接轴842、弹性件843、调整件844、活动件845、夹持件846、回弹件847、辅助座848和限位件849,所述换向件841固定在第三连接轴842的一端上,所述第三连接轴842活动设置在移动座83上,所述第三连接轴842的一端延伸至换向槽832内并且与调整件844固定相连,所述弹性件843的一端与换向件841固定相连,所述弹性件843的另一端与移动座83固定相连,所述调整件844与活动件845活动相连,所述活动件845与夹持件846的一端固定相连,所述夹持件846的另一端延伸至夹持槽831内并且与驱动组件81活动相连,所述回弹件847活动套装在夹持件846上,所述辅助座848固定在夹持槽831的内壁上,所述辅助座848与夹持件846配合,所述限位件849对称设置在驱动腔71的两端,且所述限位件849与换向件841活动相连。
37.如图2至5所示,作为本发明的一种优选实施例,所述驱动组件81包括动力源811、转轴812、主动轮813、传动件814和从动轮815,所述动力源811固定在驱动腔71内,所述动力
源811的输出端与转轴812固定相连,所述转轴812的一端与主动轮813相连,所述传动件814首尾相接并活动套装在主动轮813和从动轮815上,且所述传动件814与辅助座848和夹持件846活动相连,所述从动轮815活动设置在驱动腔71内。
38.在本实施例中,切削液经过滤网6流入至收集箱9内,金属丝经过滤网6掉落至处理箱7内,动力源811带动转轴812转动,转轴811带动主动轮813转动,主动轮813带动传动件814转动,传动件814通过换向组件84带动移动座83移动,移动座83带动移动件85移动,移动件85带动压制座86移动,压制座86通过移动的方式,从而对处理箱7内的金属丝挤压成型,缩小金属丝在处理箱7内的占据空间,使得处理箱7可以收集更多的金属丝,缩减对金属丝的收集次数,进而提高金属零部件的加工效率,进而提高数控机床的工作效率和实用性;移动座83带动换向组件84移动,当换向件841移动至限位件849位置处时,限位件849配合移动座83,从而带动换向件841转动,换向件841带动第三连接轴842转动,第三连接轴842带动调整件844转动,调整件844与一侧活动件845分离的同时,一侧设置的回弹件847通过自身的弹性力带动同侧活动件845移动,使得同侧的夹持件846与传动件814分离,调整座844对另一侧活动件845进行挤压,使得另一侧活动件845带动同侧夹持件846移动,夹持件846配合辅助座848对传动件814进行夹持,由于传动件814两侧的移动方向相反,从而实现移动座83的换向移动,进而实现移动座83通过移动件85带动压制箱86往复移动,实现对处理箱7内金属丝的往复压制,提高处理机构对金属丝的处理效率和处理质量,进而提高数控机床的工作效率和实用性。
39.在一个优选的实施例中,所述动力源811优先采用的是一种伺服电机;所述传动件814优先采用的是一种柱状结构;所述导向件82优先采用的是一种导向柱结构;所述换向件841优先采用的是一种杆状结构;所述弹性件843和回弹件847均优先采用的是一种弹簧;所述调整件844优先采用的是一种v型板状结构;所述活动件845优先采用的是一种端面为弧形面的块状结构;所述夹持件846优先采用的是一种连接柱和夹持套组成的夹持结构,夹持套的内壁与传动件814的外壁配合;所述限位件849优先采用的是一种柱状结构。
40.本发明的工作原理是:收集罩41对切削液和金属丝进行收集,驱动件442带动传动模块443转动,传动模块443带动连接模块444转动,连接模块444带动挤压锥体445在挤压座42内偏心转动,挤压座42通过与挤压锥体445配合的方式,从而实现对金属丝的挤压,使得卷曲状的金属丝被挤压至一定大小,便于第二处理机构8对其压制成型;当需要对金属丝挤压后的尺寸进行调整时,动力件452带动蜗杆453转动,蜗杆453带动蜗轮454转动,蜗轮454通过啮合齿455带动调整座43转动,调整座43通过螺纹槽431和螺纹齿421螺纹配合的方式,从而带动挤压座42上下移动,由于挤压锥体445的形状为锥体,且挤压锥体为偏心转动,挤压座42通过上下移动的方式,从而实现对挤压座42与挤压锥体445之间的距离进行调整,从而对金属丝挤压后的尺寸进行调整;切削液经过滤网6流入至收集箱9内,金属丝经过滤网6掉落至处理箱7内,动力源
811带动转轴812转动,转轴811带动主动轮813转动,主动轮813带动传动件814转动,传动件814通过换向组件84带动移动座83移动,移动座83带动移动件85移动,移动件85带动压制座86移动,压制座86通过移动的方式,从而对处理箱7内的金属丝挤压成型,缩小金属丝在处理箱7内的占据空间,使得处理箱7可以收集更多的金属丝,缩减对金属丝的收集次数;移动座83带动换向组件84移动,当换向件841移动至限位件849位置处时,限位件849配合移动座83,从而带动换向件841转动,换向件841带动第三连接轴842转动,第三连接轴842带动调整件844转动,调整件844与一侧活动件845分离的同时,一侧设置的回弹件847通过自身的弹性力带动同侧活动件845移动,使得同侧的夹持件846与传动件814分离,调整座844对另一侧活动件845进行挤压,使得另一侧活动件845带动同侧夹持件846移动,夹持件846配合辅助座848对传动件814进行夹持,由于传动件814两侧的移动方向相反,从而实现移动座83的换向移动,进而实现移动座83通过移动件85带动压制箱86往复移动,实现对处理箱7内金属丝的往复压制;上述就是该金属零部件加工用数控机床的工作原理。
41.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1