一种钢管塔焊接设备及方法与流程
1.本发明属于焊接设备技术领域,具体地说,涉及一种钢管塔焊接设备及方法。
背景技术:
2.钢管塔是架空输电线路来支持导线和避雷线的支持结构,使导线对地面、地物满足限距要求,并能承受导线、避雷线及本身的荷载及外荷载。
3.钢管塔的主要部件为钢管,是由多跟钢管通过法兰盘相互连接形成,在钢管塔部件的加工过程中,需要在钢管的两端分别焊接法兰盘,然而现有技术中,在对钢管与法兰盘进行焊接时,会有诸多因素导致焊接处发生裂纹,比如:1、钢管表面的杂质以及氧化物,如果不对钢管的待焊接处进行清理,严重时,则会导致钢管塔直接断裂,造成不必要的经济损失;2、当焊接含碳量高的碳钢、低合金钢、耐热钢,以及普通低碳钢刚度较大的构件时,由于焊缝冷却速度快,容易在焊缝及热影响区产生淬硬组织,从而导致裂纹的产生。
4.所以在对钢管与法兰盘进行焊接时,有必要对钢管的待焊接处进行清理和预热处理,有鉴于此特提出本发明。
技术实现要素:
5.本发明要解决的技术问题在于克服现有技术的不足,提供一种可以克服上述问题或者至少部分地解决上述问题的钢管塔焊接设备及方法。
6.为解决上述技术问题,本发明采用技术方案的基本构思是:一种钢管塔焊接设备,包括机箱,还包括:驱动轮组,对称设置在所述机箱的上方一侧;从动轮组,对称设置在所述机箱上方远离驱动轮组的一侧;用于带动所述驱动轮组和从动轮组进行高度调节的升降组件,安装在所述机箱内;加热水箱,固定连接在所述机箱内部的中间位置;抽吸泵,固定连接在所述加热水箱的上端,所述抽吸泵的输出口与加热水箱的输入口通过连接管连通;电加热棒,固定连接在所述加热水箱的内部靠近出水口的上方;增压喷头,通过支撑板对称设置所述机箱的上端两侧;输送管,两端分别与所述加热水箱的出水口和增压喷头的进水口相连通;所述机箱的上端两侧对称开设有排水管,所述机箱内靠近排水管的下方设有过滤组件。
7.为了便于对钢管的高度进行调节,进一步地,所述升降组件包括液压伸缩柱、支撑钢板,所述液压伸缩柱对称固定连接在机箱的内部两侧,所述液压伸缩柱的伸缩端向上延伸出机箱,且与所述支撑钢板固定连接,所述驱动轮组与从动轮组分别安装在两个支撑钢板上。
8.为了便于提高驱动轮组与从动轮组的平稳性,还进一步地,所述机箱靠近液压伸缩柱的两侧对称设有限位杆,所述限位杆的上端延伸出机箱,且与所述支撑钢板固定连接。
9.为了便于对废水中的杂质进行滤除,再进一步地,所述过滤组件包括过滤箱、过滤板所述过滤箱固定连接在机箱内靠近排水管的正下方,所述过滤箱内固定连接有一圈环形支板,所述过滤板滑动连接在过滤箱内,且下表面与所述环形支板相贴。
10.为了便于对水进行回收再利用,更进一步地,所述过滤箱内靠近环形支板的下方固定连接有分隔板,所述分隔板的中间位置开设有下水口,所述下水口内固定连接有电磁阀门,所述过滤箱紧挨分隔板下表面的位置固定连接有进气管,所述进气管的进气口延伸出所述机箱,所述过滤箱靠近加热水箱的一侧下端固定连接有回流管,所述抽吸泵的输入口固定连接有三通管,两个所述回流管远离过滤箱的一端分别与三通管的两个输入口相连通。
11.为了便于废水快速流进过滤箱,更进一步地,所述机箱上方的中间位置固定连接有梯形导流板,所述液压伸缩柱的伸缩端、限位杆与机箱的连接处分别与通过密封件密封滑动连接。
12.为了便于将钢管与法兰盘进行拼接,进一步地,所述机箱的上方固定连接有防护罩,所述防护罩的上端开口处通过合页铰链转动连接有密封门,所述防护罩的两侧对称设有限位梯形圆台,所述防护罩靠近限位梯形圆台的内壁上通过螺纹连接有螺杆,所述螺杆与限位梯形圆台之间转动连接,所述防护罩内壁靠近螺杆的上下两侧对称滑动连接有t型杆,所述限位梯形圆台靠近t型杆的一侧开设有一圈限位环槽,所述t型杆靠近限位梯形圆台的一端滑动连接在限位环槽内,所述防护罩的内部两侧均安装有自动焊接机械手。
13.为了便于提高对钢管的防护效果和对与钢管的摩擦力,更进一步地,所述限位梯形圆台的表面固定连接有一层防护软垫,所述驱动轮组与从动轮组的传动轮上均固定连接有一层防滑垫。
14.为了便于工作人员查看对钢管的清洗和焊接进度,再进一步地,所述防护罩的正前方固定连接有透明板。
15.一种钢管塔焊接设备的使用方法,包括以下步骤:s1:首先将钢管缓慢的放到驱动轮组与从动轮组上,同时使电加热棒对加热水箱内的水进行加热;s2:在使钢管转动的同时,启动抽吸泵,使抽吸泵向加热水箱内输送气体,随着加热水箱内的压力不断增大,加热水箱内的热水便会通过增压喷头喷射到钢管两侧的待焊接处,将钢管待焊接处的杂质与氧化物冲洗掉;s3:当加热水箱内的水输送完后,此时增压喷头便会对钢管两侧的待焊接处进行喷射热气,对钢管的待焊接处的水分进行烘干以及对待焊接处进行预热处理;s4:然后再通过限位梯形圆台将法兰盘紧贴在钢管的两侧,最后再通过自动焊接机械手对法兰盘与钢管的连接处进行焊接,即可完成焊接工作。
16.采用上述技术方案后,本发明与现有技术相比具有以下有益效果:本发明在对钢管与法兰盘进行焊接之前,可以对钢管待焊接处进行清洗和预热的初步处理,不仅可以钢管待焊接处的杂质与氧化物冲洗掉,以便后续影响焊接的质量,还可以对钢管的待焊接处起到预热的效果,防止在焊接时,焊接处受急冷急热的因素影响,造成焊接处出现裂纹的问题,有效地提高了焊接质量,适于推广使用。
17.下面结合附图对本发明的具体实施方式作进一步详细的描述。
附图说明
18.附图作为本发明的一部分,用来提供对本发明的进一步的理解,本发明的示意性
实施例及其说明用于解释本发明,但不构成对本发明的不当限定。显然,下面描述中的附图仅仅是一些实施例,对于本领域普通技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。
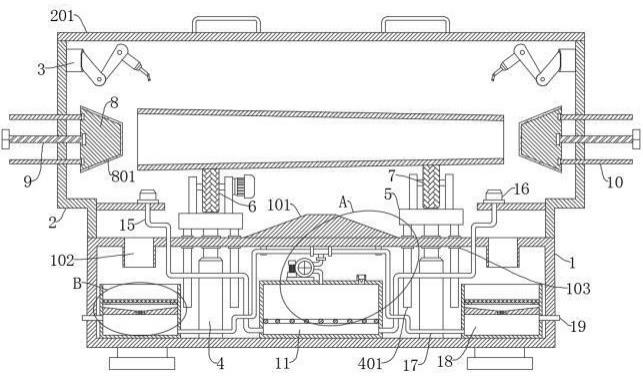
19.在附图中:图1为本发明提出的一种钢管塔焊接设备的立体结构示意图;图2为本发明提出的一种钢管塔焊接设备的结构示意图;图3为本发明提出的一种钢管塔焊接设备中升降组件与驱动轮组的立体结构示意图;图4为本发明提出的一种钢管塔焊接设备中螺杆、t型杆、限位梯形圆台的立体结构示意图;图5为本发明提出的一种钢管塔焊接设备图2中a部分的结构示意图;图6为本发明提出的一种钢管塔焊接设备图2中b部分的结构示意图;图7为本发明提出的一种钢管塔焊接设备中加热水箱与电加热棒的结构示意图。
20.图中:1、机箱;101、梯形导流板;102、排水管;103、密封件;2、防护罩;201、密封门;202、透明板;3、自动焊接机械手;4、液压伸缩柱;401、限位杆;5、支撑钢板;6、驱动轮组;601、防滑垫;7、从动轮组;8、限位梯形圆台;801、防护软垫;9、螺杆;10、t型杆;11、加热水箱;12、抽吸泵;13、电加热棒;14、三通管;15、输送管;16、增压喷头;17、回流管;18、过滤箱;19、进气管;20、环形支板;21、过滤板;22、分隔板;23、电磁阀门。
21.需要说明的是,这些附图和文字描述并不旨在以任何方式限制本发明的构思范围,而是通过参考特定实施例为本领域技术人员说明本发明的概念。
具体实施方式
22.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本发明,但不用来限制本发明的范围。
23.实施例1:参照图1-图7,一种钢管塔焊接设备,包括机箱1,还包括:驱动轮组6,对称设置在机箱1的上方一侧;从动轮组7,对称设置在机箱1上方远离驱动轮组6的一侧;用于带动驱动轮组6和从动轮组7进行高度调节的升降组件,安装在机箱1内;加热水箱11,固定连接在机箱1内部的中间位置;抽吸泵12,固定连接在加热水箱11的上端,抽吸泵12的输出口与加热水箱11的输入口通过连接管连通;电加热棒13,固定连接在加热水箱11的内部靠近出水口的上方;增压喷头16,通过支撑板对称设置机箱1的上端两侧;输送管15,两端分别与加热水箱11的出水口和增压喷头16的进水口相连通;机箱1的上端两侧对称开设有排水管102,机箱1内靠近排水管102的下方设有过滤组件;升降组件包括液压伸缩柱4、支撑钢板5,液压伸缩柱4对称固定连接在机箱1的内部两侧,液压伸缩柱4的伸缩端向上延伸出机箱1,且与支撑钢板5固定连接,驱动轮组6与从动轮组7分别安装在两个支撑钢板5上;过滤组件包括过滤箱18、过滤板21过滤箱18固定连接在机箱1内靠近排水管102的正下方,过滤箱18内固定连接有一圈环形支板20,过滤板21滑动连接在过滤箱18内,且下表
面与环形支板20相贴;过滤箱18内靠近环形支板20的下方固定连接有分隔板22,分隔板22的中间位置开设有下水口,下水口内固定连接有电磁阀门23,过滤箱18紧挨分隔板22下表面的位置固定连接有进气管19,进气管19的进气口延伸出机箱1,过滤箱18靠近加热水箱11的一侧下端固定连接有回流管17,抽吸泵12的输入口固定连接有三通管14,两个回流管17远离过滤箱18的一端分别与三通管14的两个输入口相连通;机箱1的上方固定连接有防护罩2,防护罩2的上端开口处通过合页铰链转动连接有密封门201,防护罩2的两侧对称设有限位梯形圆台8,防护罩2靠近限位梯形圆台8的内壁上通过螺纹连接有螺杆9,螺杆9与限位梯形圆台8之间转动连接,防护罩2内壁靠近螺杆9的上下两侧对称滑动连接有t型杆10,限位梯形圆台8靠近t型杆10的一侧开设有一圈限位环槽,t型杆10靠近限位梯形圆台8的一端滑动连接在限位环槽内,防护罩2的内部两侧均安装有自动焊接机械手3。
24.在使用时,工作人员首先将该设备运输到工厂的指定工作位置,然后再对其进行固定,提高其在工作时的稳定性,然后再对该设备上的用电设备进行接通电源,当需要对钢管与法兰盘进行焊接在一起时,此时打开密封门201,然后再通过吊机将钢管移动进防护罩2内,使钢管缓慢的落到驱动轮组6与从动轮组7上,其中驱动轮组6与从动轮组7上均对称设置有两个传动轮,当钢管落到驱动轮组6与从动轮组7上后,钢管便会位置每组两个传动轮之间,由于钢管由具有一定厚度的钢材制成,因此钢管在自身较大重力的作用下,便会与驱动轮组6与从动轮组7上的传动轮紧密相贴;完成对钢管的安装工作后,此时关闭密封门201,然后再启动驱动轮组6上的驱动部件,然后驱动轮组6便会在从动轮组7的配合下,带动钢管缓慢的进行转动,当在放置钢管的时候,便打开电加热棒13,使电加热棒13对加热水箱11内的水进行加热,在使钢管转动的同时,启动抽吸泵12,由于电磁阀门23在初始状态下是处于关闭的状态,因此当抽吸泵12工作时,便会通过进气管19向过滤箱18内进行瓷吸气,然后气体再通过回流管17被吸进抽吸泵12内,然后抽吸泵12再通过连接管将气体输送进加热水箱11内,随着加热水箱11内的气体不断增多,加热水箱11内的压力便会增大,然后加热水箱11内的热水便会通过输送管15输送给增压喷头16,然后增压喷头16再将增压后的热水喷射到钢管两侧的待焊接处,从而对钢管的待焊接处进行冲洗,将其表面的杂质与氧化物冲洗掉,以便后续影响焊接的质量,同时通过向钢管喷射热水,还可以对钢管的待焊接处起到预热的效果,防止在焊接时,焊接处因急冷急热的因素,造成焊接处出现裂纹的问题,在对钢管进行喷水清洗时,产生的废水便会掉落到机箱1上,然后再通过两侧排水管102流进过滤箱18,然后再通过过滤板21对废水中的杂质进行滤除,然后过滤的水便会积攒在分隔板22上;当加热水箱11内的水输送完之后,此时继续控制抽吸泵12进行工作,然后抽吸泵12便会继续向加热水箱11内充气,其中电加热棒13呈蛇形形状折弯在加热水箱11内,因此便可加快对气体的加热效率,然后被加热的气体再通过输送管15输送给增压喷头16,然后再由增压喷头16将热气喷射到钢管上,对钢管上的水分进行快速烘干,通过向钢管上喷射热气,可以对钢管的待焊接处进行再次预热,进一步提高对钢管的预热效果;当钢管上的水分被彻底烘干后,此时停止驱动钢管转动,然后再次打开密封门201,将法兰盘套接在限位梯形圆台8上,然后再转动螺杆9,使螺杆9带动限位梯形圆台8向
钢管的一侧靠近,直至限位梯形圆台8插接进钢管内,从而便可使法兰盘与钢管紧密相贴,接着再带动钢管进行缓慢转动,同时控制自动焊接机械手3对法兰盘与钢管的连接处进行焊接,当对钢管的一圈完成焊接后,此时便可停止焊接,然后再反向转动限位梯形圆台8,使限位梯形圆台8移出钢管,最后再通过吊机将焊接好的钢管取出该设备完成对钢管塔部件的焊接工作;当需要进行下一次的焊接时,此时打开分隔板22上的电磁阀门23,然后过滤后的水便会流到过滤箱18的下端,然后再启动抽吸泵12,便可将水重新输送进加热水箱11内,以便对水资源进行重复利用,有效的降低了资源的浪费;进一步的,通过升降组件的设置,可以对不同直径大小的钢管进行高度调节,从而便可使限位梯形圆台8与钢管的中心可以处于同一条中心线上,从而便于法兰盘与钢管的连接焊接工作,有效地提高了该设备的适用性。
25.实施例2:参照图1-图7,一种钢管塔焊接设备,与实施例1基本相同,更进一步的是:机箱1靠近液压伸缩柱4的两侧对称设有限位杆401,限位杆401的上端延伸出机箱1,且与支撑钢板5固定连接,通过限位杆401的设置,在液压伸缩柱4和限位杆401的配合下,可以对支撑钢板5起到稳定的支撑作用,有效地提高了驱动轮组6与从动轮组7的稳定性;机箱1上方的中间位置固定连接有梯形导流板101,液压伸缩柱4的伸缩端、限位杆401与机箱1的连接处分别与通过密封件103密封滑动连接,通过梯形导流板101的设置,可以将清洗产生的废水导流到机箱1的两侧,从而便于废水通过排水管102排出,防止废水存积在机箱1上,通过在液压伸缩柱4的伸缩端、限位杆401与机箱1的连接处分别安装密封件103,可以提高液压伸缩柱4的伸缩端、限位杆401与机箱1连接处的密封性,防止废水通过缝隙直接渗进机箱1内,从而造成水资源的浪费;限位梯形圆台8的表面固定连接有一层防护软垫801,驱动轮组6与从动轮组7的传动轮上均固定连接有一层防滑垫601,通过在限位梯形圆台8的表面设置一层防护软垫801,当限位梯形圆台8与钢管的两侧紧密相抵,使法兰盘与钢管紧密贴合时,可以对钢管与法兰盘起到防护的效果,防止限位梯形圆台8将钢管和法兰盘划伤,通过在驱动轮组6与从动轮组7的传动轮上均设置一层防滑垫601,可以提高传动轮与钢管之间的摩擦力,从而自动焊接机械手3在对钢管与法兰盘进行焊接时,出现打滑,从而造成焊接质量降低,有效地提高了钢管转动时的平稳性;防护罩2的正前方固定连接有透明板202,通过在防护罩2的正前方设置透明板202,方便工作人员查看对钢管的清洗和焊接进度,从而及时对其焊接和取出,提高工作效率。
26.本发明通过驱动轮组6、从动轮组7、加热水箱11、抽吸泵12、电加热棒13、增压喷头16以及过滤组件的设置,在对钢管与法兰盘进行焊接之前,可以对钢管待焊接处进行清洗和预热的初步处理,不仅可以钢管待焊接处的杂质与氧化物冲洗掉,以便后续影响焊接的质量,还可以对钢管的待焊接处起到预热的效果,防止在焊接时,焊接处受急冷急热的因素影响,造成焊接处出现裂纹的问题,有效地提高了焊接质量,适于推广使用。
27.在此处所提供的说明书中,说明了大量具体细节。然而,能够理解,本发明的实施例可以在没有这些具体细节的情况下实践。在一些实例中,并未详细示出公知的方法、结构
和技术,以便不模糊对本说明书的理解。
28.以上所述仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专利的技术人员在不脱离本发明技术方案范围内,当可利用上述提示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1