一种铝箔用离线式打标装置及方法与流程
1.本发明属于铝箔打标技术领域,具体涉及一种铝箔用离线式打标装置及方法。
背景技术:
2.罐装产品在进行销售时,为了验证其是否为正品,或者方便溯源,一般在易撕盖的铝箔上标刻标识码(二维码或者条形码)。但是经常有厂商为了另外的目的,将奶罐拆封使用后,在其中罐装自产的奶粉,然后在镀锡薄板盖上附上铝箔,并且在铝箔上自行标刻伪造的标识码,通过这样的二次加工伪装成原装正品奶罐。这样消费者仅通过查询这里的标识码无法有效判断,因此如何验证铝箔上的标识码是否为原装码成为了难题。
技术实现要素:
3.针对现有技术存在的不足,本发明提供了一种铝箔用离线式打标装置及方法,在铝箔正面标刻上码,在铝箔反面同步标刻下码,形成上下码的关联,可以有效杜绝不易于验证和防伪问题的出现。其次,上下检测单元可以及时检测出上下码是否正确,如若存在问题,可以通过不合格上下打标单元进行不合格标记,便于后续剔除。
4.为达到上述目的,本发明采用以下技术方案:一方面,本发明提供了一种铝箔用离线式打标装置,包括用于输送铝箔的输送线、用于在铝箔上面打码的上打标单元、设置于所述上打标单元下游的上检测单元、设置于所述上检测单元下游的不合格上打标单元、用于在铝箔下面打码的下打标单元、设置于所述下打标单元下游的下检测单元、设置于所述下检测单元下游的不合格下打标单元、易撕盖成型设备,所述上检测单元与所述不合格上打标单元电信号连接,所述下检测单元与所述不合格下打标单元电信号连接,所述易撕盖成型设备末端设有不合格视觉检测单元、用于剔除不合格产品的剔除单元,所述不合格视觉检测单元与所述剔除单元电信号连接。
5.作为优选的,所述输送线包括用于预制铝箔放卷的第一卷筒、用于预制铝箔收卷的第二卷筒、设置于所述第一卷筒与所述第二卷筒之间的打标平台。
6.作为优选的,所述第一卷筒与所述打标平台之间设有用于放卷缓存的第一缓存单元。
7.作为优选的,所述打标平台与所述第二卷筒之间设有用于收卷缓存的第二缓存单元。
8.作为优选的,所述第一缓存单元包括两块固定板,两块所述固定板之间设有第一固定杆、第二固定杆、第三固定杆,所述固定板侧壁上设有条形孔,所述第一固定杆两端端部分别滑动设置于两侧所述条形孔内。
9.作为优选的,所述第二缓存单元与所述第一缓存单元结构相同。
10.作为优选的,所述打标平台入口处和出口处均设有导向杆。
11.作为优选的,所述打标平台入口处设有铝箔压轮。
12.作为优选的,所述打标装置包括两个所述上打标单元、两个所述下打标单元,所述
上检测单元与所述上打标单元一一对应,所述下检测单元与所述下打标单元一一对应。
13.另一方面,本发明提供了一种铝箔用离线式打标方法,包括如下步骤:
14.s1、启动输送线,当铝箔被运输至上打标单元下方时,上打标单元对铝箔正面进行上码的刻制,同时,下打标单元对该铝箔反面进行下码的刻制,且上码与下码可识读,能够关联;
15.s2、上码与下码刻制完后,将铝箔运输至上检测单元下方,上检测单元对铝箔的上码进行检测,同时,下检测单元对铝箔的下码进行检测;
16.其中,上检测单元检测铝箔刻制的上码是否为预设的对应规格,若检测与预设规格相对应,则直接进入后续处理设备;若检测不对应,则为不合格,上检测单元将信息传递至不合格上打标单元,不合格上打标单元在该铝箔上刻制不合格标记,然后再进入后续处理设备;
17.下检测单元检测铝箔刻制的下码是否为预设的对应规格,若检测与预设规格相对应,则直接进入后续处理设备;若检测不对应,则为不合格,下检测单元将信息传递至不合格下打标单元,不合格下打标单元在该铝箔上刻制不合格标记,然后再进入后续处理设备;
18.s3、输送线末端的铝箔经过收卷后,上料到易撕盖成型设备,铝箔经过冲压覆膜到马口铁盖上,形成一个个带有二维码的易撕盖产品,依次经过不合格视觉检测单元进行检测,当不合格视觉检测单元检测到铝箔上有不合格标记时,将信息传递至剔除单元对该铝箔进行剔除;若不合格视觉检测单元未检测到不合格标记,则直接进入后续处理设备。
19.与现有技术相比,本发明的有益效果为:
20.本发明提供的一种铝箔用离线式打标装置及方法,在铝箔正面标刻上码,在铝箔反面同步标刻下码,形成上下码的关联,可以有效杜绝不易于验证和防伪问题的出现。其次,上下检测单元可以及时检测出上下码是否正确,如若存在问题,可以通过不合格上下打标单元进行不合格标记,便于后续剔除。
附图说明
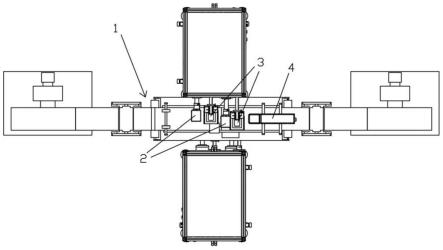
21.图1为本发明实施例提供的一种铝箔用离线式打标装置的部分俯视结构示意图;
22.图2为本发明实施例提供的一种铝箔用离线式打标装置的部分仰视结构示意图;
23.图3为本发明实施例提供的一种铝箔用离线式打标装置的易撕盖成型设备的立体结构示意图;
24.图4为本发明实施例提供的一种铝箔用离线式打标装置的部分侧面结构示意图;
25.图5为本发明实施例提供的一种铝箔用离线式打标装置的输送线的立体结构示意图;
26.图6为本发明实施例提供的一种铝箔用离线式打标装置的第一缓存单元的立体结构示意图。
27.附图中,各标号所代表的部件列表如下:
28.1、输送线;2、上打标单元;3、上检测单元;4、不合格上打标单元;5、下打标单元;6、下检测单元;7、不合格下打标单元;8、易撕盖成型设备;101、第一卷筒;102、第二卷筒;103、打标平台;104、第一缓存单元;105、第二缓存单元;106、导向杆;107、铝箔压轮;801、不合格视觉检测单元;802、剔除单元;1040、固定板;1041、第一固定杆;1042、第二固定杆;1043、第
三固定杆;1044、条形孔。
具体实施方式
29.下面结合具体实施例对本发明作进一步的详细说明,以使本领域的技术人员更加清楚地理解本发明。
30.需要说明的是,除非另有明确规定和限定,术语中“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,还可以是一体成型结构。对于本领域的普通技术人员,可以根据具体情况理解该类术语在本专利中的具体含义。
31.为了解决不易于验证和防伪的问题,本实施例在铝箔正反面同时打码,且上码和下码相互关联,通过对上码和下码的共同识别,可以达到方便消费者识别、防伪的目的。如图1-3所示,本实施例提供了一种铝箔用离线式打标装置,包括用于输送铝箔的输送线1、用于在铝箔上面打码的上打标单元2、设置于所述上打标单元2下游的上检测单元3、设置于所述上检测单元3下游的不合格上打标单元4、用于在铝箔下面打码的下打标单元5、设置于所述下打标单元5下游的下检测单元6、设置于所述下检测单元6下游的不合格下打标单元7、易撕盖成型设备8,所述上检测单元3与所述不合格上打标单元4电信号连接,所述下检测单元6与所述不合格下打标单元7电信号连接,所述易撕盖成型设备8末端设有不合格视觉检测单元801、用于剔除不合格产品的剔除单元802,所述不合格视觉检测单元801与所述剔除单元802电信号连接。
32.具体的,铝箔在所述输送线1上运输,当铝箔到达所述上打标单元2下方时,所述上打标单元2的激光器可以进行铝箔卷步进瞬停式打标,完成上码的刻制,同时,所述下打标单元5的激光器对该铝箔反面进行下码的刻制,且上码与下码可识读,能够关联。其中,上码与下码可以在铝箔上的同一位置,方便消费者寻找。而且上码与下码同时打,可以避免出现错位的情况,降低打标的错误率。
33.打标完后铝箔向后运输,到达所述上检测单元3下方,所述上检测单元3可以对铝箔的上码进行视觉检测,同时,所述下检测单元6对铝箔的下码进行视觉检测;
34.其中,所述上检测单元3可以为通过相机拍摄,来检测铝箔刻制的上码是否为预设的对应规格,若检测与预设规格相对应,则直接进入后续处理设备;若检测不对应(缺失、错误等),则为不合格,所述上检测单元3将信息传递至所述不合格上打标单元4,所述不合格上打标单元4在该铝箔上刻制不合格标记,然后再进入后续处理设备;
35.同理,所述下检测单元6可以为通过相机拍摄,检测铝箔刻制的下码是否为预设的对应规格,若检测与预设规格相对应,则直接进入后续处理设备;若检测不对应(缺失、错误等),则为不合格,所述下检测单元6将信息传递至所述不合格下打标单元7,所述不合格下打标单元7在该铝箔上刻制不合格标记,然后再进入后续处理设备;
36.所述输送线1末端的铝箔经过收卷后,上料到所述易撕盖成型设备8内,铝箔经过冲压覆膜到马口铁盖上,形成一个个带有二维码的易撕盖产品,依次经过所述不合格视觉检测单元801进行检测,所述不合格视觉检测单元801可以对铝箔的正反面同时进行视觉检测。当所述不合格视觉检测单元801检测到铝箔上有不合格标记时,将信息传递至所述剔除单元802对该铝箔进行剔除;若所述不合格视觉检测单元801未检测到不合格标记,则该铝箔可以直接进入后续处理设备。
37.本实施例中,如图4-5所示,所述输送线1包括用于预制铝箔放卷的第一卷筒101、用于预制铝箔收卷的第二卷筒102、设置于所述第一卷筒101与所述第二卷筒102之间的打标平台103。具体的,铝箔通过所述第一卷筒101放卷,然后从所述打标平台103上方经过,最后通过所述第二卷筒102收卷。铝箔在所述打标平台103上方可以进行打标处理和检测处理。
38.其中,所述第一卷筒101与所述打标平台103之间设有用于放卷缓存的第一缓存单元104。
39.所述第一缓存单元104用于铝箔放卷的缓冲,可以避免所述第一卷筒101放卷速度过快时,导致铝箔堆积在所述打标平台103前端,影响铝箔的打标处理。
40.其中,所述打标平台103与所述第二卷筒102之间设有用于收卷缓存的第二缓存单元105。
41.同理,所述第二缓存单元105用于铝箔收卷的缓冲,可以避免所述第二卷筒102收卷速度过慢时,导致铝箔堆积在所述打标平台103末端,影响铝箔打标处理。
42.本实施例中,如图6所示,所述第一缓存单元104包括两块固定板1040,两块所述固定板1040之间设有第一固定杆1041、第二固定杆1042、第三固定杆1043,所述固定板1040侧壁上设有条形孔1044,所述第一固定杆1041两端端部分别滑动设置于两侧所述条形孔1044内。举例来说,铝箔从左侧进入所述第一缓存单元104时,铝箔可以从所述第三固定杆1043内侧绕过,然后向下从所述第一固定杆1041下方绕过,然后向上从所述第二固定杆1042内侧绕过,即可从所述第一缓存单元104右侧出去。其中,所述第一固定杆1041、所述第二固定杆1042、所述第三固定杆1043均为可转动设置,可以减小铝箔受到的摩擦力。
43.其中,所述第一固定杆1041端部可以在所述条形孔1044内上下滑动,进而调整所述第一缓存单元104的缓存量,结构简单,适用范围广。
44.所述第二缓存单元105与所述第一缓存单元104结构相同。其运行原理与所述第一缓存单元104也相同,此处便不一一赘述。
45.本实施例中,请再次参阅图4-5,所述打标平台103入口处和出口处均设有导向杆106。所述导向杆106转动设置在所述打标平台103上。这样,铝箔在进入所述打标平台103上方时,所述导向杆106起到滚动支撑铝箔的作用,有效降低铝箔与所述打标平台103的摩擦力。同理,铝箔在离开所述打标平台103时,所述导向杆106起到滚动支撑铝箔的作用,有效降低铝箔与所述打标平台103的摩擦力。
46.其中,所述打标平台103入口处设有铝箔压轮107。具体的,所述铝箔压轮107可以为包括设置于所述打标平台103上方的压杆和套设在压杆上的两个压轮,铝箔从所述打标平台103上方经过时,压轮可以起到限位的作用,防止铝箔脱离所述打标平台103。而且压轮可以滚动,从而降低压轮与铝箔之间的摩擦力。
47.本实施例中,请再次参阅图1-2,所述打标装置包括两个所述上打标单元2、两个所述下打标单元5,所述上检测单元3与所述上打标单元2一一对应,所述下检测单元6与所述下打标单元5一一对应。
48.两个所述上打标单元2均可以对铝箔进行上打标,同时,对应的两个所述下打标单元5对铝箔进行下打标,即同时完成两个打标处理,而且每个所述上打标单元2下游均对应有一个所述上检测单元3,每个所述下打标单元5下游均对应有一个所述下检测单元6,即两
个打标处理完成后均可以进行检测处理。两个所述上检测单元3均与所述不合格上打标单元4电连接,两个所述下检测单元6均与所述不合格下打标单元7电连接。这样设置可以达到事半功倍的效果,提升工作效率。
49.在一些其他实施例中,所述打标装置还可以包括三个所述上打标单元2、三个所述下打标单元5,所述上检测单元3与所述上打标单元2一一对应,所述下检测单元6与所述下打标单元5一一对应。这样设置,可以同时完成三个打标处理,这样工作效率更高。
50.另一方面,本发明提供了一种铝箔用离线式打标方法,包括如下步骤:
51.s1、启动输送线1,当铝箔被运输至上打标单元2下方时,上打标单元2对铝箔正面进行上码的刻制,同时,下打标单元5对该铝箔反面进行下码的刻制,且上码与下码可识读,能够关联;
52.s2、上码与下码刻制完后,将铝箔运输至上检测单元3下方,上检测单元3对铝箔的上码进行检测,同时,下检测单元6对铝箔的下码进行检测;
53.其中,上检测单元3检测铝箔刻制的上码是否为预设的对应规格,若检测与预设规格相对应,则直接进入后续处理设备;若检测不对应,则为不合格,上检测单元3将信息传递至不合格上打标单元4,不合格上打标单元4在该铝箔上刻制不合格标记,然后再进入后续处理设备;
54.下检测单元6检测铝箔刻制的下码是否为预设的对应规格,若检测与预设规格相对应,则直接进入后续处理设备;若检测不对应,则为不合格,下检测单元6将信息传递至不合格下打标单元7,不合格下打标单元7在该铝箔上刻制不合格标记,然后再进入后续处理设备;
55.s3、输送线1末端的铝箔经过收卷后,上料到易撕盖成型设备8,铝箔经过冲压覆膜到马口铁盖上,形成一个个带有二维码的易撕盖产品,依次经过不合格视觉检测单元801进行检测,当不合格视觉检测单元801检测到铝箔上有不合格标记时,将信息传递至剔除单元802对该铝箔进行剔除;若不合格视觉检测单元801未检测到不合格标记,则直接进入后续处理设备。
56.综上所述,本实施例提供的一种铝箔用离线式打标装置及方法,在铝箔正面标刻上码,在铝箔反面同步标刻下码,形成上下码的关联,可以有效杜绝不易于验证和防伪问题的出现。其次,上下检测单元可以及时检测出上下码是否正确,如若存在问题,可以通过不合格上下打标单元进行不合格标记,便于后续剔除。
57.本发明中未对具体结构做出描述的机构、组件和部件均为现有技术中已经存在的现有结构。可以从市面上直接购买得到。
58.以上仅为本发明的较佳实施方案,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1