一种轨道交通车厢内立式扶杆焊接装置的制作方法
1.本发明涉及扶杆加工技术领域,特别涉及一种轨道交通车厢内立式扶杆焊接装置。
背景技术:
2.轨道交通是指运营车辆需要在特定轨道上行驶的一类交通工具或运输系统。地铁是城市快速轨道交通的先驱,地铁的车厢内通常设置有立式扶杆,其用于乘客站稳扶正,扶杆是通过螺钉固定在车厢内的,而车厢内部横竖的扶杆钢管之间常采用焊接的方式进行连接,在两根钢管焊接时,需要将一根钢管的端部垂直于另一根钢管进行焊接,但是现有的钢管焊接装置并不方便对两根垂直的钢管进行焊接。
3.公告号为cn105499871b的中国发明专利公开了一种地铁车辆不锈钢门边扶手焊接工装,包括固定横梁,固定横梁的上下端面分别设有安装槽,固定横梁的上端面安装槽内间隔安装有左约束支架、右约束支架,固定横梁的左侧前后端面对称设有横梁支架,固定横梁上端面设有可调定位结构,可调定位结构与横梁支架位置相互对应;固定横梁的安装槽右侧槽底设有间隔分布的定位销孔,固定横梁右侧前后端面对称设有与定位销孔位置相对应的定位螺栓,定位螺栓端部伸入到安装槽内。该专利虽然可以提高地铁车辆不锈钢门边扶手焊接质量的稳定性,但是并不方便对两根垂直的钢管进行焊接。
技术实现要素:
4.针对上述技术问题,本发明采用的技术方案为:一种轨道交通车厢内立式扶杆焊接装置,包括底板、定位机构、切割机构、焊接机构,所述的定位机构、切割机构、焊接机构均设置在底板上,所述的切割机构用于对钢管进行切割;所述的焊接机构包括驱动组件、换位凸轮、固定环、固定杆、焊接组件,所述的驱动组件用于驱动换位凸轮转动,换位凸轮上固定安装有焊接组件,所述的换位凸轮上设置有换位滑槽,换位凸轮转动安装在固定环上,固定杆固定安装在固定环上,固定杆在换位滑槽中滑动,使换位凸轮转动的同时沿着固定环的轴线方向运动,换位凸轮每转动一百八十度,换位凸轮沿着固定环的轴线方向往复运动一次。
5.进一步的,所述的驱动组件包括换位齿轮、换位齿圈,所述的换位齿轮和换位齿圈啮合安装,换位齿圈固定安装在换位凸轮的内壁。
6.进一步的,所述的焊接组件包括圆周运动单元、焊接单元、焊枪,所述的圆周运动单元设置在换位凸轮上,所述的焊接单元设置在圆周运动单元上,所述的圆周运动单元用于驱动焊接单元做圆周运动,所述的焊接单元用于驱动焊枪往复直线运动。
7.进一步的,所述的圆周运动单元包括弧形平台、弧形齿条、焊接齿轮,弧形平台的边缘固定安装有弧形齿条,弧形齿条和焊接齿轮啮合安装,焊接齿轮转动时,焊接齿轮带动焊接单元在弧形平台上做圆周运动。
8.进一步的,所述的定位机构包括输送组件、固定组件,所述的固定组件设置有三
组,其中一组固定组件设置在输送组件上,另外两组固定组件对称设置在输送组件的两侧,且两组固定组件与输送组件垂直设置。
9.进一步的,所述的输送组件包括输送齿轮、输送齿条、活动平台,所述的活动平台的一侧固定安装有输送齿条,输送齿条和输送齿轮啮合安装,输送齿轮用于驱动输送齿条往复直线运动。
10.进一步的,所述的固定组件包括调节杆、连杆、夹持滑轨、夹持滑块,所述的调节杆上设置有多组连杆,每组连杆设置有两个连杆,连杆的第一端和调节杆转动安装,连杆的第二端和夹持滑块转动安装,夹持滑块在夹持滑轨上滑动安装,夹持滑块上设置有夹持板。
11.进一步的,所述的切割机构包括切割电机、打磨头、切割头,所述的切割电机的输出轴和打磨头固定安装,打磨头上固定安装有切割头。
12.本发明与现有技术相比的有益效果是:(1)本发明通过设置定位机构,可以使两个钢管处于垂直状态,并将两根钢管进行固定,还可以对其中一根钢管进行移动;(2)本发明通过设置切割机构,可以通过更换切割头、打磨头来对不同直径钢管的弧面进行切割、打磨,以便于后续的焊接加工;(3)本发明通过设置焊接机构,可以对两根垂直设置的钢管相交的弧形焊缝处进行焊接,并且焊接的过程中可以将焊接组件旋转一百八十度的同时对钢管进行避让。
附图说明
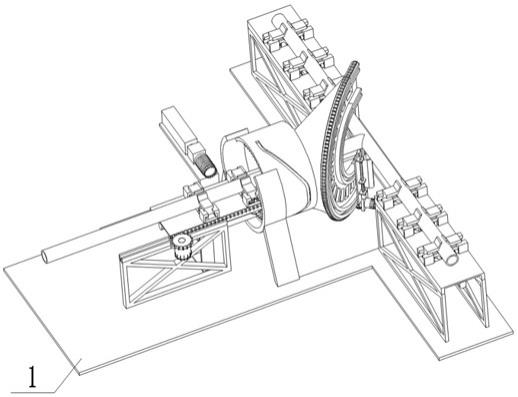
13.图1为本发明整体结构示意图。
14.图2为本发明定位机构结构示意图。
15.图3为本发明定位机构局部结构示意图。
16.图4为本发明固定组件结构示意图。
17.图5为本发明固定组件局部结构示意图。
18.图6为本发明切割机构结构示意图。
19.图7为本发明焊接机构结构示意图。
20.图8为本发明焊接机构俯视图。
21.图9为本发明焊接机构第一局部结构示意图。
22.图10为本发明焊接机构第二局部结构示意图。
23.图11为本发明焊接机构第三局部结构示意图。
24.图12为本发明焊接机构第四局部结构示意图。
25.附图标号:1-底板;201-支架一;202-固定平台;203-输送电机;204-输送齿轮;205-输送齿条;206-输送轨道;207-活动平台;208-电缸一;209-调节杆;210-连杆;211-夹持滑轨;212-连接轴;213-夹持滑块;214-夹持板;301-支架二;302-电缸二;303-切割电机;304-打磨头;305-切割头;401-支架三;402-支架四;403-换位电机;404-换位轴;405-换位齿轮;406-换位凸轮;407-换位齿圈;408-换位滑槽;409-固定环;410-固定杆;411-弧形平台;412-弧形导轨;413-弧形齿条;414-焊接平台;415-焊接滑块;416-焊接电机;417-焊接齿轮;418-进给电机;419-固定板;420-进给丝杆;421-进给滑块;422-焊枪固定座;423-焊枪;424-连接板。
具体实施方式
26.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
27.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
28.实施例:如图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12所示的一种轨道交通车厢内立式扶杆焊接装置,包括底板1、定位机构、切割机构、焊接机构,定位机构、切割机构、焊接机构均设置在底板1上,切割机构用于对钢管进行切割。
29.定位机构包括支架一201、固定平台202、输送组件、固定组件,固定组件设置有三组,其中一组固定组件设置在输送组件上,输送组件固定安装在支架一201上,支架一201固定安装在底板1上,另外两组固定组件对称设置在输送组件的两侧,另外两组固定组件固定安装在固定平台202上,且另外两组固定组件与输送组件垂直设置,固定平台202固定安装在支架一201上。
30.输送组件包括输送电机203、输送齿轮204、输送齿条205、输送轨道206、活动平台207,活动平台207的两侧在输送轨道206上滑动安装,输送轨道206固定安装在支架一201上,活动平台207上设置有固定组件,活动平台207的一侧固定安装有输送齿条205,输送齿条205和输送齿轮204啮合安装,输送齿轮204和输送电机203的输出轴固定安装,输送电机203固定安装在支架一201上,输送齿轮204用于驱动输送齿条205往复直线运动。
31.固定组件包括电缸一208、调节杆209、连杆210、夹持滑轨211、连接轴212、夹持滑块213、夹持板214,电缸一208的伸缩杆和调节杆209固定安装,调节杆209上设置有三组连杆210,每组连杆210设置有两个连杆210,两个连杆210对称设置,连杆210的第一端和调节杆209转动安装,连杆210的第二端和连接轴212转动安装,连接轴212固定安装在夹持滑块213上,夹持滑块213在夹持滑轨211上滑动安装,夹持滑块213上设置有夹持板214,夹持板214设置为v形,调节杆209移动时,调节杆209通过连杆210带动夹持滑块213在夹持滑轨211的内部滑动,从而使夹持板214对钢管进行夹持。
32.切割机构包括支架二301、电缸二302、切割电机303、打磨头304、切割头305,支架二301固定安装在底板1上,支架二301上固定安装有电缸二302,电缸二302的伸缩杆和切割电机303固定安装,切割电机303在支架二301上滑动安装,切割电机303的输出轴和打磨头304固定安装,打磨头304上固定安装有切割头305,打磨头304、切割头305可根据钢管的直径进行更换。
33.焊接机构包括驱动组件、支架三401、换位凸轮406、固定环409、固定杆410、焊接组件,驱动组件固定安装在底板1上,驱动组件用于驱动换位凸轮406转动,换位凸轮406上固定安装有焊接组件,换位凸轮406上设置有缺口,换位凸轮406上设置有换位滑槽408,换位凸轮406转动安装在固定环409上,固定杆410固定安装在固定环409上,固定环409固定安装在支架三401上,支架三401固定安装在底板1上,固定环409上设置有缺口,固定环409上的缺口和换位凸轮406上缺口的大小相同,固定杆410在换位滑槽408中滑动,使换位凸轮406转动的同时沿着固定环409的轴线方向运动,换位凸轮406每转动一百八十度,换位凸轮406沿着固定环409的轴线方向往复运动一次。
34.驱动组件包括支架四402、换位电机403、换位轴404、换位齿轮405、换位齿圈407,支架四402固定安装在底板1上,支架四402上固定安装有换位电机403,换位电机403的输出轴和换位轴404固定安装,换位轴404和换位齿轮405固定安装,换位齿轮405和换位齿圈407啮合安装,换位齿圈407固定安装在换位凸轮406的内壁。
35.焊接组件包括圆周运动单元、焊接单元、焊枪423,圆周运动单元设置在换位凸轮406上,焊接单元设置在圆周运动单元上,圆周运动单元用于驱动焊接单元做圆周运动,焊接单元用于驱动焊枪423往复直线运动,焊枪423与待焊接钢管之间的焊缝位于同一平面,从而使焊枪423始终正对着焊缝。
36.圆周运动单元包括弧形平台411、弧形导轨412、弧形齿条413、焊接平台414、焊接滑块415、焊接电机416、焊接齿轮417、连接板424,连接板424固定安装在换位凸轮406上,连接板424上固定安装有弧形平台411,弧形平台411的边缘固定安装有弧形齿条413,弧形齿条413和焊接齿轮417啮合安装,弧形平台411上还固定安装有弧形导轨412,弧形导轨412设置有两个,两个弧形导轨412分别设置在弧形平台411的两侧,焊接平台414上设置有滑槽,焊接平台414上固定安装有两个焊接滑块415,两个焊接滑块415分别在两个弧形导轨412的内部滑动安装,焊接电机416固定安装在焊接平台414上,焊接电机416的输出轴和焊接齿轮417固定安装,焊接齿轮417转动时,焊接齿轮417带动焊接单元在弧形平台411上做圆周运动。
37.焊接单元包括进给电机418、固定板419、进给丝杆420、进给滑块421、焊枪固定座422,进给电机418固定安装在焊接平台414上,进给电机418的输出轴和进给丝杆420固定安装,进给丝杆420的两端转动安装在固定板419上,固定板419固定安装在焊接平台414上,进给丝杆420和进给滑块421螺纹安装,进给滑块421和焊枪固定座422固定安装,焊枪固定座422在焊接平台414的滑槽上滑动安装,焊枪固定座422和焊枪423固定安装。
38.本发明的工作原理如下:使用时,首先将两根钢管垂直放置,第一根钢管的两端放置在两个固定组件上,第二根钢管放置在输送组件上的固定组件上,启动电缸一208,电缸一208带动调节杆209运动,调节杆209通过连杆210带动连接轴212、夹持滑块213、夹持板214运动,使夹持滑块213在夹持滑轨211的内部滑动,钢管两侧的夹持板214对钢管进行夹持,从而分别将两根钢管进行固定。
39.启动输送电机203,输送电机203驱动输送齿轮204转动,输送齿轮204带动输送齿条205移动,输送齿条205带动活动平台207在输送轨道206上滑动,活动平台207上的固定组件带动第二根钢管移动,将第二根钢管移动至切割机构处。
40.启动电缸二302,电缸二302驱动切割电机303、打磨头304、切割头305向靠近第二根钢管的方向移动,启动切割电机303,切割电机303带动打磨头304、切割头305转动,切割头305将第二根钢管的端部进行切割,打磨头304将切割后的第二根钢管进行打磨,然后通过输送组件将第二根钢管移动至与第一根钢管相接触的位置,使第二根钢管的切口处和第一根钢管贴合。
41.启动进给电机418,进给电机418驱动进给丝杆420转动,进给丝杆420带动进给滑块421、焊枪固定座422、焊枪423移动,使焊枪423调整至合适的位置,启动焊接电机416,焊接电机416驱动焊接齿轮417转动,在弧形齿条413的作用下,焊接齿轮417在弧形齿条413的圆周上运动,焊接滑块415在弧形导轨412的内部滑动,即可带动焊枪423移动,对两根钢管
之间的缝隙处进行焊接。
42.换位电机403驱动换位轴404转动,换位轴404带动换位齿轮405转动,换位齿轮405带动换位齿圈407、换位凸轮406转动,在换位滑槽408和固定杆410的作用下,换位凸轮406转动一百八十度的过程中,换位凸轮406沿着固定环409的轴线往复运动一次,从而使焊接组件对两根钢管进行避让,然后对两根钢管另一侧的进行焊接;当需要将焊接后的钢管取出时,只需要将换位凸轮406的开口处旋转至与固定环409的开口处相对应的位置即可。
43.本发明不局限上述具体实施方式,所属技术领域的技术人员从上述构思出发,不经过创造性的劳动,做出的种种变换,均落在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1