一种航空发动机扩散器的加工方法与流程
1.本发明属于机械加工技术领域,具体涉及一种航空发动机扩散器的加工方法。
背景技术:
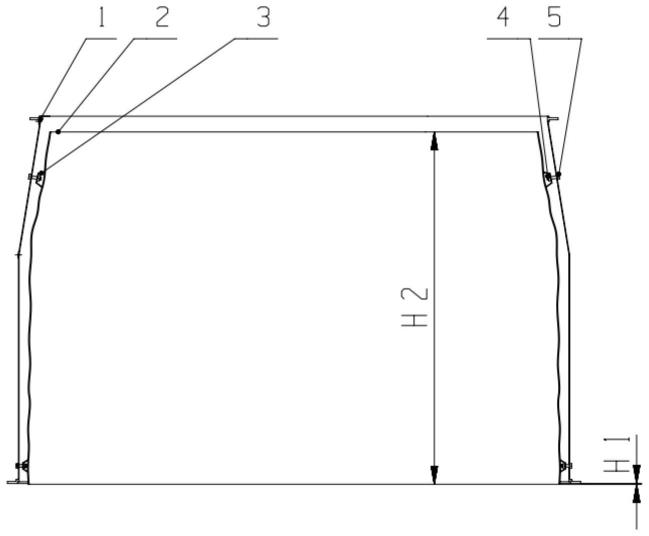
2.航空发动机扩散器(见图1)属于典型的大型薄壁零件,其结构为双层结构,零件最大直径1200mm,高度约720mm,由扩散器外壁1、隔热屏2、弓形架3、螺母4、螺栓5等零件装配而成。在扩散器装配后,需要加工隔热屏2的上、下端面,保证尺寸h1、h2,其中,h1代表隔热屏2下端面到扩散器外壁1下端面的垂直距离,h2代表隔热屏2上端面到隔热屏2下端面的垂直距离。
3.目前的加工方法是在五维激光切割机上加工,装夹辅助时间长,在加工前需要对扩散器外壁的内壁做激光切割保护装置,若激光切割保护装置没做好,在激光切割时烧伤扩散外壁而造成报废,加工质量不稳定。同时激光切割产生的熔渣粘附在隔热屏上,清除困难。
技术实现要素:
4.为了解决上述技术问题,本发明旨在提供一种航空发动机扩散器的加工方法,该加工方法操作简单,能够保证加工质量,同时提高加工效率。
5.本发明采用了以下技术方案:
6.一种航空发动机扩散器的加工方法,扩散器包括扩散器外壁,扩散器外壁内侧为隔热屏,扩散器外壁轴向两端外表面均设置有法兰边,扩散器外壁与隔热屏装配后形成双层结构,加工方法包括以下步骤,
7.步骤1,将带有定位止口的夹具安装在立式车床上,找正夹具上定位止口与立式车床工作台回转中心重合后将夹具固定在立式车床上;
8.步骤2;将扩散器外径较大的一端朝下,并将外径较大一端对应的法兰边放置在夹具的定位止口内,然后固定扩散器在夹具上;
9.步骤3,安装端面车刀,包括将加工隔热屏上端面的上端面车刀安装在机床主轴的左侧并找平刀杆,以及将加工隔热屏下端面的下端面车刀安装在机床主轴的右侧并找平刀杆,下端面车刀末端到机床主轴轴线的垂直距离大于上端面车刀末端到机床主轴轴线的垂直距离;
10.步骤4,对刀,上端面车刀和下端面车刀的对刀零点均设置在夹具上的同一位置;
11.步骤5,车加工隔热屏的下端面,从下往上加工,进给方向为轴向,保证满足尺寸h1;
12.步骤6,车加工隔热屏的上端面,从上往下加工,进给方向为轴向,保证满足尺寸h2。
13.进一步,所述步骤1中,夹具包括,
14.底座,所述底座为圆盘结构,在底座上端面沿着圆周方向设置有多个均布的螺纹
孔和螺栓孔,底座上端面还设有用于快速定位法兰边的定位止口以及用于对刀的一条对刀槽,定位止口内侧设有避让台阶;
15.压板和螺钉,所述压板通过螺钉连接在螺纹孔处,其中,螺纹孔与螺钉、压板连接用于固定扩散器到夹具上,螺栓孔用于把夹具固定到机床工作台上。
16.进一步,所述步骤3中,上端面车刀和下端面车刀为硬质合金机夹车刀,车刀设有断屑槽,切削刃长度为15~18mm,车刀前角为4
°
~5
°
,后角为2
°
~3
°
,刃倾角为0
°
。需要说明的是,机夹车刀是指将车刀片用机械夹持的方法固定在车刀杆上,当刀具磨损不能用时,直接更换车刀片。
17.进一步,所述步骤3中,采用百分表分别找平上端面车刀的刀杆与机床主轴,以及下端面车刀的刀杆与机床主轴。
18.进一步,所述步骤3中,下端面车刀通过接长刀架与机床主轴连接,接长刀架包括方形块和夹持部,方形块与机床主轴连接,夹持部上有一条凹槽,凹槽内可拆卸连接着下端面车刀的刀杆。
19.进一步,所述步骤5和步骤6中,当车加工到满足尺寸h1和h2时,暂停上端面车刀和下端面车刀的进给一段时间,用于车平端面。
20.与现有技术相比,本发明具备以下特点:
21.(1)本发明采用具备定位止口的夹具装夹扩散器,操作简单,装夹时间短,在找正夹具后,零件(扩散器)不用再找正。
22.(2)本发明设计了接长刀架,扩大车床加工范围,实现扩散器一次装夹完成隔热屏上下端面的加工,加工效率高,同时采用长切削刃端面车刀,克服了隔热屏圆周跳动大(隔热屏不在一个圆上)、加工质量不稳定的难题,长切削刃端面车刀的刀刃能覆盖整个隔热屏。
23.(3)由于扩散器轴线方向的两端直径不一致(一大一小),而直径较小的一端朝上装夹时更利于加工,避免震刀,如果直接移动机床主轴进行车削会发生主轴与小端干涉的问题,为了避开机床主轴与隔热屏上端内壁发生干涉,采用了接长刀架。
24.(4)相比采用铣削方式加工隔热屏的两个端面,车削的效率更高,铣刀铣两个端面时,加工其中一个端面需要60分钟,而车削只需5分钟,因此,铣削方式无法满足生产需求;此外,若采用铣刀铣两个端面,不仅要分两次装夹才能完成,辅助装夹时间长,而且铣刀磨损快,成本高。
25.(5)扩散器外壁与隔热屏是通过螺钉装配连接为双层机构,传统采用激光切割加工的方式时,激光切割加工要做保护,避免切割时烧伤扩散外壁而造成报废,加工效率低,无法满足生产需求。
附图说明
26.图1为本发明中扩散器的结构示意图;
27.图2为本发明中上、下端面车刀装夹示意图;
28.图3为本发明中接长刀架结构示意图;
29.图4为本发明中加工下端面走刀路线示意图;
30.图5为本发明中加工上端面走刀路线示意图;
31.图6为本发明的夹具结构示意图;
32.图中:1、扩散器外壁;2、隔热屏;3、弓形架;4、螺母;5、螺栓;6、机床主轴;7、接长刀架;8、下端面车刀;9、上端面车刀;10、固定螺栓。
具体实施方式
33.下面结合附图和具体实施例对本发明作进一步的说明,但不应就此理解为本发明所述主题的范围仅限于以下的实施例,在不脱离本发明上述技术思想情况下,凡根据本领域普通技术知识和惯用手段做出的各种修改、替换和变更,均包括在本发明的范围内。
34.如图1所示,为了确保隔热屏2下端面到扩散器外壁1下端面的垂直距离h1,以及隔热屏2上端面到隔热屏2下端面的垂直距离h2符合设计要求,本发明提供了一种航空发动机扩散器的加工方法。
35.如图2~6所示,一种航空发动机扩散器的加工方法,将扩散器通过夹具装夹在数控立式车床上,在机床主轴6上同时安装上端面车刀9和下端面车刀8,先车隔热屏2下端面,再车隔热屏2上端面,且刀具加工走刀方向为扩散器的轴向。如图6,夹具包括底座、压板、螺钉;底座为圆盘结构,在圆周方向设置有多个均布螺纹孔和螺栓孔;在底座上端设有定位止口,用于快速定位零件;底座上端设有一条对刀槽,便于对刀;在定位止口内侧设有避让台阶,解决在车下端面隔热屏时车刀杆不会与工作台发生干涉,实现扩散器一次装夹后完成隔热屏2的上、下端面加工。
36.航空发动机扩散器的加工方法具体包括以下步骤:
37.(1)把夹具装夹在立式车床上,找正夹具定位止口与机床工作台回转中心重合后,将夹具固定在车床上。
38.(2)装夹零件,将扩散器外径较大的一端朝下,该外径较大端外表面的法兰边外圆放置在夹具定位止口内,然后将扩散器固定在夹具上。
39.(3)安装端面车刀,将用于加工隔热屏2上端面的上端面车刀9安装在机床主轴6的左侧,用百分表找平上端面车刀9的刀杆。将用于加工隔热屏2下端面的下端面车刀通过接长刀架7安装在机床主轴6的右侧,用百分表找平下端面车刀8的刀杆。如图3,接长刀架7一端为方形,通过固定螺栓10装夹在机床主轴6上,另一端为夹持部,其上设有一直槽,用于放置下端面车刀8的车刀杆,直槽一侧设有三个螺钉,用于固定下端面车刀8的车刀杆。上端面车刀9和下端面车刀8均为硬质合金机夹车刀,车刀设有断屑槽,切削刃长度为15~18mm,车刀前角为4
°
~5
°
,后角为2
°
~3
°
,刃倾角为0
°
。
40.(4)对刀,上端面车刀9、下端面车刀8的对刀零点都设置在夹具对刀槽端面上。
41.(5)车加工隔热屏2的下端面,从下往上加工,进给方向为扩散器轴向加工,机床主轴6的转速为8~10转/分钟,进给量为0.05~0.08毫米/转,在车到理论尺寸(即理论尺寸h1)时进给暂停5~10秒,便于车平端面,保证尺寸h1。
42.(6)车加工隔热屏2的上端面,从上往下加工,进给方向为扩散器轴向加工,机床主轴6的转速为8~10转/分钟,进给量为0.05~0.08毫米/转,在车到理论尺寸(即理论尺寸h2)时进给暂停5~10秒,便于车平端面,保证尺寸h2。
43.本发明的说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。尽管上面对本发明说明性的具体实施方式进行了描述,以便于本技术领的技术人员理
解本发明,但应该清楚,本发明不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本发明的精神和范围内,这些变化是显而易见的,一切利用本发明构思的发明创造均在保护之列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1