钎焊装置的制作方法
本发明涉及一种用于车辆的制造等的钎焊装置。尤其,涉及一种用于激光钎接加工的钎焊装置。
背景技术:
1、作为钎焊装置所具备的保护玻璃的污染对策,例如在专利文献1中揭示了如下内容:将向保护玻璃的下部高速地喷出空气而吹飞飞溅物的横向气流(第一气流产生装置)设定在小孔内,进而在待加工物侧设置第二气流产生手段。
2、[先前技术文献]
3、(专利文献)
4、专利文献1:日本特开2007-216290号公报
技术实现思路
1、[发明所要解决的问题]
2、在专利文献1所记载的技术中,第二气流产生手段设置于基座部。基座部具有大致圆筒形状,所述圆筒形状具有缺口部。另外,基座部的圆筒部分的内表面以包围激光的行进路径的方式配置。因此,基座部的外形尺寸容易增大,存在基座部成为使钎接装置等钎焊装置移动时的干扰物的问题。
3、因此,本发明的课题在于提供一种钎焊装置,具备外形尺寸得到抑制且不易妨碍钎焊装置的移动的喷出喷嘴。
4、[解决问题的技术手段]
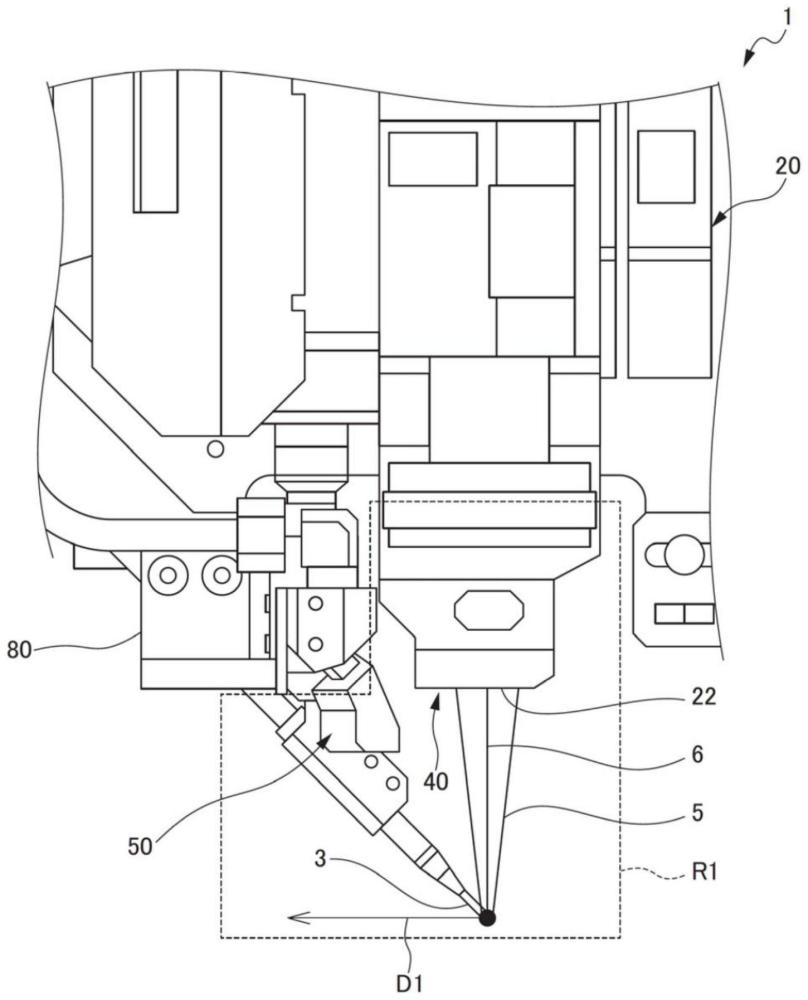
5、本发明的钎焊装置在行进方向上移动时,在规定位置将钎料熔融而将工件接合,具有:钎焊用激光照射装置,通过设置在比聚光透镜更靠前端侧的保护玻璃,照射用于在前述规定位置熔融前述钎料的钎焊用激光;第一气体喷出喷嘴,设置于前述钎焊用激光照射装置,配置在比前述保护玻璃更靠前述钎料侧,至少向横穿前述激光的方向产生气流;及,第二气体喷出喷嘴,配置在比前述第一气体喷出喷嘴更靠前述钎料侧且在前述激光的侧方,朝向横穿前述激光的方向配置;并且,前述第二气体喷出喷嘴在前端出口侧具有在横穿前述激光的方向上宽度较宽的流道和从前述流道的前端部朝向喷嘴的前端部形成的狭缝。
6、根据这样的钎焊装置,能够提供一种钎焊装置,具备外形尺寸得到抑制且不易妨碍钎焊装置的移动的喷出喷嘴。另外,根据这样的钎焊装置,与狭缝越过流道的前端部而形成至流道的内侧的情况相比,借由从流道的前端部形成狭缝,能够抑制气体向狭缝移动时气体向横向逸出,因此能够向直线方向输送更多的风。
7、另外,本发明的钎焊装置中,前述喷嘴的前端部形成为圆弧形状。
8、根据这样的钎焊装置,能够增大来自第二气体喷出喷嘴的风的宽度方向的扩散。
9、本发明的钎焊装置具有设置在前述流道与前述狭缝之间的连接部上的倒角部。
10、根据这样的钎焊装置,关于来自第二气体喷出喷嘴的风的宽度方向的扩散,能够增加中央部的空气量。
11、另外,本发明的喷嘴装置具备:气体喷出喷嘴,安装于钎焊装置;及,检具,用于对前述气体喷出喷嘴进行定位,其中,前述气体喷出喷嘴具有侧面、底面及端面,前述检具具有与前述侧面抵接而进行侧方的定位的侧方基准面、与前述底面抵接而进行下侧的定位的下侧基准面、及与前述端面抵接而进行端侧的定位的端侧基准面,在前述气体喷出喷嘴的定位结束后,前述检具能够从前述气体喷出喷嘴卸下。
12、根据这样的喷嘴装置,能够提供一种喷嘴装置,能够容易且正确地对气体喷出喷嘴进行定位,并且不会成为钎焊的障碍。
13、(发明的效果)
14、根据本发明,能够提供一种钎焊装置,具备外形尺寸得到抑制且不易妨碍钎焊装置的移动的喷出喷嘴。
技术特征:
1.一种钎焊装置,在行进方向上移动时,在规定位置将钎料熔融而将工件接合,所述钎焊装置的特征在于,具有:
2.根据权利要求1所述的钎焊装置,其中,前述喷嘴的前端部形成为圆弧形状。
3.根据权利要求1所述的钎焊装置,其中,具有设置在前述流道与前述狭缝之间的连接部上的倒角部。
4.一种喷嘴装置,具备:气体喷出喷嘴,安装于钎焊装置;及,检具,用于对前述气体喷出喷嘴进行定位,其中,
技术总结
本发明提供一种钎焊装置,具备外形尺寸得到抑制且不易妨碍钎焊装置的移动的喷出喷嘴。本发明的钎焊装置在行进方向上移动,并在规定位置将钎料熔融而将工件接合,具有:钎焊用激光照射装置,其通过设置在比聚光透镜更靠前端侧的保护玻璃,照射用于在规定位置熔融钎料的钎焊用激光;第一气体喷出喷嘴,设置于钎焊用激光照射装置,配置在比保护玻璃更靠钎料侧,至少向横穿激光的方向产生气流;及,第二气体喷出喷嘴,配置在比第一气体喷出喷嘴更靠钎料侧且在激光的侧方,朝向横穿激光的方向配置;并且,第二气体喷出喷嘴在前端出口侧具有在横穿激光的方向上宽度较宽的流道及从流道的前端部朝向喷嘴的前端部形成的狭缝。
技术研发人员:山野边哲朗,大山真哉,龙秀和,新井仁,石村淳平
受保护的技术使用者:本田技研工业株式会社
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!