一种用于冷轧开卷机钢卷上卷的对中方法与流程
1.本发明属于冶金技术领域,尤其涉及一种用于冷轧开卷机钢卷上卷的对中方法。
背景技术:
2.在冶金行业冷轧板带生产过程中,一般是采用钢卷运输小车将钢卷运送到开卷机芯轴端部的预定位置,在上卷前先测量出钢卷的直径,再根据开卷机芯轴的高度,计算出钢卷运输小车需要提升的高度,以保证钢卷中心高度与开卷机芯轴中心高度基本一致,也就是本行业所说的“对中”,然后再进行上卷。在这个操作过程中,钢卷运输小车需要提升的高度值是否准确,对整个上卷作业的成败起着决定性的影响。一旦钢卷运输小车需要提升的高度值产生误差,就会造成钢卷在上卷过程中产生钢卷抽芯,严重时还会发生芯轴顶翻钢卷的事故,损坏设备、影响生产,造成经济损失。为了避免钢卷上卷作业事故的发生,必须有效解决钢卷与开卷机芯轴的“对中”问题,近年来,同行在这方面有着较多的研究。
3.中国发明专利说明书公开了“一种钢卷上卷对中方法(公布号cn111842492a)”,并具体公开了以下内容:上卷小车将钢卷从鞍座上托起到运行位高度后,拖动钢卷向开卷机芯轴方向移动经过光栅,依据公式ε=l2-(s1+s2)/2计算出钢卷放在鞍座上时鞍座中心线和钢卷中心线偏差ε,s1为钢卷边缘与光栅距离、l1为鞍座中心与开卷机芯轴中心距离、s2为钢卷移出光栅时小车行走的距离,钢卷和轧线对中需移动的距离为s=l1-ε,即s=l1-l2+(s1+s2)/2,l2为鞍座中心与光栅距离。该发明可自动计算上卷小车水平移动距离,从而在水平方向上实现对中,然而,这种对中一般可以通过对钢卷运输车的限位设置予以解决。在实际生产中,钢卷的直径是不断变化的,因此,更多需要解决的是在垂直方向上的对中。
4.中国发明专利说明书还公开了“一种钢卷高度对中装置及其方法(公告号n104475463b)”,并具体公开了以下内容:包括上卷小车,其上设置有用于安放钢卷的鞍座、用于调节钢卷高度的升降装置、用于记录提升装置对钢卷提升高度的提升编码器和用于限定机械零点的限位器,上卷小车的移动轨道两侧分别设置有一个立柱,其中一侧立柱上设置有用于发出集中光束的定位光源,另一侧立柱上设置有用于接收定位光源发射光的光接收装置,所述定位光源与所述光接收装置位于同一高度且其连线与所述移动轨道垂直。该方法通过测量钢卷内径上边沿与内径下边沿高度差来获取钢卷的中心,因此需要对钢卷进行反复的提升和下降,且测量所用装置较多,操作比较繁琐。
技术实现要素:
5.一、要解决的技术问题
6.本发明提出一种用于冷轧开卷机钢卷上卷的对中方法,其目的在于:采用便捷的测量与调节方法,实现钢卷中心高度与开卷机芯轴中心高度趋于一致,高效完成“对中”作业。
7.二、技术方案
8.通过测量钢卷与超声波传感器之间的距离来判定钢卷中心高度与开卷机芯轴中
心高度是否一致,所述对中方法所采用的装置包括超声波传感器、钢卷运输车,所述超声波传感器通过立柱安装在钢卷运输车的行走轨道的终端,超声波传感器的波束与开卷机芯轴的中心线垂直交汇,并且与行走轨道的中心线平行且位于同一垂直面;所述钢卷运输车设有承载钢卷的鞍座,鞍座的底部连接升降器;具体包括以下步骤:
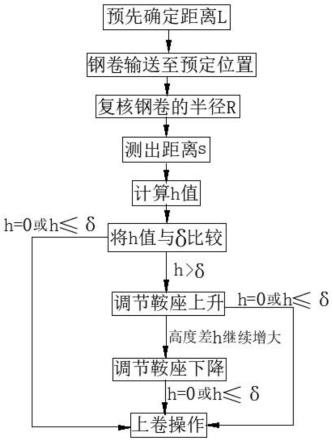
9.1)预先确定超声波传感器与开卷机芯轴中心线之间的垂直距离l;
10.2)钢卷运输车将钢卷输送至上卷的预定位置;
11.3)现场复核钢卷的半径r,并确定钢卷的中心点;
12.4)超声波传感器测出其距离钢卷圆弧面反射点之间的距离s;
13.5)通过公式计算钢卷中心高度与开卷机芯轴中心高度之差h,其中:r为钢卷的半径,l为超声波传感器与开卷机芯轴中心线之间的垂直距离,s为超声波传感器与钢卷圆弧面反射点之间的距离;
14.6)将钢卷中心高度与开卷机芯轴中心高度之差h值与允许误差δ值进行比较;
15.6.1)当h=0时,表明钢卷中心高度与开卷机芯轴中心高度一致,符合对中要求,进入步骤7);
16.6.2)当h≤允许误差δ时,表明钢卷中心高度与开卷机芯轴中心高度之差基本符合对中要求,进入步骤7);
17.6.3)当h》允许误差δ时,表明钢卷中心高度与开卷机芯轴中心高度之差不符合对中要求,此时,发出报警信号并显示h值,同时对承载钢卷的鞍座进行上升或下降调节;
18.6.4)若作上升调节时,h值增大,则改为下降调节,直至h趋于0,进入步骤7);若作下降调节时,h值增大,则改为上升调节,直至h趋于0,进入下一步骤;
19.7)进行上卷操作。
20.步骤5)中所述的计算钢卷中心高度与开卷机芯轴中心高度之差h,是由plc可编程控制器完成的,该plc可编程控制器存有预先输入的r、l信息以及通过编码器获得的来自超声波传感器的实测距离s信息。
21.步骤6)中所述的将钢卷中心高度与开卷机芯轴中心高度之差h值与允许误差δ值进行比较,是由plc可编程控制器完成的。
22.步骤6.3)中所述的对承载钢卷的鞍座进行上升或下降的调节,是驱动模块通过无线接收器接收plc可编程控制器经无线路由器发出的驱动信号,对连接在鞍座底部的升降器进行驱动。
23.步骤6.3)中所述的发出报警信号并显示h值,是plc可编程控制器通过应用服务器驱动报警器发出报警信号,驱动显示器显示h值。
24.所述对中方法所采用的装置还包括连接在行走轨道上的定位器,当该定位器与钢卷运输车的前端接触时,可使钢卷的中心点与开卷机芯轴的中心线位于同一垂直面。
25.三、有益效果
26.本发明一种用于冷轧开卷机钢卷上卷的对中方法,采用便捷的测量与调节方法,实现钢卷中心高度与开卷机芯轴中心高度趋于一致的目的,高效完成“对中”作业,提高了生产效率,保障了安全生产。
附图说明
27.图1是本发明的对中方法流程图。
28.图2是本发明的测控单元结构图。
29.图3是本发明的执行单元结构图。
30.图4是本发明所用装置布局示意图。
31.图5是图4的右视图。
32.图6是钢卷中心高度与开卷机芯轴中心高度一致时的示意图。
33.图7是钢卷中心高度高于开卷机芯轴中心高度时的示意图。
34.图8是钢卷中心高度低于开卷机芯轴中心高度时的示意图。
具体实施方式
35.下面结合附图对本发明的具体实施例作进一步的详细说明,以利于本领域技术人员能够更加清楚的理解。
36.本发明的对中方法是利用勾股定理的原理,通过测量钢卷与超声波传感器之间的距离来判定钢卷中心高度与开卷机芯轴中心高度是否一致。
37.如图2、图3、图4、图5所示,所述的对中方法所采用的装置包括:测控单元、执行单元,所述测控单元包括超声波传感器1、plc可编程控制器、应用服务器,所述超声波传感器通过立柱3安装在钢卷运输车的行走轨道4的终端,超声波传感器的波束5与开卷机芯轴6的中心线7垂直交汇,并且与行走轨道的中心线8平行且位于同一垂直面;所述超声波传感器通过编码器连接plc可编程控制器的输入,所述应用服务器的输入连接plc可编程控制器的输出,应用服务器的输出分别连接无线路由器、报警器、显示器;所述执行单元包括钢卷运输车2、驱动模块、无线接收器,所述钢卷运输车设有承载钢卷的鞍座9,鞍座的底部连接升降器10;所述驱动模块的输入端连接无线接收器,其输出端连接升降器。
38.所述对中方法所采用的装置还包括连接在行走轨道4上的定位器12,该定位器的安装位置设定为:当钢卷运输车2的前端与定位器接触时,钢卷的中心点13与开卷机芯轴6的中心线7位于同一垂直面。由图6可以看出,这一设定不会因钢卷直径的变化而带来影响。因此,本发明的对中方法只需要考虑如何使钢卷中心高度与开卷机芯轴中心高度一致的问题。
39.以下是具体的对中步骤(结合图1):
40.实施例一
41.1)预先确定超声波传感器与开卷机芯轴中心线之间的垂直距离l=3m(如图5所示),这一距离是恒定不变的;
42.2)钢卷运输车将钢卷11输送至上卷的预定位置,并使定位器12与钢卷运输车2的前端紧密接触(如图6所示);
43.3)现场复核钢卷的半径r=2m,并确定钢卷的中心点13;
44.4)超声波传感器测出其距离钢卷圆弧面反射点之间的距离s=1m;
45.5)通过公式计算钢卷中心高度与开卷机芯轴中心高度之差h=0,其中:r为钢卷的半径,l为超声波传感器与开卷机芯轴中心线之间的垂直距离,s为
超声波传感器与钢卷圆弧面反射点之间的距离,这一计算是由plc可编程控制器完成的,该plc可编程控制器存有预先输入的r、l信息以及通过编码器获得的来自超声波传感器的实测距离s信息;
46.6)plc可编程控制器将钢卷中心高度与开卷机芯轴中心高度之差h=0值与允许误差δ=1cm值进行比较;
47.h=0,即:l-s=r时(如图6所示),表明钢卷中心高度与开卷机芯轴中心高度一致,符合对中要求,进入步骤7);
48.7)进行上卷操作。
49.实施例二
50.1)预先确定超声波传感器与开卷机芯轴中心线之间的垂直距离l=3m(如图5所示),这一距离是恒定不变的;
51.2)钢卷运输车将钢卷11输送至上卷的预定位置,并使定位器12与钢卷运输车2的前端紧密接触(如图6所示);
52.3)现场复核钢卷的半径r=2m,并确定钢卷的中心点13;
53.4)超声波传感器测出其距离钢卷圆弧面反射点之间的距离s=1.01m;
54.5)通过公式计算钢卷中心高度与开卷机芯轴中心高度之差h=20cm,其中:r为钢卷的半径,l为超声波传感器与开卷机芯轴中心线之间的垂直距离,s为超声波传感器与钢卷圆弧面反射点之间的距离,这一计算是由plc可编程控制器完成的,该plc可编程控制器存有预先输入的r、l信息以及通过编码器获得的来自超声波传感器的实测距离s信息;
55.6)plc可编程控制器将钢卷中心高度与开卷机芯轴中心高度之差h=20cm值与允许误差δ=1cm值进行比较;
56.h》允许误差δ,(如图7所示),表明钢卷中心高度与开卷机芯轴中心高度之差不符合对中要求,此时,plc可编程控制器通过应用服务器驱动报警器发出报警信号,并驱动显示器显示h值;同时驱动模块通过无线接收器接收plc可编程控制器经无线路由器发出的驱动信号,驱动连接在鞍座底部的升降器对承载钢卷的鞍座进行上升或下降调节;
57.当h》允许误差δ时,并不知道钢卷中心高度是高于开卷机芯轴中心高度,还是低于开卷机芯轴中心高度,下一步骤可以很好的弥补这一缺陷;
58.若作上升调节时,h值增大,则改为下降调节,直至h趋于0,进入步骤7);若作下降调节时,h值增大,则改为上升调节,直至h趋于0,进入步骤7);
59.本实施例在进行下降调节时h值趋于0,然后进入步骤7);
60.7)进行上卷操作。
61.实施例三
62.1)预先确定超声波传感器与开卷机芯轴中心线之间的垂直距离l=3m(如图5所示),这一距离是恒定不变的;
63.2)钢卷运输车将钢卷11输送至上卷的预定位置,并使定位器12与钢卷运输车2的前端紧密接触(如图6所示);
64.3)现场复核钢卷的半径r=2m,并确定钢卷的中心点13;
65.4)超声波传感器测出其距离钢卷圆弧面反射点之间的距离s=1.005m;
66.5)通过公式计算钢卷中心高度与开卷机芯轴中心高度之差h=14cm,其中:r为钢卷的半径,l为超声波传感器与开卷机芯轴中心线之间的垂直距离,s为超声波传感器与钢卷圆弧面反射点之间的距离,这一计算是由plc可编程控制器完成的,该plc可编程控制器存有预先输入的r、l信息以及通过编码器获得的来自超声波传感器的实测距离s信息;
67.6)plc可编程控制器将钢卷中心高度与开卷机芯轴中心高度之差h=14cm值与允许误差δ=1cm值进行比较;
68.h》允许误差δ(如图8所示),表明钢卷中心高度与开卷机芯轴中心高度之差不符合对中要求,此时,plc可编程控制器通过应用服务器驱动报警器发出报警信号,并驱动显示器显示h值;同时驱动模块通过无线接收器接收plc可编程控制器经无线路由器发出的驱动信号,驱动连接在鞍座底部的升降器对承载钢卷的鞍座进行上升或下降调节;
69.当h》允许误差δ时,并不知道钢卷中心高度是高于开卷机芯轴中心高度,还是低于开卷机芯轴中心高度,下一步骤可以很好的弥补这一缺陷;
70.若作上升调节时,h值增大,则改为下降调节,直至h趋于0,进入步骤7);若作下降调节时,h值增大,则改为上升调节,直至h趋于0,进入步骤7);
71.本实施例在进行上升调节时h值趋于0,然后进入下一步骤;
72.7)进行上卷操作。
73.本发明一种用于冷轧开卷机钢卷上卷的对中方法,采用便捷的测量与调节方法,实现钢卷中心高度与开卷机芯轴中心高度趋于一致的目的,高效完成“对中”作业,提高了生产效率,保障了安全生产。
74.本发明不局限于上述具体实施方式,本领域技术人员根据本发明的构思对其技术方案所作出的各种改进,均应落入本发明所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1