一种丝线焊接装置及方法与流程
1.本发明涉及焊接技术领域,具体为一种丝线焊接装置及方法。
背景技术:
2.目前焊接方法主要分为三类,即熔化焊、固相焊和钎焊。熔化焊是通过加热的方式将被焊材料熔化后凝固实现焊接的,一般采用电弧、激光或者电子束等热源将材料熔化,焊后在焊缝两侧存在明显热影响区;固相焊过程中材料一般不发生熔化,通过外力的作用,在非液态方式下实现连接,例如超声波焊、爆炸焊、摩擦焊等,固相焊的特点是焊接过程中需要较大的力的作用;钎焊是在两被焊零件之间通过钎料的熔化,并和母材之间形成相互扩散从而实现连接的,钎焊过程中母材不熔化,相比于其他两种焊接方法,钎焊接头强度相对较弱;以上三种基本焊接方法存在以下缺点:(1)热影响区较大:特别是熔化焊,接头失效位置往往位于热影响区,是整个焊接接头的薄弱区;(2)焊接过程中存在较大的力的作用:固相焊过程中一般需要较大的力的作用,例如,传统搅拌摩擦焊需要背部有刚性支撑,焊接过程中一般需要有几千牛顿的下压力,这一缺陷使得固相焊的应用范围较小,特别是复杂结构的焊缝不适用于固相焊。
3.(3)焊缝强度偏低:这一缺点主要存在于钎焊,钎焊过程中钎料的性能一般低于母材的性能,并且钎焊接头的高温服役性能较差。
4.通过电火花沉积技术可实现材料的表面改性,利用放电时产生的热量熔化电极,熔化的电极材料沉积在基体材料表面,二者之间形成冶金结合,基体材料原有的硬度、耐磨性、耐蚀性等都会有一定程度的优化;但是电火花加工的电极为消耗品,且无法实现两块材料的焊接。为此,我们提供一种新的焊接方式,具体为一种丝线焊接装置及方法。
技术实现要素:
5.为了解决上述问题,本发明的目的在于提供了一种丝线焊接装置及方法,通过这种焊接装置和焊接方法可获得极小的焊接热影响区,焊接过程中也无需较大力的作用,接头强度高。
6.本发明可以通过以下技术方案实现:一种丝线焊接装置,包括电源、放电体和焊接基体,所述电源的两极通过两根导线与放电体连通或分别与放电体和焊接基体连接,在焊接过程中,所述放电体与所述焊接基体之间相对移动。
7.本发明的进一步技术改进在于:所述电源为直流电源、交流电源或脉冲电源中的一种。
8.本发明的进一步技术改进在于:还包括用于带动放电体相对焊接基体移动的运动组件,所述运动组件至少在一个方向拥有自由度。
9.本发明的进一步技术改进在于:利用两焊接基体之间的放电体,开启电源,在放电
体与焊接基体之间产生脉冲放电或直接使放电体产生电阻热,对焊接基体的待焊接处进行熔化,从而实现两焊接基体之间的焊接。
10.本发明的进一步技术改进在于:当焊接基体为导线金属材料时,选用交流电源或者脉冲电源,击穿放电体与焊接基体之间的介质,形成电火花,电火花的瞬时高温可以使待焊金属局部熔化,凝固后形成稳定连接。
11.本发明的进一步技术改进在于:当焊接基体为非导电聚合物材料时,选用直流电源,将放电体加热到非导电聚合物材料的软化温度至上,升温后的放电体直接接触焊接基体使其局部熔化,凝固后形成稳定连接。
12.本发明的进一步技术改进在于:针对孔洞修复焊接,在孔洞内填入填充料,放电体采用脉冲放电的方式,熔化孔洞底部填充料,凝固后形成焊点;当焊点不足以修复孔洞时,再次填入填充料,重复以上操作。
13.本发明的进一步技术改进在于:孔洞包括通孔或盲孔,当孔洞为通孔时,先通过放电体对孔洞底部进行放电使其变为盲孔后再进行填充料的添加;若孔洞的形状为螺旋状时,使放电体在孔洞中往复扫描运动,且扫描半径逐渐扩大,孔洞的四周材料熔化凝固后形成凹陷,在凹陷中反复添加填充料并进行放电熔化,最终实现孔洞修复焊接。
14.本发明的进一步技术改进在于:当需要在焊接基体上进行增材制造时,在焊接基体上表面均匀铺展一层增材原料,利用放电体进行脉冲放电,待焊接基体与增材原料稳定结合后,重复铺展与放电操作,实现层层增材制造,增材制造过程中使用的放电体为条状或模块阵列式。
15.本发明的进一步技术改进在于:在焊接过程中,所述放电体与焊接基体的相对运动路径包括沿焊缝的直线运动或往复扫描运动。
16.与现有技术相比,本发明具备以下有益效果:1、通过此方式焊接后的母材热影响区极小,几乎无热影响区,不存在传统焊接方法热影响区大,接头性能差的问题。
17.2、焊接过程中无须力的作用,可以焊接异形复杂结构,接头性能好。
18.3、可以实现金属、陶瓷、聚合物基玻璃等同种材料及异种材料的有效连接。
19.4、可以焊接对接接头、搭接接头及对搭接接头等多种接头形式。
20.5、可以实现缝焊及点焊功能,也可以实现缺陷修复。
21.6、可以实现堆焊,也可以实现精密复杂结构的增材制造。
附图说明
22.为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。
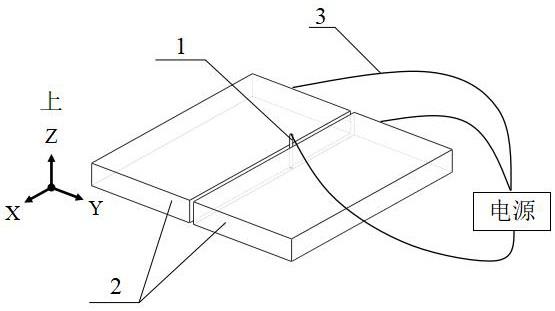
23.图1为本发明的导电金属材料丝线焊接方法原理图;图2为本发明的非导电聚合物材料丝线焊接方法原理图;图3为本发明的丝材/线材底部与待焊材料底面平齐焊接结构示意图;图4为本发明的丝材/线材底部与待焊材料底面不平齐焊接结构示意图;图5为本发明的非导电聚合物材料焊接结构示意图;图6为本发明的加热棒导线一端引出焊接结构示意图;
图7为本发明的垂直孔洞修复/点焊过程示意图;图8为本发明的螺旋形孔洞修复/点焊过程示意图;图9本发明的增材制造结构示意图;图10本发明的增材制造结构xoz向示意图;图11本发明的增材制造结构yoz向示意图;图12本发明的方形导电丝材/线材/棒材增材制造结构示意图;图13本发明的阵列放电增材制造结构yoz向示意;图14本发明的一维阵列放电块排布示意图;图15本发明的二维阵列放电块排布示意图;图16本发明的扫描焊接状态示意图。
24.图中:1、焊接丝材/线材;2、待焊材料;3、导通线;4、导电块;5、运动结构;6、夹具;7、工作台;9、加热熔化区;10、填充材料;11、放电线材;12、待增材原料;13、基体;11-1、放电块固定基座;11-2、放电块。
具体实施方式
25.为更进一步阐述本发明为实现预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如下。
26.请参阅图1-16所示,一种丝线焊接装置,包括电源、放电体和运动组件,其中,电源可以是脉冲电源、直流电源或交流电源,针对不同的待焊接材料,需要配合使用不同的电源,具体对应关系为:针对导电金属材料,需要采用脉冲或交流电源,而不能使用直流电源;针对非导电聚合物材料,使用上述三种电源均可,该丝线焊接装置利用位于两种待焊接材料之间的丝材/线材,通过脉冲放电或电阻热的方式,实现两种待焊接材料的焊接,需要注意的是,本技术中的放电体可以根据待焊接材料的体积不同和焊接场景不同选择对应直径的丝材或线材甚至棒材,本技术中的运动组件可以单自由度的平移组件、双自由度的移动组件或者在多自由度移动组件,运动组件可以基于滑动模组或者齿轮齿条啮合传动结构实现;使用上述丝线焊接装置在不同应用场景中的焊接方法,本技术利用多个实施例进行说明:实施例一:导电金属材料焊接当对导电金属材料进行焊接时,该丝线焊接装置还包括工作台7和夹具6,夹具6固定安装在工作台7上,将两个待焊材料2固定安装在夹具6上,焊接丝材/线材1与导电块4连接并通过导电块4与运动结构5固定连接,电源的两个电极分别通过两根导通线3与导电块4和待焊材料2连接,在运动结构5的带动下,焊接丝材/线材1可以进行空间三维运动,配合焊接的完成;需要说明的是,若夹具6和待焊材料2之间能够导通电流,则直接将与电源一个电极连接的导通线3和夹具6连接即可;运动结构5可以为导轨滑块结构或者齿轮齿条结构;焊接时,焊接丝材/线材1与待焊材料2不接触,两者之间存在一定间隙,在脉冲电源或者交流电源的作用下可击穿间隙介质(如空气),实现放电,形成电火花,电火花的瞬时高温可以熔化待焊材料2,凝固后形成焊缝;
焊接丝材/线材1的下端可与待焊材料下表面平齐,也可以冒出或者缩进待焊材料2下表面,以满足不同焊接接头的质量需求与工况;另外,焊接丝材/线材1的下端部可为圆形或者其他无尖端形状,防止尖端放电导致焊缝质量差的情况发生。
27.实施例二:非导电聚合物材料焊接在这种焊接场景下的丝线焊接装置与实施例一中的装置组成相同,同样,包括工作台7和夹具6,夹具6固定安装在工作台7上,将两个待焊材料2固定安装在夹具6上,焊接丝材/线材1与导电块4连接并通过导电块4与运动结构5固定连接,电源的两个电极分别通过两根导通线3与导电块4和待焊材料2连接,在运动结构5的带动下,焊接丝材/线材1可以进行空间三维运动,配合焊接的完成;在进行焊接时,焊接丝材/线材1与待焊材料2保持接触,焊接丝材/线材1在电源的作用下被加热到一定温度,该温度高于待焊材料2的软化温度,且低于焊接丝材/线材1的熔点,通过接触热传导的作用熔化待焊材料2,凝固后形成焊缝;这种方式不仅可以焊接非导电聚合物等材料,也可焊接玻璃等非晶材料,例如焊接玻璃时,加热焊接丝材/线材1达到待焊玻璃的软化温度以上,通过接触传热的方式将玻璃与焊接丝材/线材1接触的区域软化后凝固,实现玻璃的焊接;在这种焊接方式中,可以使用电阻加热棒代替焊接丝材/线材1,与电源接触的两根导通线3均从电阻加热棒的一端引出,避免焊接丝材/线材1的上下两端均需要连接导线。
28.实施例三:孔洞修复或点焊进行孔洞修复/点焊相比于实施例一和实施例二中的两种焊接方法,所使用的焊接装置相同,但是这种焊接方式与上述两种方式存在两个不同点,首先需要进行材料填充;其次,焊接形成的不是缝焊,而是在某一固定位置进行点焊;孔洞修复/点焊针对孔洞的形式不同有不同的具体焊接步骤:(1)针对垂直孔洞的孔洞修复/点焊方法步骤一、若当前孔洞为通孔结构,首先利用焊接丝材/线材1的下端端部放电,将待焊材料2熔化后凝固,形成盲孔结构;若当前孔洞直接就是盲孔结构,则直接调至步骤二;步骤二、移除焊接丝材/线材1,并将一定量的填充材料10放入到盲孔结构中;步骤三、重新将焊接丝材/线材1放入至盲孔中,通过焊接丝材/线材1与填充材料10之间的放电,熔化填充材料10,并使其与待焊材料2之间实现有效结合;步骤四、重复上述步骤二和步骤三,可以实现逐层的点焊,从而完成孔洞修复/点焊,修复完成后,点焊的焊缝为垂直型。
29.(2)针对螺旋形孔洞修复/点焊方法步骤一、若当前孔洞为通孔结构,首先利用焊接丝材/线材1的下端端部放电,将待焊材料2熔化后凝固,形成盲孔结构;若当前孔洞直接就是盲孔结构,则直接调至步骤二;步骤二、使焊接丝材/线材1在盲孔结构中做往复扫描运动,将盲孔的四周材料熔化至盲孔底部并最终凝固,实现盲孔底部的填充,此时,盲孔直径被扩大;步骤三:重复步骤二的过程,由于盲孔直径在不断扩大,所以需要增加焊接丝材/线材1在盲孔结构中做往复扫描运动的幅度,不断将盲孔的四周材料熔化至盲孔底部,最终在待焊材料2表面形成一个凹陷;
步骤四:在步骤三形成的凹陷中填入一定量的填充材料10,将焊接丝材/线材1移动至填充材料10处,通过焊接丝材/线材1末端与填充材料10之间的放电,熔化填充材料10,并使其与待焊材料2之间实现有效结合;步骤五:重复步骤四,可以实现逐层的点焊,从而实现孔洞修复/点焊,修复完毕后的点焊的焊缝为喇叭型。
30.针对孔洞的点焊/修复过程,需要说明的是:点焊过程中的填充材料10可以为粉末状、颗粒球状或薄片状材料;点焊过程中,焊接丝材/线材1的自由端(即不与导线连接的一端)可采用圆形、弧形等结构,避免尖端放电,造成放电不均匀的情况;且除下端放电部位外的其他部分均可用绝缘材料进行包裹;点焊过程中,焊接丝材/线材1的下端放电部位或与待焊材料2接触部分(待焊材料2为非导电聚合物材料时)的尺寸不小于其他部分的尺寸。
31.实施例四:堆焊/增材制造对于堆焊/增材制造过程,如图所示,在基体13上均匀铺设有待增材原料12,放电线材11通过导线与电源连接,基体13也通过导线与电源连接,放电线材11放置在待增材原料12的正上方且两者保持一定距离,需要注意的是,这里所说的均匀铺设指的时密度均匀且厚度一致;在堆焊/增材制造时,通过外部移动组件使得放电线材11相对于待增材原料12进行相对运动,通过脉冲或交流电在放电线材11与待增材原料12之间形成电火花,从而熔化待增材原料12,使之凝固后与基体13实现有效的连接;每层待增材原料12熔化凝固后,在熔化凝固后的基体13上再均匀铺展一层待增材原料12,然后继续放电加工;重复上述步骤,通过一层一层的待增材原材料熔化凝固,即可实现堆焊/增材制造。
32.上述的放电线材11也可以是丝材或棒材,其截面形状可以是圆形或者是方形,若为方形,则方形的一侧面与基体13上表面平行,如图所示;需要说明的是,不仅仅可以通过一层层的铺展待增材原料12进行简单的层层增材,还可以采用一维/二维阵列式放电模块代替放电线材11,通过规律地给不同放电块通电,从而实现局部待增材原料12的熔化凝固,进而可以实现复杂精密结构件的增材制造,其中,一维/二维阵列式放电模块包括放电块固定基座11-1,放电块固定基座11-1的底部均匀固定安装有若干矩形放电块11-2。
33.在上述的多个实施例中,在焊接或者增材过程中可以采用真空或惰性气体保护,也可以直接在空气环境下进行焊接;在待焊材料2的类型、厚度等不同工况下,可选用不同材质、不同直径的丝材/线材;在丝材/线材运动前方,可采用导向结构,保证两个待焊材料2之间间隙一致,从而使得焊接过程中丝材/线材与两个待焊材料2表面之间的相对间隙一致;为了防止重力作用下,被熔化的待焊材料向下塌陷,焊接过程中丝材/线材可有规律地上下运动,例如,采用脉冲电源焊接金属,脉冲时刻,待焊金属局部熔化,丝材/线材向z正向运动(重力方向为z负向),非脉冲时刻,丝材/线材向z负向运动,相邻两次运动距离相
等,回归原位;焊接过程中丝材/线材在xy平面上不仅可以只沿着焊缝行走,还可以做往复性扫描运动,例如圆形、月牙形或者三角形等形状,丝材/线材边沿着焊缝行走,边做往复性扫描运动,如图16所示,增加焊接区域,也增加加热熔化区9中的液态金属的搅动,提升焊接接头质量;焊接过程中可待焊材料2不动,丝材/线材沿着焊缝运动;也可丝材/线材不动,待焊材料2运动,保证丝材/线材始终处于焊缝中;也可丝材/线材和待焊材料2均运动,实现焊接。
34.为了防止丝材/线材在焊接导电金属过程中过热产生熔化或者烧损,可以采用中空丝材/线材,在焊接过程中通有液体介质,如冷却水,吸收丝材/线材上热量,保证丝材/线材在焊接过程中温度恒定,远低于丝材/线材的熔点;本发明说明的焊接方法可焊接对接焊缝、搭接焊缝及对搭接焊缝,只需保证丝材/线材的形状与待焊金属焊缝间隙形状一致即可;在垂直于焊缝平面方向可施加侧向压力,提升焊接质量。
35.该焊接方法不仅可熔化两侧金属材料,实现熔化焊接,还可实现金属与陶瓷、金属与塑料及陶瓷与塑料的焊接,实现熔钎焊。如金属与陶瓷焊接时,采用实施例一的导电金属材料焊接方法,电源两电极分别与丝材/线材及金属母材连接,熔化的金属母材与陶瓷接触并凝固,实现熔钎焊。金属与塑料或者陶瓷与塑料焊接时,采用实施例二的非导电聚合物等材料焊接方法,电源两电极与丝材/线材两端连接,丝材/线材在电流作用下被加热,从而加热塑料,熔化的塑料与金属或者陶瓷接触并凝固,实现熔钎焊。
36.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明,任何本领域技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1