一种铝合金生产设备的制作方法
1.本发明涉及铝合金加工技术领域,更具体的说是一种铝合金生产设备。
背景技术:
2.铝合金是工业中应用最广泛的一类有色金属结构材料。在航空、航天、汽车、机械制造、船舶及化学工业中已大量应用。工业经济的飞速发展,对铝合金结构件的需求日益增多,使铝合金的加工性研究也随之深入。目前铝合金是应用最多的合金。铝易于加工,可制成各种型材、板材,抗腐蚀性能好。但是纯铝的强度很低,故不宜作结构材料。通过长期的生产实践和科学实验,人们逐渐以加入合金元素及运用热处理等方法来强化铝,这就得到了一系列的铝合金。铝合金在使用过程中通常要采用切割来得到合适的长度,但是由于铝合金的材料特性,在铝合金切口处常常会出现毛刺,发现毛刺后还需要人工使用打磨机进行清理,既增加劳动强度,又容易对操纵人员造成伤害。
3.目前的铝合金生产设备,缺少一种铝合金生产设备能够将铝合金零件切口上的毛刺自动进行清理。
技术实现要素:
4.为克服现有技术的不足,本发明提供一种铝合金生产设备,能够将铝合金零件切口上的毛刺自动进行清理。
5.本发明解决其技术问题所采用的技术方案是:
6.一种铝合金生产设备,包括底架、滑板、轴架、打磨轮a、打磨轴、压磨环、驱动轴和皮带轮a,滑板滑动连接在底架上,滑板与底架之间固定连接有两个弹簧,滑板上滑动连接有两个轴架,两个轴架均转动连接在打磨轴上,压磨环滑动连接在打磨轴上,压磨环通过五个螺栓将打磨轮a夹持在打磨轴上,打磨轴后端固定连接有驱动轴,驱动轴后端固定连接有皮带轮a。
7.还包括推块、打磨轮b、推板、翻块和推槽,推板滑动连接在滑板上,推板与滑板之间固定连接有两个弹簧,推板上开设有推槽,推槽中滑动连接有推块,推块与推板之间固定连接有一个弹簧,推块前端转动连接有打磨轮b,打磨轮b与驱动轴皮带传动,翻块转动连接在滑板上。
8.还包括切割轴、切割片1和皮带轮b,切割片转动连接在滑板上,切割片后端固定连接有切割轴,切割轴上固定连接有皮带轮b,皮带轮b与皮带轮a皮带传动。
附图说明
9.下面结合附图和具体实施方法对本发明做进一步详细的说明。
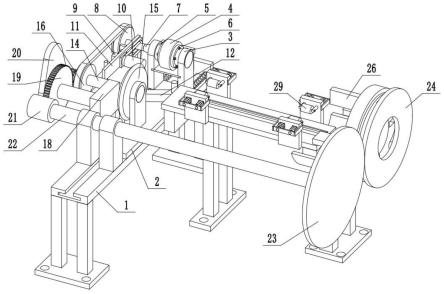
10.图1为本发明中一种铝合金生产设备的结构示意图;
11.图2为本发明中底架和滑板的结构示意图;
12.图3为本发明中滑板和翻块的结构示意图;
13.图4为本发明中打磨轮b和推板的结构示意图;
14.图5为本发明中滑板和切割片的结构示意图;
15.图6为本发明中齿轮b和齿轮c的结构示意图;
16.图7为本发明中夹环和底架的结构示意图;
17.图8为本发明中夹环和摩擦轮e的刨面视图;
18.图9为本发明中夹块的结构示意图;
19.图10为本发明中摩擦轮d和摩擦轮e的结构示意图;
20.图11为本发明中电磁铁和打磨轴的刨面视图;
21.图12为本发明中收集箱的结构示意图;
22.图13为本发明中导轮和底架的结构示意图;
23.图14为本发明中制动块和滑板的结构示意图。
具体实施方式
24.参考图1至图3,根据图中所示可以得到打磨铝合金切口外表面毛刺的过程:
25.本发明包括底架1、滑板2、轴架3、打磨轮a4、打磨轴5、压磨环6、驱动轴7和皮带轮a8,滑板2滑动连接在底架1上,滑板2与底架1之间固定连接有两个弹簧,滑板2上滑动连接有两个轴架3,两个轴架3均转动连接在打磨轴5上,压磨环6滑动连接在打磨轴5上,压磨环6通过五个螺栓将打磨轮a4夹持在打磨轴5上,打磨轴5后端固定连接有驱动轴7,驱动轴7后端固定连接有皮带轮a8,铝合金在切割之后,切口处常常会伴随有毛刺出现,毛刺在使用过程之中会影响各个铝合金零件之间的连接,造成连接不稳定和连接不水平等问题,所以一般在切口处发现毛刺,都需要人工使用打磨机将毛刺打磨干净,但是人工打磨毛刺时容易造成飞溅伤害到操作人员,所以在想要清理毛刺时使用本设备,使皮带轮a8进行转动会带动驱动轴7进行转动,驱动轴7转动会带动打磨轴5进行转动,打磨轴5上通过五个螺栓和压磨环6将打磨轮a4夹持在打磨轴5上,这样打磨轮a4就会跟随打磨轴5进行转动,打磨轮a4为表面粗糙的打磨片,打磨轮a4进行转动会将接触到它的铝合金进行打磨,当打磨轮a4长时间打磨表面光滑后,更换打磨轮a4的过程是,两个轴架3是滑动连接在滑板2上的,之后滑板2上开设有两个圆孔,通过往两个圆孔中插入销轴来将两个滑板2相对静止的滑在滑板2内,之后将前端的轴架3滑出滑板2后,就可以将五个螺母拧下来之后将压磨环6从打磨轴5上取下来,之后在将光滑的打磨轮a4从五个螺栓取下来,之后在将新的打磨轮a4放入到五个螺栓中,之后在放入压磨环6在将五个螺栓的螺母拧紧,这样就会有新的打磨轮a4被夹持在打磨轴5上,之后当有铝合金拥有毛刺的位置接触到转动的打磨轮a4后,打磨轮a4可以通过摩擦将铝合金拥有毛刺的位置打磨光滑,以此来得到打磨铝合金切口外表面毛刺的效果。
26.参考图1至图4,根据图中所示可以得到清理铝合金内壁切口毛刺的过程:
27.本发明还包括推块9、打磨轮b10、推板11、翻块12和推槽13,推板11滑动连接在滑板2上,推板11与滑板2之间固定连接有两个弹簧,推板11上开设有推槽13,推槽13中滑动连接有推块9,推块9与推板11之间固定连接有一个弹簧,推块9前端转动连接有打磨轮b10,打磨轮b10与驱动轴7皮带传动,翻块12转动连接在滑板2上,铝合金不止外表面常常拥有毛刺,铝合金型材的切口内壁毛刺才是难以清理的,想要清理铝合金切口内壁的毛刺时,滑板2是滑动连接在底架1上的,铝合金位置固定通过滑板2的左右滑动会使打磨轮a4与铝合金
外表面分离或者接触,滑板2左右滑动也会带动推块9、打磨轮b10、推板11、翻块12和推槽13左右移动,翻块12是转动连接在滑板2上的,翻块12的前端设置有凸起圆块,翻块12的后端设置有长圆块,长的圆块是与推板11相接触的,当滑板2在底架1上向右侧滑动时,会带动打磨轮a4向右移动,之后向右移动的滑板2也会带动翻块12一起向右移动,之后向右移动的翻块12会带动它上的凸起圆块一起向右移动,凸起圆块向右移动过程中会先接触到位置不变的铝合金型材外表面上,之后滑板2会带动打磨轮a4会继续向右移动,但是翻块12的凸起圆块被圆形的铝合金型材外表面阻挡,翻块12无法在继续向右移动,所以翻块12就会造成逆时针转动,翻块12逆时针转动会使翻块12后端的长圆块向前移动,向前移动的长圆块会将滑动连接在滑板2上的推板11向前推进,推板11向前移动会带动滑动连接在推槽13中的推块9向前移动,同时推板11也会推动打磨轮b10与驱动轴7皮带传动的皮带向前移动,当皮带在驱动轴7上向前移动时,驱动轴7的直径会慢慢变大,之后皮带的周长是固定的,围绕在驱动轴7的皮带长度就会增大,皮带会拉动打磨轮b10向左侧移动,这样就形成了打磨轮b10向前移动一段距离,之后打磨轮b10又一起向前和向左移动,当打磨轮a4接触到铝合金型材外表面后,打磨轮b10伸进了圆形铝合金型材的内腔,并且打磨轮a4和打磨轮b10会将圆形铝合金型材的侧壁夹持住,在这个过程之中打磨轮a4一直是转动的,打磨轮a4转动会通过皮带带动打磨轮b10一起转动,之后转动的打磨轮a4和转动的打磨轮b10将圆形铝合金型材侧壁夹持住后,使圆形的铝合金型材自身也进行转动,这样转动的打磨轮a4和转动的打磨轮b10就可以打磨圆形的铝合金型材内壁和外表面的毛刺,将圆形的铝合金型材切口位置的毛刺全部清理干净,之后当滑板2在底架1上向左侧滑动时,打磨轮a4先与圆形的铝合金型材外表面分离,推板11与滑板2之间固定连接有两个弹簧,当滑板2向左侧滑动时,翻块12会顺时针进行转动,之后长圆块不会在挤压推板11,推板11会在两个弹簧的作用下向后端移动,向后移动的推板11会带动推块9向后移动,推块9向后移动会带动转动连接在它上的打磨轮b10一起向后移动,打磨轮b10在向后移动过程中会带动打磨轮b10与驱动轴7之间的皮带一起向后移动,驱动轴7后端的轴直径越来越小,推块9与推板11之间固定连接有弹簧,弹簧会推动推块9在推槽13中向右侧移动,向右侧移动的推块9会带动打磨轮b10一起向右移动,这样打磨轮b10就会与圆形的铝合金型材内壁分离,之后当推板11回复到起始位置后,打磨轮b10退出圆形的铝合金型材内腔,同时推板11会顶着翻块12顺时针转动到起始为位置,这样就将圆形的铝合金型材切口位置的内壁和外表面打磨光滑,以此来得到清理铝合金内壁切口毛刺的效果。
28.参考图1至图6,根据图中所示可以得到切割铝合金型材的过程:
29.本发明还包括切割轴14、切割片15和皮带轮b16,切割片15转动连接在滑板2上,切割片15后端固定连接有切割轴14,切割轴14上固定连接有皮带轮b16,皮带轮b16与皮带轮a8皮带传动,皮带轮b16转动就会通过皮带带动皮带轮a8进行转动,皮带轮a8转动就会带动打磨轮a4进行转动,之后皮带轮b16进行转动会带动切割轴14进行转动,切割轴14会带动切割片15进行转动,转动的切割片15可以将接触到它的铝合金型材进行切割,滑板2在底架1上进行左右滑动,铝合金型材位于切割片15和打磨轮a4之间,之后铝合金型材保持位置不动,滑板2向左侧移动会带动切割片15一起向左侧移动,向左侧移动的切割片15会接触到铝合金型材,之后滑板2带动切割片15继续向左侧移动,转动的切割片15可以将遇见的铝合金型材进行切割,切割之后再将滑板2向右侧移动,使切割片15退回到起始位置,以此来得到
切割铝合金型材的效果。
30.参考图1至图6,根据图中所示可以得到切割片15自动转动的过程:
31.本发明还包括齿轮b17、电机18和齿轮c19,齿轮b17固定连接在切割轴14的后端,电机18固定连接在滑板2上,电机18的输出轴上固定连接有齿轮c19,齿轮c19与齿轮b17啮合传动,电机18会带动输出轴上固定连接的齿轮c19进行转动,齿轮c19转动会带动齿轮b17进行转动,齿轮b17转动会带动皮带轮b16进行转动,皮带轮b16转动会带动切割轴14进行转动,切割轴14会带动切割片15进行转动,之后皮带轮b16转动又通过皮带传动带动皮带轮a8进行转动,皮带轮a8转动会带动驱动轴7进行转动,驱动轴7带动打磨轮a4进行转动,驱动轴7转动又会带动打磨轮b10进行转动,这样打磨轮a4、打磨轮b10和切割片15就会同时转动,以此来得到切割片15自动转动的效果。
32.参考图1至图10,根据图中所示可以得到将铝合金型材夹持住的过程:
33.本发明还包括摩擦轮e24、拉板25、夹块26、夹环27和夹槽28,夹环27转动连接在底架1上,夹环27上开设有四个夹槽28,四个夹槽28中均滑动连接有夹块26,四个拉板25的一端均转动连接有夹块26,四个拉板25的另一端均转动连接在摩擦轮e24上,将铝合金型材穿过摩擦轮e24中的圆孔,之后顺时针转动摩擦轮e24,摩擦轮e24进行顺时针转动会带动四个拉板25的一端进行顺时针转动,四个拉板25的另一端上均转动连接有夹块26,四个拉板25的长度是不变的,当四个拉板25顺时针转时,会带动四个拉板25的另一端向中心进行靠拢,四个拉板25的另一端就会带动四个夹块26在四个夹槽28中向中心靠拢,向中心靠拢的四个夹块26会将穿过摩擦轮e24圆孔的铝合金型材夹持住,当四个夹块26将铝合金型材夹持住后,摩擦轮e24继续转动会使四个夹块26夹持住铝合金型材之后带动夹环27进行顺时针转动,当想要松开铝合金型材时,将摩擦轮e24逆时针进行转动,摩擦轮e24逆时针转动会带动四个拉板25逆时针转动,逆时针转动的四个拉板25会将四个夹块26在四个夹槽28中向外侧推动,四个夹块26就会将铝合金型材松开,以此来得到将铝合金型材夹持住的效果。
34.参考图1至图10,根据图中所示可以得到滑板2自动左右移动的过程:
35.本发明还包括凸轮20、摩擦轮c21、摩擦轴22和摩擦轮d23,凸轮20固定连接在齿轮c19上,摩擦轴22转动连接在底架1上,摩擦轴22后端固定连接有摩擦轮c21,摩擦轮c21与凸轮20摩擦传动,摩擦轴22前端固定连接有摩擦轮d23,摩擦轮d23与摩擦轮e24摩擦传动,摩擦轮c21与凸轮20摩擦传动,凸轮20顺时针进行转动,凸轮20会顶在摩擦轮c21的外表面上带动摩擦轮c21进行逆时针转动,当凸轮20在转动过程中,凸轮20上有一段的凸起,当凸轮20的凸起部分转动到与摩擦轮c21接触位置后,凸轮20凸起部分会顶在摩擦轮c21上,之后凸轮20整体会向左侧移动,之后凸轮20会带动电机18向左侧移动,电机18会带动滑板2在底架1上向左侧滑动,之后当凸轮20上的凸起转动过与摩擦轮c21接触位置后,滑板2与底架1之间的两个弹簧要回复到起始位置,两个弹簧又会推动滑板2在底架1上向右侧移动,在这个过程中凸轮20一直与摩擦轮c21进行摩擦传动,摩擦轮c21逆时针转动会通过摩擦轴22带动摩擦轮d23进行逆时针转动,逆时针转动摩擦轮d23会带动摩擦轮e24进行顺时针转动,摩擦轮e24顺时针转动就会带动四个夹块26将铝合金型材夹持住,滑板2继续向左侧移动时,摩擦轮c21还会继续转动,这时摩擦轮e24会带动四个夹块26将铝合金型材夹持住后,带动夹环27在底架1上一起进行顺时针转动,当凸轮20通过凸起部分后还会继续转动,这时向右侧移动的滑板2会带动打磨轮a4接触到铝合金型材的外表面上,这样打磨铝合金型材的同
时,铝合金型材自身又会被四个夹块26夹持住进行转动,以此来得到滑板2自动左右移动的效果。
36.参考图1至图11,根据图中所示可以得到防止打磨下来的毛刺飞溅的过程:
37.本发明还包括电磁铁30,电磁铁30设置在打磨轴5内部,电磁铁30通上电源之后会产生磁力,打磨轮a4和打磨轮b10不止可以打磨铝合金材料上的毛刺,还可以打磨一般的圆形金属型材切口上的毛刺,铝合金为了拥有一定的硬度,也会在铸造过程中掺加铁粉,加入少量铁粉的铝合金型材会被磁体吸引,虽然对铝合金的磁吸效果不如其他的金属,但是当将铝合金型材上的毛刺打磨成粉末后,电磁铁30还会将金属粉末磁吸在打磨轮a4的表面上,能够防止将毛刺打磨后的粉末到处飞溅污染加工环境,以此来得到防止打磨下来的毛刺飞溅的效果。
38.参考图1至图12,根据图中所示可以得到收集金属粉末的过程:
39.本发明还包括毛刷31和收集箱32,毛刷31固定连接在其中一个轴架3上,收集箱32滑动连接在两个轴架3上,滑板2是在底架1上进行左右滑动的,当滑板2滑动到左端时,切割片15会将接触到的金属型材进行切割,之后当滑板2滑动右端时,打磨轮a4和打磨轮b10会将金属型材的切口位置进行打磨,在底架1和滑板2之间设置一个触点,当滑板2向右端滑动时接通触点,使电磁铁30通电产生磁力,将打磨下来的金属粉末磁吸在打磨轮a4上,之后在滑板2向左端滑动时触点分离电磁铁30断电磁力减弱,在其中一个轴架3上固定连接的毛刷31,毛刷31与打磨轮a4的外表面相接触,当电磁铁30断电磁力减弱时,毛刷31会将打磨轮a4上吸附的金属粉末刷下来,刷下来的金属粉末会掉落在收集箱32中,这样就能够使打磨轮a4每打磨一次清理一次它外表面吸附的金属粉末,来使打磨轮a4一直保持最佳的打磨效果来打磨毛刺,当收集箱32中盛接满金属粉末后,操作人员可以从两个轴架3中抽出收集箱32,将收集箱32中的金属粉末倾倒出去,以此来得到收集金属粉末的过程。
40.参考图1至图13,根据图中所示可以得到平齐的切割出铝合金型材切口的过程:
41.本发明还包括四个导轮29,四个导轮29均滑动连接在底架1上,四个导轮29与底架1之间均固定连接有弹簧,操作人员将铝合金型材放置在底架1上,底架1会拖住铝合金型材,之后滑动到底架1上的四个导轮29会接触到铝合金型材的外表面上,四个导轮29会在四个弹簧的作用下使铝合金型材外表面一直与四个导轮29接触,四个导轮29可以进行转动,当铝合金型材进行转动时,四个导轮29会滚动在铝合金型材的外表面上,通过四个导轮29的弹簧能够防止铝合金型材在转动过程中造成左右摇摆,这样切割和打磨出来的铝合金型材切口能够更加平齐,以此来得到平齐的切割出铝合金型材切口的效果。
42.参考图1至图14,根据图中所示可以得到防止翻块12顺时针转动较大角度的过程:
43.本发明还包括制动块33,制动块33固定连接在滑板2上,通过在滑板2上固定连接的制动块33来限制翻块12转动的角度,当切割片15切割铝合金型材后,被切割下来的部分会掉落在滑板2上,同时掉落部分会落在翻块12的右侧,当滑板2向右侧滑动时,翻块12也会向右侧移动,翻块12推动切割下来的铝合金型材向右侧移动,之后翻块12上的在凸起圆块会接触到铝合金型材外表面,之后翻块12进行逆时针转动,逆时针转动的翻块12,会带动长圆块向前移动,向前移动的长圆块可以将切割下来的铝合金型材推出滑板2,使切割下来的铝合金型材从滑板2上掉落下来,之后当滑板2向左端移动时,推板11与滑板2之间固定连接的两个弹簧会推动推板11向后端移动,向后端移动的推板11会顶着翻块12进行顺时针转
动,但是翻块12顺时针转动过程中会遭遇制动块33的阻挡,使翻块12无法顺时针较大的角度,以此来得到防止翻块12顺时针转动较大角度的效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1