一种用于脉冲电流辅助薄板件钎焊的焊接工装
1.本发明提供一种用于脉冲电流辅助薄板件钎焊的焊接工装,它适用于薄板的钎焊,用来验证钎料的可焊性,可以用于高温合金薄壁毛细管钎焊前的钎料性能验证。属于航空宇航科学技术领域。
背景技术:
2.随着我国空天科技水平的提高,强预冷高超声速飞行动力技术,成为近几年国内外研究热点领域,而高效的强预冷器是高超声速飞行动力技术的关键技术。强预冷器主要由高温合金薄壁毛细管阵列排布在通冷却介质的二极管上,从而组成核心的换热模块,而高温合金薄壁毛细管与二极管的连接主要采用钎焊技术连接而成,因此针对钎料的可焊性及钎料焊接后的强度性能检测成为了换热模块的核心问题。由于薄壁毛细管和二极管的结构特点,无法直接采用薄壁毛细管与二极管的钎焊接头对钎料进行焊后强度性能的检测,因此需要采用薄板全搭接形式进行钎焊,从而验证钎料的接头性能。
3.根据强预冷高超声速飞行动力系统中预冷器薄壁毛细管钎焊的特殊工况要求,为验证钎料的可焊性及接头强度性能,需设计出一种用于薄板的钎焊工装,以确保钎料的可焊性及钎焊接头的强度是否满足使用要求,同时该装置还应满足钎焊过程中有足够大的压力和试件的稳定性。目前没有一个钎焊工装能够满足这些要求。本发明就是提供一种薄板的钎焊工装,以解决现有的问题。
技术实现要素:
4.(1)目的
5.为确保薄壁毛细管焊后接头强度满足实用要求,对钎料进行可焊性试验及焊后强度性能测试,需设计一种用于薄板钎焊的特殊工装,本发明就是提供一种用于脉冲电流辅助薄板件钎焊的焊接工装。
6.(2)技术方案
7.本发明一种用于脉冲电流辅助薄板件钎焊的焊接工装,其技术方案如下:
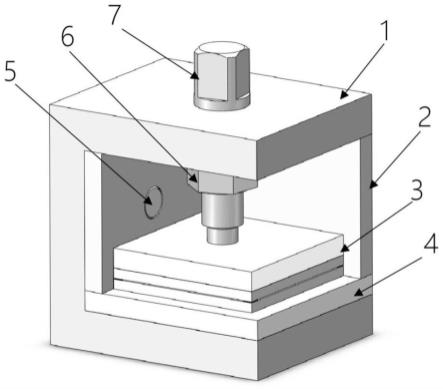
8.图1是一种用于脉冲电流辅助薄板件钎焊的焊接工装装配图,主要由弓形底座1、l型定位挡板2、陶瓷压板3、陶瓷垫板4、螺钉5、螺母6、紧定螺钉7组成,它们之间的关系是:陶瓷垫板4放置在弓形底座1下方平台上;l型定位挡板2通过螺钉5固定在弓形底座1内侧面上,下端面与陶瓷垫板4间隙配合;在陶瓷垫板4上放置待焊试件,并在待焊试件上放置陶瓷压板3,此时的待焊试件与陶瓷压板3与l型定位挡板2两内侧面接触;紧定螺钉7通过弓形底座1上方螺纹孔穿入,穿过螺纹孔后首先安装好螺母6,然后紧定螺钉7向下压直至接触到陶瓷压板3并压紧,在紧定螺钉7压紧后旋紧螺母6,通络螺纹反作用力一方面使紧定螺钉7进一步压紧,另一方面可防止升温过程中紧定螺钉7发生回旋造成的钎焊压力减小。
9.所述弓形底座1,结构形式如图2所示,通过块状板材加工改制而成,材质为铌钨合金,整块材料加工成外轮廓120mmx120mmx100mm,厚度20mm的u型框架,框架内侧高度80mm,
宽100mm,使其拥有足够空间放置待焊试件及其余零件在框架下方平台上;框架上方中间位置加工一个m20x2.5的螺纹孔,紧定螺钉7通过该螺纹孔将陶瓷压板3压紧,从而给待焊试件施加焊接压力;框架左侧加工一个直径16mm的通孔,该孔的作用是通过螺钉5将l型定位挡板2固定在弓形底座1内侧,同时配合陶瓷垫板4放置l型定位挡板2转动。
10.所述l型定位挡板2,结构形式具体见图3,通过块状板材加工而成,材质为铌钨合金。l型定位挡板两边长均为100mm,两边厚度均为10mm,高度70mm,在l型一侧加工了一个m16x2的螺纹孔,目的是通过螺钉5固定在弓形底座1上。l型定位挡板2主要的作用是配合紧定螺钉7施加的压力约束待焊试件的自由度,防止待焊试件在紧定螺钉的挤压下发生转动错位,造成焊接面减少和钎料流失。l型定位挡板2内侧90mmx90mm的区域为待焊试件可放置的空间,
11.所述陶瓷压板3和陶瓷垫板4分别为80mmx80mmx10mm和100mmx100mmx10mm的氧化锆陶瓷板,主要作用是隔绝待焊试件,防止待焊试件与工装受热后发生扩散焊连接在一起。陶瓷压板3的作用还有分散紧定螺钉7施加的压力,使待焊试件表面均匀受力。
12.所述螺钉5为m16x30的标准螺钉,螺母6为m20标准粗牙螺母,紧定螺钉7为m20x70的标准紧定螺钉,三者材质均为铌钨合金。螺钉5的作用主要是固定l型定位挡块2,紧定螺钉7的作用主要是提供作用于陶瓷压板3上垂直向下的焊接压力,螺母6的作用主要是防止紧定螺钉7在受热过程中松动,从而导致焊接压力不稳定。
13.(3)优点和功效
14.本发明根据强预冷高超声速飞行动力系统中预冷器薄壁毛细管钎焊的特殊工况要求,为验证钎料的可焊性及接头强度性能,提供了一种用于脉冲电流辅助薄板件钎焊的焊接工装。优点主要体现在:1.工装两侧的挡板约束了待焊试件水平方向上的自由度,防止待焊试件在紧定螺钉的挤压下发生转动错位;2.通过加装螺母解决紧定螺钉高温吸收松动的问题;3.工装的尺寸根据待焊试件设计而成,使工件放置平稳,同时弓形底座的厚度也是根据螺纹压紧力设计而成。
附图说明
15.图1是本发明结构示意图。
16.图2是本发明弓形底座1示意图。
17.图3是本发明l型定位挡板2。
18.图1中的序号和符号说明如下:
19.1.弓形底座
ꢀꢀꢀꢀꢀꢀ
2.l型定位挡板
ꢀꢀꢀꢀꢀꢀꢀ
3.陶瓷压板
ꢀꢀꢀꢀꢀꢀꢀ
4.陶瓷垫板
20.5.螺钉
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6.螺母
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
7.紧定螺钉
具体实施方式
21.请参阅图1~图3所示,本发明一种用于脉冲电流辅助薄板件钎焊的焊接工装,主要由弓形底座1、l型定位挡板2、陶瓷压板3、陶瓷垫板4、螺钉5、螺母6、紧定螺钉7组成,它们之间的关系是:陶瓷垫板4放置在弓形底座1下方平台上;l型定位挡板2通过螺钉5固定在弓形底座1内侧面上,下端面与陶瓷垫板4间隙配合;在陶瓷垫板4上放置待焊试件,并在待焊试件上放置陶瓷压板3,此时的待焊试件与陶瓷压板3与l型定位挡板2两内侧面接触;紧定
螺钉7通过弓形底座1上方螺纹孔穿入,穿过螺纹孔后首先安装好螺母6,然后紧定螺钉7向下压直至接触到陶瓷压板3并压紧,在紧定螺钉7压紧后旋紧螺母6,通络螺纹反作用力一方面使紧定螺钉7进一步压紧,另一方面可防止升温过程中紧定螺钉7发生回旋造成的钎焊压力减小。
22.所述弓形底座1,结构形式如图2所示,通过块状板材加工改制而成,材质为铌钨合金,整块材料加工成外轮廓120mmx120mmx100mm,厚度20mm的u型框架,框架内侧高度80mm,宽100mm,使其拥有足够空间放置待焊试件及其余零件在框架下方平台上;框架上方中间位置加工一个m20x2.5的螺纹孔,紧定螺钉7通过该螺纹孔将陶瓷压板3压紧,从而给待焊试件施加焊接压力;框架左侧加工一个直径16mm的通孔,该孔的作用是通过螺钉5将l型定位挡板2固定在弓形底座1内侧,同时配合陶瓷垫板4放置l型定位挡板2转动。
23.所述l型定位挡板2,结构形式具体见图3,通过块状板材加工而成,材质为铌钨合金。l型定位挡板两边长均为100mm,两边厚度均为10mm,高度70mm,在l型一侧加工了一个m16x2的螺纹孔,目的是通过螺钉5固定在弓形底座1上。l型定位挡板2主要的作用是配合紧定螺钉7施加的压力约束待焊试件的自由度,防止待焊试件在紧定螺钉的挤压下发生转动错位,造成焊接面减少和钎料流失。l型定位挡板2内侧90mmx90mm的区域为待焊试件可放置的空间,
24.所述陶瓷压板3和陶瓷垫板4分别为80mmx80mmx10mm和100mmx100mmx10mm的氧化锆陶瓷板,主要作用是隔绝待焊试件,防止待焊试件与工装受热后发生扩散焊连接在一起。陶瓷压板3的作用还有分散紧定螺钉7施加的压力,使待焊试件表面均匀受力。
25.所述螺钉5为m16x30的标准螺钉,螺母6为m20标准粗牙螺母,紧定螺钉7为m20x70的标准紧定螺钉,三者材质均为铌钨合金。螺钉5的作用主要是固定l型定位挡块2,紧定螺钉7的作用主要是提供作用于陶瓷压板3上垂直向下的焊接压力,螺母6的作用主要是防止紧定螺钉7在受热过程中松动,从而导致焊接压力不稳定。
26.使用焊接工装对薄板钎焊件进行钎焊时,将陶瓷垫板4放置在弓形底座1下方平台上,将螺钉5穿过弓形底座1侧面将l型定位挡板2内侧;薄板钎焊件如图1所示进行全搭接,并在搭接四角垫上厚度与钎缝间隙相等的箔片用于控制钎缝间隙,将搭接好的待焊件放置在陶瓷垫板4上并贴近l型定位挡板2内侧,防止后续紧定螺钉7施加压力时钎焊件发生转动;盖上陶瓷压板3后将紧定螺钉7穿过弓形底座1上方平台后装上螺母6,最后旋紧紧定螺钉7及螺母6,使钎焊件夹层四周的箔片压紧无法抽动后,整体放入真空炉内进行钎焊。焊后试件首先测量钎缝间隙,合格后进行钎缝剪切试验测试钎缝强度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1