一种基于折弯机随动装置的贴合位置算法的制作方法
1.本发明涉及折弯机领域,特别涉及一种基于折弯机随动装置的贴合位置算法。
背景技术:
2.一般来说,上动式折弯机在折弯长板时,因板材重量大,在折弯过程中如果在板材下方不给予相应力托住折弯板材,往往则会造成在折弯成型过程中折弯末端的板材因向下重力而形变,影响折弯成型角度。
3.目前市面上一般有两种方式解决该问题:一种是依靠人力用手托住板材,该方式缺点明显,即人力消耗严重,且在小角度折弯时,板材抬起过高,人力没有办法抬起对应的高度;另一种方式就是依靠随动装置进行辅助,该方式优点在于节省人力,只需1~2人在侧边辅助放板就好,但缺点在于跟随贴合性的控制计算上难度较高。
4.目前,在市面上,高端的折弯随动装置,是以两根伺服轴控制的,其中z轴控制平面垂直上下,c轴控制平面翻转角度。折弯随动装置的功能在于根据折弯角度可以将随动平台抬到对应的角度位置,而市面上的大多随动装置,对于折弯180
°
~90
°
(即随动抬起0
°
~45
°
)是跟随性比较好的,但是在折弯90
°
~30
°
(即随动抬起45
°
~75
°
)时,贴合跟随性就会变差,降低加工效果。
技术实现要素:
5.为解决上述问题,本发明提供了一种基于折弯机随动装置的贴合位置算法。
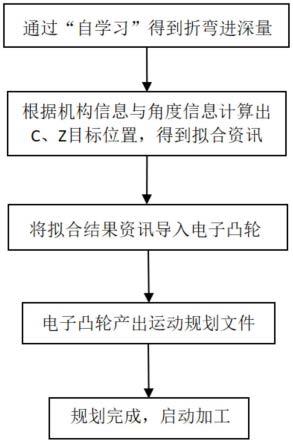
6.根据本发明的一个方面,提供了一种基于折弯机随动装置的贴合位置算法,应用了c轴、z轴和随动平台,c轴连接在z轴上,随动平台连接在c轴底部,其包括以下步骤:
7.1)得到折弯角度和折弯进深量;
8.2)根据公式计算出c轴和z轴的目标位置,并进行拟合;
9.3)导入拟合结果;
10.4)生成运动规划文件;
11.5)启动加工;
12.其中,c轴的目标位置的计算公式为
13.k=3.1415926*(π-α)r/360;
14.z轴的目标位置的计算公式为
15.h=tan[(π-α)/2]*{l-tan[(π-α)/4]*h}-x
[0016]
其中,k为c轴翻转弧长度,α为折弯角度,r为c轴旋转半径,h为z轴抬高量,l为随动平台旋转点与折弯点水平距离,h为随动平台旋转点的旋转高度,x为折弯进深量。
[0017]
本发明中的一种基于折弯机随动装置的贴合位置算法可以通过现有的跟随位置算法,在辅助大角度折弯的基础上,又可辅助折弯锐角,解决了控制上随动装置与板材的贴合性较差的问题,以及随动装置受限于只可折弯大角度的问题。
[0018]
在一些实施方式中,在步骤1)中,通过自学习功能得到折弯角度和折弯进深量。其
有益之处在于,描述了本算法中获得折弯角度和折弯进深量的方式。
[0019]
在一些实施方式中,c轴旋转角度为:β=(π-α)/2。其有益之处在于,描述了c轴旋转角度的计算方式。
[0020]
在一些实施方式中,c轴翻转弧长度与c轴旋转角度的关系为:k=3.1415926*βr/180。其有益之处在于,描述了c轴翻转弧长度与c轴旋转角度的关系
[0021]
在一些实施方式中,随动平台旋转点的旋转水平量为:m=tan[(π-α)/4]*h。其有益之处在于,描述了,随动平台旋转点的旋转水平量的计算方式。
[0022]
在一些实施方式中,在步骤3)中,将拟合结果导入电子凸轮。其有益之处在于,描述了对拟合结果的操作方式。
[0023]
在一些实施方式中,在步骤4)中,由电子凸轮得到运动规划文件。其有益之处在于,描述了生成运动规划文件的方式。
[0024]
在一些实施方式中,在步骤5)中,在完成规划后启动加工。其有益之处在于,描述了进行加工的条件。
附图说明
[0025]
图1为本发明一种实施方式的一种基于折弯机随动装置的贴合位置算法的流程图;
[0026]
图2为图1所示一种基于折弯机随动装置的贴合位置算法的计算公式的原理图;
[0027]
图3为图1所示一种基于折弯机随动装置的贴合位置算法的拟合结果图。
具体实施方式
[0028]
下面结合附图对本发明作进一步详细的说明。
[0029]
图1示意性地显示了根据本发明的一种实施方式的一种基于折弯机随动装置的贴合位置算法的流程。如图1所示,该算法使用了专门设计的随动装置,该随动装置包括主要c轴、z轴和随动平台,c轴连接在z轴上,随动平台连接在c轴底部。其中,c轴在常规情况下是水平的,能够带动随动平台以c轴和z轴的连接点为中心进行旋转移动,而z轴是竖直的,并且能够上下移动,在需要时进行抬高。
[0030]
该算法包括几个主要步骤,分别如下所述。
[0031]
首先,根据折弯机的加工情况,通过自学习功能得到折弯角度和折弯进深量(即折弯机的进深量)。其中,设折弯角度为α,折弯进深量为x。
[0032]
然后,根据本发明专门设计的计算算法,计算出c轴和z轴的目标位置。
[0033]
图2显示了图1中的一种基于折弯机随动装置的贴合位置算法的计算公式的原理。如图2所示该随动装置在运作时,如果只是c轴翻转运动而z轴不同,会使得随动平台的旋转点a点过低,造成过度贴合,使折弯成型的角度偏小,因此,在c轴翻转运动的同时,z轴也需要同步进行升降。
[0034]
其中,以c轴翻转一定角度到c1处为例,由于z轴本身运动也产生一个z轴抬高量h,则c轴实际上处于c2位置,此时设折弯点则为b点,随动平台的旋转点为d点。
[0035]
c轴的目标位置,具体为c轴翻转弧长度k的计算公式如下所述。
[0036]
设折弯角度为α,则c轴旋转角度β为:
[0037]
β=(π-α)/2;
[0038]
设c轴旋转半径为r,则c轴翻转弧长度k与c轴旋转角度β的关系为(取π=3.1415926):
[0039]
k=3.1415926*βr/180;
[0040]
由此可知,c轴翻转弧长度k为:
[0041]
k=3.1415926*(π-α)r/360。
[0042]
而z轴的目标位置,具体为z轴抬高量h的计算公式如下所述。
[0043]
设随动平台旋转点的旋转高度为h,旋转角度为γ,旋转水平量为m,则有:
[0044]
γ=(π-α)/4,
[0045]
m=tan[(π-α)/4]*h;
[0046]
设随动平台旋转点与折弯点水平距离(即机台间距)为l,折弯进深量为x,则有:
[0047]
h=tanβ*(l-m)-x=tan[((π-α)/2]*{l-tan[(π-α)/4]*h}-x
[0048]
再然后,进行拟合得出拟合结果,将拟合结果导入电子凸轮,并依靠电子凸轮得到高贴合性的、包含运动程序的运动规划文件。
[0049]
图3显示了图1中的一种基于折弯机随动装置的贴合位置算法的拟合结果。如图3所示,拟合结果中显示了多组拟合情况表格和关系图等。其中表格中具有折弯角度、抬起角度、y位置、z轴理论位置、c轴理论位置以及折弯进深量等项目。
[0050]
而关系图中显示了z轴理论位置和折弯进深量的关系,可以得知两者并非全程线性关系,而是程二次函数的趋势变化。具体来说,在抬起角度45
°
之前,两者的关系是为近似线性的;而在45
°
~75
°
时,变化曲线为非线性,这也就是为什么一般的折弯随动装置在折弯180
°
~90
°
时的跟随贴合性满足要求,但在带小角度折弯时贴合性会变差的原因。
[0051]
最后,在完成规划后,启动并进行加工。
[0052]
以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1