高强度用Y型材挤压的方法与流程
高强度用y型材挤压的方法
技术领域
1.本发明属于挤压成型领域,尤其涉及一种高强度用y型材挤压的方法。
背景技术:
2.国内使用的大型民用航行设施,其核心结构的y型钛材性能要求高、加工难度大,主要通过通过高精度数控加工中心进行加工,坯料损失较大。
技术实现要素:
3.为克服上述相关技术中的缺陷,本发明提供一种高强度用y型材挤压的方法,可以实y型材直接挤压成型,同时确保产品强度。
4.为实现上述技术目的,本发明提供一种高强度用y型材挤压的方法。
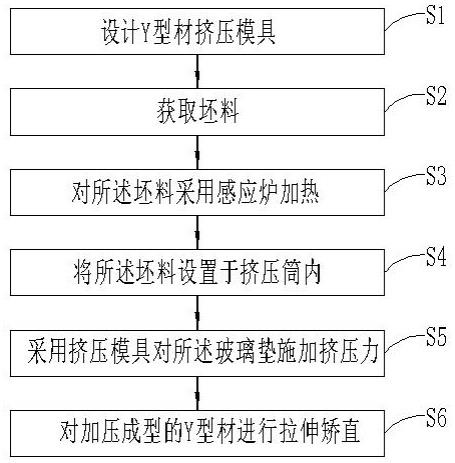
5.所述的高强度用y型材挤压的方法包括:s1、设计y型材挤压模具,所述y型材挤压模具包括支撑轴和固定于所述支撑轴一端的两个侧翼,且所述两个侧翼对称设置,所述y型材挤压模具的中心与两个所述侧翼的交叉点重合,且所述y型材挤压模具中部区域为阶梯结构。
6.s2、获取坯料,所述坯料的棱边进行圆弧处理。
7.s3、对所述坯料采用感应炉加热,所述坯料的最高加热温度为1050
°
。
8.s4、将所述坯料设置于挤压筒内,且所述坯料抵触至所述y型材挤压模具的模口处。
9.s5、在所述坯料位于所述y型材挤压模具的模口一侧设置热挤压工艺玻璃润滑防护剂,并采用挤压模具对所述玻璃垫施加挤压力。
10.s6、对加压成型的y型材进行拉伸矫直。
11.优选地,所述阶梯结构是两个所述侧翼的连接处至所述支撑轴一端的宽度减小。
12.优选地,所述挤压模具的模口一侧的棱边圆弧处理。
13.优选地,所述所述坯料的棱边处的圆弧为r30mm~r40mm。
14.优选地,所述坯料包括ti4合金,所述坯料为圆柱结构。
15.优选地,所述对所述坯料采用感应炉加热的方法包括:s31、采用所述感应炉对所述坯料进行加热至1000℃,并保温60min。s32、采用所述感应炉对所述坯料进行加热至1050℃,保温5min后进行挤压。
16.优选地,挤压过程中,所述挤压筒的温度为250
°
~300
°
,所述挤压总长度为8000mm~12000mm。
17.本发明的有益效果在于:本发明可以对钛合金材料进行挤压成型,整体结构强度高,避免出现挤压后型材出现缺肉等缺陷,生产效率高且对坯料的浪费少。
附图说明
18.为了更清楚地说明本发明实施例或相关技术中的技术方案,下面将对实施例或相关技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
19.图1为本发明的高强度用y型材挤压的方法的步骤图;图2为本发明的y型材挤压模具、挤压模套和挤压模垫的结构图;图3为本发明的y型材挤压模具的结构图;图4为本发明的挤压设备的结构图。
具体实施方式
20.为使本发明的上述目的、特征和优点能够更加明显易懂,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其它实施例,均属于本发明保护的范围。
21.在本发明的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
22.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
23.合金材挤压成型是相对成熟的技术工艺,但是对于异性材的挤压成型研究较少,主要是存在型材缺肉等缺陷。
24.本发明的一些实施例中,如图1所示,提供一种高强度用y型材挤压的方法。所述的高强度用y型材挤压的方法包括:s1、设计y型材挤压模具,所述y型材挤压模具包括支撑轴和固定于所述支撑轴一端的两个侧翼,且所述两个侧翼对称设置,所述y型材挤压模具的中心与两个所述侧翼的交叉点重合,且所述y型材挤压模具中部区域为阶梯结构。
25.s2、获取坯料,所述坯料的棱边进行圆弧处理。
26.s3、对所述坯料采用感应炉加热,所述坯料的最高加热温度为1050
°
。
27.s4、将所述坯料设置于挤压筒内,且所述坯料抵触至所述y型材挤压模具的模口处。
28.s5、在所述坯料位于所述y型材挤压模具的模口一侧设置热挤压工艺玻璃润滑防护剂,并采用挤压模具对所述玻璃垫施加挤压力。
29.s6、对加压成型的y型材进行拉伸矫直。
30.在一些示例中,如图2至图4所示,其中,图4中的挤压模具相对图2中的挤压模具是
双孔模具。y型材挤压模具1用于对y型材进行加工,y型材挤压设备还包括挤压模套3和挤压模垫4。其中,挤压模套3可以是两端开口的管状结构,挤压模套3中一侧可以设置有挤压模垫4,挤压模垫4包括中部圆形通孔,坯料5经过挤压模垫4的圆形通孔后可以限定单位长度内的坯料5体积,便于在挤压模具中成型,挤压模套3中的另一侧可以设置挤压模具,其中,挤压模具中部设置有异型材的通孔,可以理解的是,异型材的通孔与圆形通孔相对接,便于皮杰经过异型材的通孔挤压成型。
31.本技术中,异型材的通孔包括支撑轴11和固定于所述支撑轴11一端的两个侧翼12,其中,;两个侧翼12的交叉点与挤压模套3的中心点重合,经过圆形通孔的坯料5的中心轴线与挤压模套3的中心点重合,如此,便于坯料5在异型材的通孔内能够延伸至两个侧翼12和支撑轴11内,防止出现型材缺肉的缺陷。
32.所述y型材挤压模具1中部区域设置为阶梯结构,也就是说,两个侧翼12与支撑轴11连接的侧壁采用倾斜设置,便于坯料5在异型材的通孔内滑动。
33.在一些示例中,坯料5可以为钛合金的圆柱结构,钛合金的导热率低,采用表面加热方法时,加热时间长,同时截面温差大,同时钛在650℃~700℃容易与氧、氮等发生反应,所以采用感应炉加热。另外,ti合金在1100℃~1150℃时,容易形成吸气层,恶化合金的变形性能,同时组织发生不可逆的变化,因此加热温度最高选择1050度。
34.由于坯料5进料时,直角坯料5容易产生挤压不完全,存在夹角余料,坯料5采用圆弧原料加工方式,也就是说,坯料5的棱边设置为圆弧角。
35.在挤压中,热挤压工艺玻璃润滑防护剂将挤压模具与热坯料5隔开,对模具起到隔热和保护作用,对坯料5而言,增加其流动速度,润滑层不断供给,连续、均匀的润滑层形成良好的液态摩擦条件,起到降低挤压力和改善金属流动性的作用。
36.挤压成型后,y型材在其长度方向上具有明显的扭曲,通过在y型材的长度方向上进行拉伸实现矫直。
37.优选地,所述阶梯结构是两个所述侧翼12的连接处至所述支撑轴11一端的宽度减小。
38.优选地,所述挤压模具的模口一侧的棱边圆弧处理。
39.优选地,所述所述坯料5的棱边处的圆弧为r30mm~r40mm,例如可以为r30mm、r35mm或r40mm。
40.优选地,所述坯料5包括ti4合金,所述坯料5为圆柱结构。
41.优选地,所述对所述坯料5采用感应炉加热的方法包括:s31、采用所述感应炉对所述坯料5进行加热至1000℃,并保温60min。s32、采用所述感应炉对所述坯料5进行加热至1050℃,保温5min后进行挤压。
42.优选地,挤压过程中,所述挤压筒2的温度为250
°
~300
°
,挤压筒2的温度例如可以为250
°
275℃或300
°
,所述挤压总长度为8000mm~12000mm,例如可以为8000mm、10000mm或12000mm。
43.在本说明书的描述中,具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
44.以上仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖
在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1