一种用于压装电机轴承与转子的自动压装系统
1.本发明涉及电机组装设备技术领域,具体涉及一种用于压装电机轴承与转子的自动压装系统。
背景技术:
2.电机装配对电机最后的生产质量有着十分重要的影响,其中电机转子与轴承的装配也是十分重要的,传统的轴承压装装置主要是采用夹持机构夹持轴承,再通过液压机构将轴承直接强压进转子轴上的,虽然也可以完成轴承压装,但是在压装过程中并没有对轴承的压装力与轴承的压装姿态进行管控,对后续电机整体的质量追溯并不能提供帮助。还有许多是采用人工对转子轴承进行压装的,在压装时人工对轴承进行对位,再用工具直接敲击完成压装,这样的压装方式对零件的损害很大,会导致电机整体的装配质量低,且工作效率也十分低下。
技术实现要素:
3.为解决现有轴承压装机构压装过程没有进行压装力与压装姿态管控,人工压装对零件损害很大,压装质量低,压装效率低下等问题,提供一种用于压装电机轴承与转子的自动压装系统,该系统压装结构简单,压装效果理想,可保证电机轴承压装过程的可靠性。
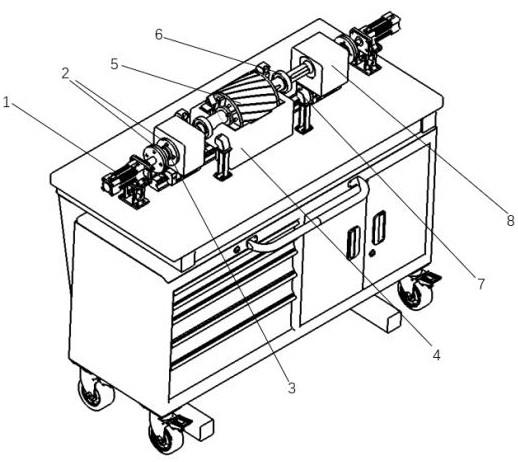
4.为实现上述目的,本发明采用以下技术方案:一种用于压装电机轴承与转子的自动压装系统,包括工作台,所述工作台上表面设有转子夹持模块、轴承压装驱动模块及信息采集模块,所述转子夹持模块设置在工作台中间位置处,所述轴承压装驱动模块分别设置在转子夹持模块的两侧位置处,通过轴承压装驱动模块能够实现对转子夹持模块内的转子两端的电机轴承进行同时压装,所述信息采集模块包括力采集模块及压装姿态采集模块,所述力采集模块设置在轴承压装驱动模块上,用于实时测量压装力数据,所述压装姿态采集模块设置在工作台上,且靠近电机轴承安装位置处,用于测量轴承面与转子中心轴线之间的垂直度。
5.进一步的,所述轴承压装驱动模块包括气缸、气缸安装支架、气缸连接板、直线导轨及轴承压装台,所述气缸的推杆端部设有气缸连接板(力传感器连接板通过气缸连接板与气缸相连),所述气缸与气缸安装支架相连,并通过气缸安装支架固定在工作台上,所述直线导轨设置在工作台上,所述轴承压装台通过直线导轨滑动配合设置在直线导轨上;所述轴承压装台前端设有凹槽,当轴承压装台接触到轴承时会将轴承压至转子轴内。
6.进一步的,所述转子夹持模块包括待压装转子及转子夹持槽,所述转子夹持槽固定放置在工作台上,转子夹持槽下部设置用于直线导轨穿过的挖空凹槽。
7.进一步的,所述轴承压装台内装有减振橡胶垫,能够避免轴承压装台接触轴承时由于力突变造成对轴承的损伤。
8.进一步的,所述力采集模块包括力传感器及力传感器连接板,所述力传感器通过两块力传感器连接板分别与气缸、轴承压装台相连接。
9.进一步的,所述压装姿态采集模块包括测量仪支架及在线投影图像测量仪,所述在线投影图像测量仪通过测量仪支架对称安装在待压装转子两侧。
10.一种用于压装电机轴承与转子的自动压装系统,还包括控制系统,所述控制系统包括上位机,所述上位机与轴承压装驱动模块及信息采集模块分别采用电信号连接。
11.一种用于压装电机轴承与转子的自动压装系统的工作过程,包括如下步骤:1)首先将待压装转子放置好在转子夹持槽内,在将轴承预装至转子轴上;2)在线投影图像测量仪测量轴承预装垂直度,如果垂直度不合格,控制系统报警,需要重新调整直至轴承预装姿态合格;3)启动气缸进行压装,气缸会推着轴承压装台前进,压装台接触至轴承以后会推着轴承匀速前进;4)力传感器实时测量压装力,并通过上位机软件将压装力存储至数据库中,在后续可以通过压装力进行装配质量的追溯;当力传感器检测刀压装力不达标时,控制系统会对气缸输出力进行调整,达到预定的压装力状态;5)在线投影图像测量仪实时测量轴承面与转子中心轴线之间的垂直度,以确保在压装过程中,轴承与转子轴线始终保持相对垂直的状态;在垂直度检测超出预设范围时,控制系统会控制气缸驱动机构停机并进行复位,重新调整轴承姿态再重新进行压装;6)轴承压装完成以后,气缸会进行复位将压装台移动至原位,此时一次压装完成,将转子取出,重复以上步骤,即可进行下一次压装。
12.与现有技术相比,本发明的有益效果如下:本发明结构简单,可以很好的完成轴承与转子的压装过程,压装效率高,压装稳定,可以很好的取代人工压装与一部分压装机构,自动化程度高。
附图说明
13.图1为本发明整体结构示意图;图2为本发明转子夹持机构;图3为本发明压装机构详细示意图;图中:1、气缸;2、力传感器连接板;3、力传感器;4、转子夹持槽;5、待压装转子;6、轴承;7、在线投影图像测量仪;8、轴承压装台;9、直线导轨;10、直线导轨滑块;11、气缸安装支架;12、气缸连接板。
具体实施方式
14.以下结合说明书附图,对本发明作进一步描述。
15.参照图1至图3对本发明一种用于压装电机轴承与转子的自动压装系统的实施例做进一步说明。
16.一种用于压装电机轴承与转子的自动压装系统,包括气缸1、力传感器连接板2、力传感器3、转子夹持槽4、待压装转子5、轴承6、在线投影图像测量仪7、轴承压装台8、直线导轨9、直线导轨滑块10、气缸安装支架11及气缸连接板12。
17.一种用于压装电机轴承与转子的自动压装系统,该系统有转子装夹机构、轴承压装驱动机构、力与压装姿态信息采集机构。三个部分组成。
18.转子夹持模块由待压装转子5和转子夹持槽4组成;转子夹持模块的转子夹持槽4固定放置在工作台上,其下部挖空凹槽使转子夹持槽可以通过直线导轨9,当转子尺寸有改变,可以改变转子夹持槽的位置和调节其他部件的位置以适应不同型号尺寸的转子装配;转子夹持模块通过转子夹持槽4将待压装转子5放置在转子夹持槽4内,转子夹持槽4边侧开有缺口,可以更加方便的放置和取出转子。
19.轴承压装驱动模块由气缸1、气缸安装支架11、直线导轨9、气缸连接板12、轴承压装台8、减振橡胶垫组成;轴承压装驱动模块通过气缸提供水平的前进动力,气缸1通过气缸安装支架11连接并固定在工作台上,对机构提供支撑,避免其变为悬臂梁式的机构,传动机构将气缸的水平方向的移动传递至轴承压装台8,轴承压装台前端有凹槽,当轴承压装台接触到轴承时会将轴承压至转子轴内,且轴承压装台内装有减振橡胶垫可以避免轴承压装台接触轴承时由于力突变造成对轴承的损伤。
20.力与压装姿态信息采集模块由力传感器3、力传感器连接板2、测量仪支架、在线投影图像测量仪7组成。力传感器3通过两块力传感器连接板2与气缸1和轴承压装台8相连接,力与压装信息采集模块通过一对在线投影图像测量仪7可以实时监测压装过程中轴承6面与转子5中心轴线的垂直度,在垂直度检测超出预设范围时,控制系统会控制气缸驱动机构停机并进行复位,重新调整轴承姿态再重新进行压装。
21.在压装过程中会实时测量压装力并通过上位机软件将压装力存储至数据库中,在后续可以通过压装力进行装配质量的追溯,且当压装力突变时,控制系统会根据突变的力的大小对气缸进行调整,以改变压装运动达到合理的压装状态;在线投影图像测量仪通过测量仪支架对称安装在待压装转子两侧,在压装过程中实时测量轴承面与转子中心轴线之间的垂直度,以确保在压装过程中,轴承与转子轴线始终保持相对垂直的状态。
22.控制系统主要是对压装过程的控制,上位机软件会实时采集力传感器与在线投影图像测量仪的数据,当压装力过大,传感器采集到的数据也随之过大异常,压装控制系统会随之根据力信息调整气缸的输出力,以达到最优的压装力状态;在线投影图像测量仪可以测量轴承面与转子中心轴线之间的垂直度,在开始压装时,会先将轴承预装在轴端,此时在线投影仪图像测量仪会首先测量一次垂直度,以保证压装初始姿态正确,在压装过程中,在线投影图像测量仪也会测量垂直度,以保证压装过程的姿态正确,当检测到压装姿态不正确时,控制系统会进行系统停机,再进行调整后重新进行压装。
23.本发明首先通过转子夹持槽将转子夹持在槽内,轴承压装驱动机构主要由气缸驱动水平方向的动力,压装台安装在直线导轨上完成对轴承的压装,力与压装姿态信息采集机构主要由力传感器和在线投影图像测量仪组成,力传感器安装至压装台的部分实现对压装过程力的实时测量,在线投影图像测量仪安装在机构两侧,通过测量轴承与转子轴的垂直度完成对压装姿态的测量。
24.压装时,首先将待压装转子5放置好在转子夹持槽4内,在将轴承预装至转子轴上,此时在线投影图像测量仪7会测量垂直度,如果垂直度不合格,控制系统会警告,需要重新调整直至轴承预装姿态合格,然后启动气缸进行压装,气缸会推着压装台前进,压装台接触至轴承以后会推着轴承匀速前进,在压装过程中力传感器会实时测量压装力,在压装力不达标时控制系统会进行调整,轴承压装完成以后,气缸会进行复位将压装台移动至原位,此时一次压装完成,将转子取出,重复以上步骤,即可进行下一次压装。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1